Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема: «Вибір раціональних схем базування та розрахунок похибок установки»Стр 1 из 4Следующая ⇒
Мета роботи: ознайомлення з методикою розрахунку похибок установок
Теоретична частина
Забезпечення заданої точності механічної обробки з використанням пристосувань, значною мірою залежить від вибору технологічних баз та схеми установки заготовок (ГОСТ 21495-76). Обробка заготовок у пристосуваннях на попередньо налаштованих верстатах (спосіб автоматичного отримання розмірів) виключає розмітку заготовок та подальшу вивірку їх положення на верстаті. Однак при цьому виникає похибка установки заготовки.
де EБ – похибка базування; ЕЗ – похибка закріплення; ЕП.З. – похибка положення заготовки;
де ЕУ.З. –похибка, що викликається неточністю виготовлення та збірки установчих елементів пристосування; ЕЗ – похибка, що викликається зносом установлених елементів пристосування; ЕВ – похибка установки пристосування на верстаті. Допуск виконання заданих розмірівможе бути визначений як:
де ω – середня економічна точність обробки на металооброблювальних верстатах, дані наведені в роботах. Для прийнятих методу обробки та схеми установки заготовки очікуване розрахункове значення допуску Ti,повинне бути менше заданого [Ti]:
Для розрахунку очікуваної точності обробки інженеру-технологу необхідно визначити: - похибки базування в залежності від схеми установки заготовки у приладі; - похибки закріплення в залежності від непостійності або затиску, неоднорідності шорсткості та хвилястості поверхонь заготовок, зносу установчих елементів пристосувань; - похибки, зумовлені зносом установчих елементів EЗ; - виконавчі розміри установчих елементів, які забезпечують задану точність обробки та можливість установки заготовок. Точність пристосувань є найважливішим фактором, що забезпечує точність виготовлення деталей. У процесі експлуатації зношуються їх установчі та направляючі елементи, і пристосування втрачають потрібну точність. У цьому зв'язку важливо вміти визначити міжремонтний період П роботи приладу. Лінійний знос установчих елементів приладу (опор) визначає похибка ЕЗ (ЕЗ =З – для опор,
де N – число установчих заготовок; Ky – коефіцієнт, що враховує умови обробки;
L – довжина шляху ковзання заготовки по опорах її до упору, мм (визначається залежно від умов експлуатації приладу); tM – машинний час обробки заготовки у приладі, хв.; m, m1, m2 – коефіцієнти; П 1– критерій зносостійкості; Q – навантаження на опору, Н; F – площа дотику опори з базовою поверхнею заготовки, мм2; HV – твердість матеріалу опори за Вікерсом (HV ≈ 11,6HRC7). Міжремонтний період П визначається за рівнянням:
де K – коефіцієнт запасу, що враховує нестабільність зносу установчих елементів (K =0,8...0,85); |N| – допустиме число установчих заготовок до граничного зносу установчих елементів; NГ – річна програма випуску деталей. Допустима величина зносу [З] визначається допустимою величиною похибки [ЕЗ] ([З]=[ЕЗ] – для опори і [З]=[EЗ]
Практична частина
Завдання 1
На вертикально-фрезерному верстаті обробляють ступінчату поверхню втулки, встановленої на циліндричний палець з бурти (рис. 1). Діаметр базового отвору D =30+0,039мм, діаметр установчого кільця d =
Рис. 1. Схема фрезерування втулки
Вирішення Виходячи зі схеми установки заготовки у приладі, похибка базування за умов виконання розміру A1 визначається за рівнянням: 1) Eб А1=Smax=TD + Smin + Tα EбА1 = 0,039 + 0,007 + 0,09 = 0,055 мм, α – похибка базування за умов виконання розміру ЕбА2 =0, оскільки вимірювальна та технологічна бази сумісні. Оскільки за умовою завдання Ез. = ЕП.З .=0, відповідно до рівнянь: 2) Ey= (похибка установки заготовки) 3) Ti=Ey+w (допуск виконання заданих розмірів l) 4)
Завдання 2 Обробка зовнішньої циліндричної поверхні втулок діаметром 115 мм відбувається за умов установки їх з запором на жорсткій шпиндельній оправі (рис. 2). Базовий отвір втулок має діаметр 65+0,035 мм. Циліндрична робоча поверхня оправи діаметром
Рис. 2. Схема установки втулки
Завдання 3
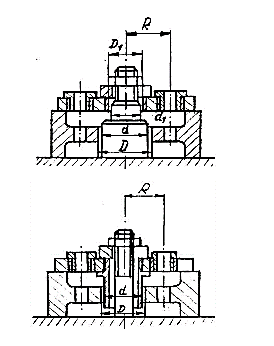
За допомогою накладного кондуктора у шестерні відбувається свердління отворів. На рис. 3 показані дві схеми базування накладного кондуктора. Потрібно визначити яка з наведених схем установки забезпечує більшу точність виконання розміру R =100мм (за інших рівних умов).
Практична робота 3
|
||||||
|
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 287; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.133.228 (0.013 с.) |
 , (1)
, (1) , (2)
, (2) , (3)
, (3) . (4)
. (4) – для призм, де
– для призм, де  – кут призми). Величина визначається за рівнянням:
– кут призми). Величина визначається за рівнянням: , (5)
, (5) , (6)
, (6) – для призми). Величина [EЗ] у припущенні, що похибки ЕУ.С. та EC можна компенсувати за рахунок налаштувань верстата, визначається як:
– для призми). Величина [EЗ] у припущенні, що похибки ЕУ.С. та EC можна компенсувати за рахунок налаштувань верстата, визначається як: , (7)
, (7) мм. Потрібно визначити очікувану точність виконання розмірів A1 і A2, якщо відомо, що похибки установки (похибки закріплення та положення заготовки) рівні, тобто ЕЗ. = ЕП.З. =0. Точність методу обробки прийняти рівною ω =0,120 мм.
мм. Потрібно визначити очікувану точність виконання розмірів A1 і A2, якщо відомо, що похибки установки (похибки закріплення та положення заготовки) рівні, тобто ЕЗ. = ЕП.З. =0. Точність методу обробки прийняти рівною ω =0,120 мм.

 0,055 + 0,120 = 0,175 мм.
0,055 + 0,120 = 0,175 мм. 0 + 0,120 = 0,120 мм.
0 + 0,120 = 0,120 мм. мм має радіальне биття щодо її конусної поверхні 0,020 мм, а биття шпинделя верстата становить 0,010 мм. Точність методу обробки ω =0,05 мм. Визначити очікувану точність виконання циліндричної поверхні втулки та її можливе відхилення співвісності відносно базового отвору.
мм має радіальне биття щодо її конусної поверхні 0,020 мм, а биття шпинделя верстата становить 0,010 мм. Точність методу обробки ω =0,05 мм. Визначити очікувану точність виконання циліндричної поверхні втулки та її можливе відхилення співвісності відносно базового отвору.