Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор средств технологического оснащения операций (оборудования, инструмента, приспособлений)Содержание книги
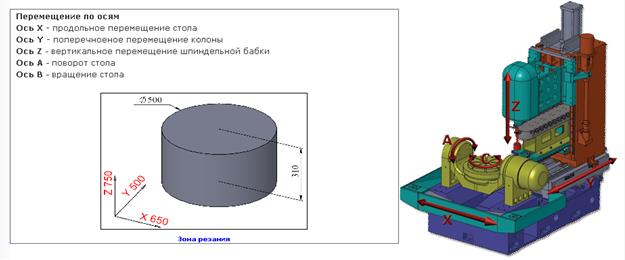
Поиск на нашем сайте Выбор оборудования, осуществляют, учитывая характер и тип производства, методы достижения заданной точности при обработке, соответствия типовых размеров станка, размерам обрабатываемой детали. Технические характеристики, отвечающие требуемым режимам обработки. Группируют необходимые информационно - измерительные связи. Возможность оснащения оборудования высокопроизводительной оснасткой, а также средствами механизации и автоматизации, а именно автоматическая смена инструмента, при этом обеспечивают требуемую емкость инструментального магазина. Должна рассматриваться возможность встраивания оборудования в автоматическую линию, доступность автоматизации загрузки и разгрузки заготовок промышленным роботом. Эти условия и требования обеспечивает вовлечение в технологический процесс мехатронного оборудования, а так же станков с ЧПУ. Привлечение такого оборудования в условиях мелкосерийного и серийного типов производства, а также возможность автоматизации технологического производства и развитие информационных - вычислительных магистралей, с помощью которых управляется это оборудование. К многооперационным станкам предъявляются следующие требования: - соответствие габаритов рабочего пространства; - конструкция станка должна учитывать возможность выполнения большой номенклатуры технологических операций обработки за один установ изделий и возможность обработки с 5-ти сторон; - многооперационный станок должен быть снабжен инструментальным магазином, осуществляющим автоматическую смену режущего инструмента и обладать достаточной емкостью позиций установки инструмента в накопителе; - наличие системы ЧПУ, которая обеспечит необходимое изменение скорости вращения шпинделя, величины рабочей подачи и скоростей холостого хода, а также управление устройств электроавтоматики станка. - высокую точность позиционирования, а, следовательно, определенную величину дискретности; Выше перечисленным требованиям полностью отвечает оборудование, применяемое в проектируемом технологическом процессе. Для обработки данной детали принимаем станок сверлильно-фрезерно-расточной с ЧПУ модели 500VS.
Рисунок 5 – Компоновка станка 500V/5
Технические характеристики: Параметры стола Размеры поверхности стола, мм 500 Размеры Т-образных пазов, мм 18Н11 Количество Т - образных пазов стола 8 Наибольшее расстояние от торца шпинделя до стола, мм 600
Наибольшее расстояние от торца шпинделя до оси стола, мм 610 Наибольшая частота вращения стола, об/мин А-20; С-20(400**) Наибольший крутящий момент, Н*м А-3000; С-3000(500**) Максимальный угол поворота по оси А, град 180(+90/-90)
Шпиндель Конус шпинделя SK 40 (HSK 63A)* Число ступеней частот вращения шпинделя регул. бесступ. Диапазон частот вращения шпинделя, об/мин 0 - 12000 Номинальный крутящий момент на шпинделе, Н*м 76 Номинальная мощность главного привода, кВт 22,5
Перемещения Наибольшие перемещения по осям, мм -продольное перемещение салазок (Х), мм 650 - поперечное перемещение колонны (Y), мм 500 -вертикальное перемещение шпиндельной бабки (Z),мм 600 Точность позиционирования,мм ±0,005/0,006 Число одновременно управляемых осей координат 4(5)* Диапазон рабочих подач по координатам, мм/мин 1…15000 Скорость быстрого перемещения по всем осям, м/мин 15…30 Скорость быстрого перемещения по координатам Х,Y,Z, мин…50
Инструментальный магазин Ёмкость инструментального магазина, шт. 24 Время смены инструмента, с 7 Наибольший диаметр инструмента, мм 100 Наибольшая длина инструмента, устанавливаемого в шпинделе станка, мм 250 Наибольшая масса оправки, устанавливаемойи в магазине, кг 8 Система ЧПУ SIEMENS SINUMERIK 840D
Прочие характеристики Габаритные размеры, мм 2310х3530х3200 Масса,кг 10500
При выборе режущего инструмента необходимо обеспечить наибольшую производительность обработки, требуемую шероховатость обработанных поверхностей детали. Необходимо шире использовать сборный инструмент, оснащенный многогранными неперетачиваемыми пластинами с механическим креплением [Sandvik Coromant]. Режущий инструмент представлен в таблице 1.
Таблица 1 – Режущий инструмент
При выборе приспособлений для данной детали, обрабатываемой на станках с ЧПУ, предъявляют ряд специфических требований, обусловленных особенностями станков, несоблюдение которых значительно снижает эффективность применения станка с ЧПУ. Приспособления должны иметь повышенную размерную точность. Погрешности базирования и закрепления, возникающие при установке заготовок в приспособлениях, должны быть сведены к минимуму. Для этой цели приспособления должны обеспечивать возможность доступа инструмента ко всем обрабатываемым поверхностям. Для обеспечения автоматической ориентации опор относительно начала координат станка приспособления должны иметь полное базирование на станке, обеспечивающее строго определённое их положение относительно нулевой точки станка. Маршрут изготовления детали 226.11.6175.1222.000 – «Наконечник» приведен в таблице 3.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-13; просмотров: 429; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.20 (0.006 с.) |