
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудование для скрутки токопроводящих жилСодержание книги
Поиск на нашем сайте
Параметры скрутки
Технологические параметры – это изменяемые параметры (шаг, угол подъема, кратность шага, линейная скорость, число оборотов крутильной части, коэф.заполнения) 1. номер повива (n) 2. шаг скрутки Шаг скрутки – расстояние на котором проволока совершает полный оборот. Чем меньше шаг, тем лучше гнётся жила. h=m×dП где m – кратность скрутки(Для гибких кабелей m=25, Для силовых m=30-40) dCP = dП + d Шаг изменяется от номера повива – чем ближе к центру ТПЖ, тем он больше. Для технологического режима важен фактический шаг скрутки (определяется технологическим оборудованием).
Дискретно – имеется кинематическая схема, то есть из конкретного заданных положений рычагов. Плавно, то есть установили и всё. В зависимости от кинематической схемы строится таблица фактических шагов 3. Угол подъема α 4. Эквивалентный диаметр 5. Коэффициент укрутки КУ ↑ → ↓ шаг → ↑ гибкость → ↑ стойкости 6. коэффициент уплотнения (заполнения), от этого существенно зависит гибкость кабеля. Принципы скрутки 1. Можно задать вращение отдающему устройству.
Имеет большие геометрические размеры → низкая производительность Но обеспечивает более качественную скрутку, так как скрутка до формующего устройства. 2. Можно задать вращение приёмному устройству.
Менее качественная скрутка, но более высокая производительность.
3.
Здесь получаем значительно большую производительность.
4. Скрутка на рамку (самые быстрые машины, но не обеспечивают повивную скрутку) - одинарная (скрутка в одной точке). Использую для скрутки до 12 проволок.
2 – калибр 3 – крутильная рамка 4 – приемное устройство
- двойная (скрутка в двух точках)
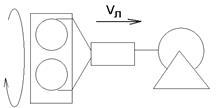
2 – калибр 3 – крутильная рамка 4 – приемное устройство Скрутка производится в двух точках. Это более удобный способ скрутки. 5. Скрутка на ротор («Сигара»). ↑ Производительность и ↑ Качество. (повивная скрутка)
Центр тяжести люлек вместе с катушками находится несколько ниже оси вращения ротора. Поэтому люльки при вращении ротора остаются практически неподвижными. Скрутка проволок на машинах сигарного типа происходит без закрутки. Машины сигарного типа могут быть рассчитаны на 6, 12, 18 и 24 катушки с проволокой. Сигары с большим количеством катушек удобнее выполнять из отдельных самостоятельных секций, которые могут работать отдельно или все вместе. 6. SZ-скрутка, для скрутки изолированных жил. от 2 до 100 проволок, жил небольшого сечения. Очень высокая производительность
Требования к процессу скрутки и оборудованию 1. Производительность Основное требование. На производительность влияет масса крутильной части и её габариты. На точку поверхности действует центробежная сила.
Чем меньше радиус и масса крутильной части, тем больше можно увеличить скорость машины (растёт производительность). Обязательное условие
2. Равенство натяжений проволок. Если будет слишком большое отклонение, то проволока запутается. При одинаковом натяжении проволок, отклонение проволок от прямой будет одинаковым, что не приведёт к перепутыванию. 3. Ручное время.
Время, которое необходимо затратить человеку на производство 1 км (в котором машина не участвует): смена катушек… 4. Машинное время.
Время, которое необходимо затратить на 1 км. Выпускаемой продукции: пуск, стоп
Чем он ближе к 1, тем производительнее машина. 5. Недопустимость обрыва проволоки. Необходимо устройство контроля обрыва проволок, а также сварочный аппарат. 6. Обеспечение машиной широкого диапазона скрутки. Для дискретных машин – малое различие между соседними шагами скрутки. 7. Реверс крутильной части Левое и правое направление скрутки. 8. Диаметр щеки отдающего барабана. Основная характеристика отдающего устройства в крутильной машине (от 100 до 1200 мм.) Машины правильной скрутки Скрутка жил производится на крутильных машинах, которые в зависимости от устройства крутильной части можно разделить на три типа: **клетьевые. ** дисковые и жесткорамные ** машины сигарного типа. Клетьевые машины
1 — крутильно-отдающее устройство;2 — калибры; 3 — уплотняющие вальцы;4—тяговое устройство; 5 — приёмное устройство; 6 — отдающее неподвижное устройство;7 — опорная стойка; 8 — опорный ролик;9 — откручивающее устройство;10 — распределительная розетка
Крутильная часть машины выполняется в виде клети, состоящей из нескольких параллельно расположенных металлических колец, укрепленных на полом валу в центре клети. В клети между кольцами устанавливаются отдающие устройства для катушек с проволокой. Эти устройства называются люльками. Оси люлек устанавливаются в подшипниках, размещенных в кольцах клети, поэтому люльки могут свободно поворачиваться относительно колец, что позволяет осуществлять скрутку жил с откруткой. Отличительной особенностью крутильных машин клетьевого типа является наличие откручивающего устройства в клетях. Применяются два типа откручивающих устройств, обеспечивающих открутку на 360°. В люльке предусмотрено устройство для торможения катушки при ее размотке. В одной клети могут размещаться 6, 12, 18 и 24 люльки. Соседние клети вращаются в разные стороны с разными скоростями, причем меньшие по размеру клети имеют большие скорости, так как первые повивы накладываются с меньшим шагом. Если в центре жилы располагается одна или несколько проволок (например, семипроволочная заготовка), то отдающие катушки с этими проволоками устанавливаются перед машиной. Клетьевые машины являются наиболее универсальными среди всех типов крутильных машин. На них можно производить повивную скрутку с откруткой и без открутки, их можно использовать для наложения проволочной брони на кабель и т. п. Недостатками клетьевых крутильных машин являются: малые скорости, большие габариты и трудности смены отдающих катушек. Малые скорости вращения клетей объясняются наличием катушек с проволокой большой массы, расположенных на большом расстоянии от оси клети, а также наличием откручивающего механизма. Усилия, возникающие при вращении клетей, не могут быть достаточно хорошо сбалансированы; поэтому клети представляют собой кинематически неуравновешенную систему. Частота вращения клетей находится в пределах 70—240 об/мин, что позволяет получать линейную скорость изделия в пределах 10—60 м/мин.
