Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Устройство для снятия оттисков с внутренней поверхности обсадных колоннСодержание книги
Поиск на нашем сайте
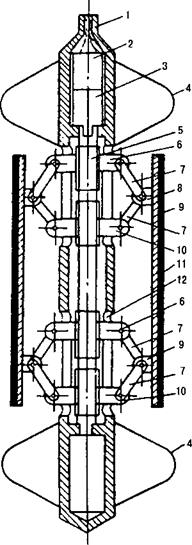
Устройство предназначено для снятия оттисков с внутренней поверхности негерметичных обсадных колонн. Его применяют при обследовании негерметичного интер- вала колонн. Спуск, подъем и управление работой устрой-
(из двух частей) валом 5, соосно установленным в нижней части корпуса. На обоих концах вала установлены раздвижные узлы, состоящие из ползунов б, 10 с левой и правой резьбой, сочлененные с соответствующими резьбами вала 5.
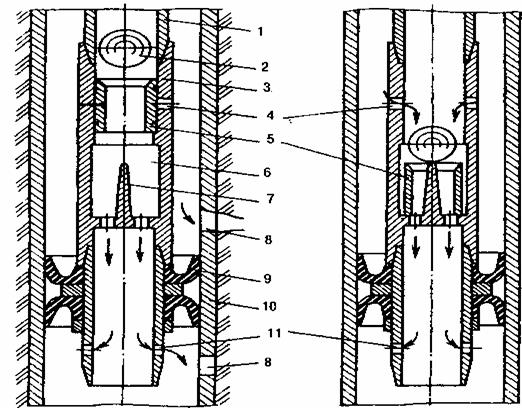
Рис. 6.12. Устройство для опрессовки обсадных колонн: 1-НКТ; 2-шар; 3-корпус; 4,11-отверстия; 5-втулка; 6-гнездо; 7-опора; 8-дефект; 9-манжета самоуплотняющаяся; 10-обсадная колонна.
На ползунах имеются шарнирные рычаги 7, попарно связанные с опорами 8 прижимных лыж 9 через прорезные окна 12 корпуса. Прижимные лыжи покрыты пластичным материалом 11. Устройство в нижней и верхней части снабжено центрирующими элементами 4. Работает устройство следующим образом. В транспортном положении его спускают в скважину на каротажном кабеле в обследуемый интервал колонны. Подают постоянное напряжение (по каротажному кабелю) к электродвигателю 2. При этом вращение через редуктор 3 передается валу 5. Вращение вала (благодаря наличию левой и правой резьбы) вызывает сближение ползунов 6, 10, которые с помощью шарнирных рычагов 7, раздвигая лыжи 9, приводят их в рабочее положение, т. е. прижимают к внутренней поверхности обсадной колонны. В результате на пластичном материале 11 остается оттиск с внутренней поверхности обсадных колонн. После этого к электродвигателю подается постоянное напряжение другой полярности, что позволяет возвратить прижимные лыжи в первоначальное транспортное положение. После подъема устройства по полученному оттиску на пластичном материале судят о характере негерметичности или повреждения обсадных колонн.