Машина сигарного типа.
2 — отдающая катушка; 3—проволока; 4 — распред розетка; 5 — калибр; 6 — приемно-тяговое уст-во; 7 — окно для загрузки катушек; 8 — допо-ое отд. уст-во Высокое качество повивной скрутки, число оборотов ротора 3000 — 3500 об/мин. Крутильное устройство машин сигарного типа представляет собой литой трубчатый или собранный из стержней ротор сигарообразного вида, внутри которого размещаются люльки с установленными в них отдающими катушками с проволокой. Люльки располагаются последовательно друг за другом внутри ротора вдоль его оси, поэтому ротор имеет небольшой диаметр, и это позволяет достичь больших оборотов крутильной части. Центр тяжести люлек вместе с катушками находится несколько ниже оси вращения ротора. Поэтому люльки при вращении ротора остаются практически неподвижными. Проволока сходит с катушки, проходит по направляющим роликам вдоль корпуса ротора и поступает к распределительной розетке. Скрутка проволок осуществляется при помощи корпуса ротора, который вращает проходящие вдоль него проволоки вокруг оси скручиваемого изделия. Катушки с центральными проволоками могут размещаться сзади или спереди ротора. При скрутке проволок положение катушек не меняется, что заставляет проволоки поворачиваться в глазках ротора относительно его корпуса. Таким образом, скрутка проволок на машинах сигарного типа происходит без закрутки. Машины сигарного типа могут быть рассчитаны на 6, 12, 18 и 24 катушки с проволокой. Открутка и способы открутки Открутка технологическая операция, при которой за один оборот крутильной части, катушка с проволокой осуществляет один оборот в противоположном направлении от крутильной части сторону.
ОТКРУТКА только на ФОНАРНЫХ крутильных частях. Применяется: обязательна для наружных повивов силовых кабелей, для S >=95 мм2, для жил гибких и сверх гибких, для внутренних повивов сил.каб большого S, если в конструкции тпж есть армующий элемент (стальная проволока) Способы: · Устройство кривошипно-эксцентрикового механизма (для малой массы): 1 — люлька; 2 — кривошип; 3 — крутильная клеть; 4 — откручивающее кольцо.
· Устройство планетарного механизма открутки:
2 — паразитная шестерня; 3 — неподвижная шестерня; 4 — клеть Он состоит из неподвижной центральной шестерни, ось которой совпадает с осью клети, паразитной шестерни, ось которой крепится на крутильном устройстве, и шестеренки, которая связана с люлькой. При вращении крутильного устройства по часовой стрелке паразитная шестерня, находясь в зацеплении с неподвижной центральной шестерней, начинает вращаться вокруг своей оси тоже по часовой стрелке, при этом она вращает шестерню, связанную с люлькой, против часовой стрелки. Следовательно, люлька вместе с отдающей катушкой.вращается вместе с этой шестерней в направлении, противоположном направлению вращения крутильного устройства. Паразитная шестерня съемная, для обеспечения тех. операции раскрутка. Отдающие устройства Отдающие устройства предназначены для установки отдающей тары с заготовкой — барабанов, катушек, контейнеров, бухт.
2 – ПОЛУОСЕВОГО ТИПА
- Флеяерное устройство. Отдающее устройство с невращающейся катушкой, установленной горизонтально, с наклоном или вертикально на щеку, получило название безынерционного в отличие от инерционных, в которых при обрыве заготовки отдающая катушка продолжает вращаться по инерции до полной остановки, сбрасывая с себя проволоку. Для уменьшения трения проволоки о щеку катушки и исключения ее повреждения на эту щеку катушки надевают полированный диск, по которому скользит проволока.