Техническая характеристика устройства для снятия оттисков Диаметр эксплуатационной колонны, мм ………………….140, 146, 168 Длина получаемого оттиска, мм.... ………………………...1000 Длина, мм............................................ …………………………2500 Диаметр, мм минимальный........................ …………………………115 максимальный....................... …………………………160 Масса устройства, кг........................ ………………………….25
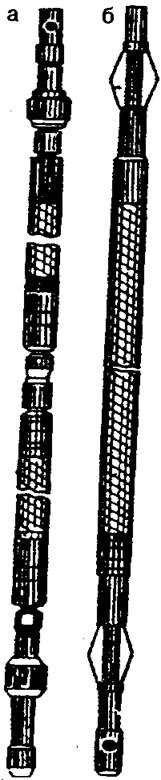
В б.ВНИИКРнефти разработана боковая гидравлическая многосекционная печать ПГ по ТУ 39-1106-86 (рис. 6.14). Секция гидравлической печати ПГ состоит из перфорированной штанги, наконечников, резинового баллона с оттисковым слоем. Печать снабжена заливным и сливным клапанами и центраторами. Длина резинового баллона ограничена техническими возможностями его изготовления. Принцип работы печати Для определения характера, формы, размеров и уточнения места нахождения дефекта гидравлическую печать опускают на НКТ или бурильных трубах в интервал нарушения герметичности обсадной колонны. В печати создается избыточное гидравлическое давление, под действием которого резиновый баллон расширяется оттисным слоем и прижимается к стенке обсадной колонны. Затем после выдержки во времени увеличивают давление, которое обеспечивает срез штифтов и смещение втулки сливного клапана для слива жидкости при подъеме инструмента. Давление снимают, печать поднимают на поверхность. При этом резиновый баллон возвращается по
Отпечатки негерметичности муфтового соединения имеют вид колец от торцов труб и резьбы между ними. При необходимости печать может быть выполнена из двух и более секций с повторным расширением резиновых баллонов и смещением печати на 1 м для перекрытия «мертвой» зоны между секциями. В настоящее время в гидравлической печати типа ПГ для оттискного слоя применяется на клею сырая резина марки 7-3826, изготовляемая по ТУ 38-005-204-84. Недостатком такой резины является быстрое естественное старение, в результате чего она теряет пластичность и неспособна проявлять (оставлять) отпечатки дефектов со стенки обсадной трубы. Процесс старения (вулканизация) ускоряется при использовании резины в средах с температурой выше + 30°С. Операция по определению характера, формы, размеров и более точного местонахождения негерметичности осуществляется гидравлической печатью ПГ. Длину рабочей части печати определяют по формуле
L = LД + 2LЗ (6.14)
где L — длина рабочей части печати; Lд — длина дефекта (ориентировочно находят геофизическим методом, операция IV, см. рис. 6.7); LЗ — длина запаса для перекрытия дефектов, Ц = 1 — 1,5 м. Процесс получения отпечатка Печать ПГ в сборе, соответствующую типоразмеру обсадной колонны, после профилактики и зарядки клапанов спускают в скважину к месту дефекта на насосно-комп-рессорных трубах со скоростью до 6 м/с. Колонна спущенных труб соединяется через нагнетательную систему с насосным агрегатом.
Время выдержки печати под давлением составляет 10—15 мин., после чего его снимают. При этом края дефекта оставляют отпечатки на поверхности эластичного слоя резинового баллона. Заполнение жидкостью полости инструмента при его спуске производится через отверстие заливного клапана печати. Слив происходит при подъеме инструмента на устье через отверстия сливного клапана, которые открываются при смещении втулки после среза штифтов расчетным давлением 3—9 МПа (после спуска шара в седло клапана). После подъема на устье печать демонтируют, промывают и тщательно осматривают ее рабочую поверхность. Размер дефекта несколько меньше реального, четко выделяется на эластичной поверхности оттискного слоя баллона. Если дефект герметичности находится в резьбовом соединении муфты, то отпечаток выглядит как два кольца, между ними — резьбовые следы муфты. В случае дефектов (длинных трещин, порывов, перфораций), отпечатки которых в полном объеме не могут быть получены на баллоне из-за его короткой длины, печать собирают из двух (или более) секций или производят дополнительный спуско-подъем другой печати для снятия отпечатка соответственно выше или ниже того места, откуда уже получен отпечаток дефекта. В б.ВНИИКРнефти разработана гидравлическая печать типа ПГ-3 (рис. 6.14,6) с резиновыми баллонами длиной 2, 4 и 6 м, что позволяет устранить недостатки, присущие печати типа ПГ-2. Для оттискного слоя используется герметизирующая само-клеющая лента ГЕРЛЕН-Д, которая наносится на резиновый баллон без применения клея, дублированным нетканным синтетическим материалом наружу.
|
||||||||||
|
|
Последнее изменение этой страницы: 2016-12-16; просмотров: 383; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.52.26 (0.007 с.) |