Для полых жил используют дорн, вращающейся вместе с валом. Калибр. Происходит скрутка тпж. · Разъемные (для большого сечения), Неразъемные (для иалых сечений и уменьшения истирания проволоки) · Конические (рабочая часть конус для скрутки и уплотнения) Цилиндрические (рабочая часть цилиндр, для предания формы) · Основная характеристика – диаметр калибра. · Твердость калибра< твердости заготовки для избежание повреждения Уплотняющее устройство
Тяговое устройство. Для задания линейной скорости. Колесного типа (для заготовок малых размеров): + простота - наличие изгиба Гусеничного типа (щадащий режим): роликовые(не используются) и пневматическое обжатие сжатым воздухом (↓пороскальзование,↑ трение, ↑оптекание) Приемное устройство Осевое, Полуосевое, Намотка в Бухты (Фляерные). Снабжаются раскладчиком: - ручная раскладка - передвижение самого барабана - механический раскладчик
1 – тяговое колесо; 2 – изделие; 3 – вилка раскладчика; 4 – приёмный барабан.
Параметры скрутки
Технологические параметры – это изменяемые параметры (шаг, угол подъема, кратность шага, линейная скорость, число оборотов крутильной части, коэф.заполнения) 1. номер повива (n) 2. шаг скрутки Шаг скрутки – расстояние на котором проволока совершает полный оборот. Чем меньше шаг, тем лучше гнётся жила. h=m×dП где m – кратность скрутки(Для гибких кабелей m=25, Для силовых m=30-40) dCP = dП + d Шаг изменяется от номера повива – чем ближе к центру ТПЖ, тем он больше. Для технологического режима важен фактический шаг скрутки (определяется технологическим оборудованием).
Дискретно – имеется кинематическая схема, то есть из конкретного заданных положений рычагов. Плавно, то есть установили и всё. В зависимости от кинематической схемы строится таблица фактических шагов 3. Угол подъема α 4. Эквивалентный диаметр 5. Коэффициент укрутки КУ ↑ → ↓ шаг → ↑ гибкость → ↑ стойкости 6. коэффициент уплотнения (заполнения), от этого существенно зависит гибкость кабеля. Принципы скрутки 1. Можно задать вращение отдающему устройству.
Имеет большие геометрические размеры → низкая производительность Но обеспечивает более качественную скрутку, так как скрутка до формующего устройства. 2. Можно задать вращение приёмному устройству.
Менее качественная скрутка, но более высокая производительность.
3.
Здесь получаем значительно большую производительность.
4. Скрутка на рамку (самые быстрые машины, но не обеспечивают повивную скрутку) - одинарная (скрутка в одной точке). Использую для скрутки до 12 проволок.
2 – калибр 3 – крутильная рамка 4 – приемное устройство
- двойная (скрутка в двух точках)
2 – калибр 3 – крутильная рамка 4 – приемное устройство Скрутка производится в двух точках. Это более удобный способ скрутки. 5. Скрутка на ротор («Сигара»). ↑ Производительность и ↑ Качество. (повивная скрутка)
Центр тяжести люлек вместе с катушками находится несколько ниже оси вращения ротора. Поэтому люльки при вращении ротора остаются практически неподвижными. Скрутка проволок на машинах сигарного типа происходит без закрутки. Машины сигарного типа могут быть рассчитаны на 6, 12, 18 и 24 катушки с проволокой. Сигары с большим количеством катушек удобнее выполнять из отдельных самостоятельных секций, которые могут работать отдельно или все вместе. 6. SZ-скрутка, для скрутки изолированных жил. от 2 до 100 проволок, жил небольшого сечения. Очень высокая производительность
Требования к процессу скрутки и оборудованию 1. Производительность Основное требование. На производительность влияет масса крутильной части и её габариты. На точку поверхности действует центробежная сила.
Чем меньше радиус и масса крутильной части, тем больше можно увеличить скорость машины (растёт производительность). Обязательное условие
2. Равенство натяжений проволок. Если будет слишком большое отклонение, то проволока запутается. При одинаковом натяжении проволок, отклонение проволок от прямой будет одинаковым, что не приведёт к перепутыванию. 3. Ручное время.
Время, которое необходимо затратить человеку на производство 1 км (в котором машина не участвует): смена катушек… 4. Машинное время.
Время, которое необходимо затратить на 1 км. Выпускаемой продукции: пуск, стоп
Чем он ближе к 1, тем производительнее машина. 5. Недопустимость обрыва проволоки. Необходимо устройство контроля обрыва проволок, а также сварочный аппарат. 6. Обеспечение машиной широкого диапазона скрутки. Для дискретных машин – малое различие между соседними шагами скрутки. 7. Реверс крутильной части Левое и правое направление скрутки. 8. Диаметр щеки отдающего барабана. Основная характеристика отдающего устройства в крутильной машине (от 100 до 1200 мм.) Оборудование для скрутки токопроводящих жил
|
||||
|
|
Последнее изменение этой страницы: 2016-09-18; просмотров: 2876; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.137.209 (0.011 с.) |

 Геометрические параметры – зависят от конструктивных особенностях изделия (диаметр проволоки, диаметр неуплотненного повива)
Геометрические параметры – зависят от конструктивных особенностях изделия (диаметр проволоки, диаметр неуплотненного повива)
 – количество оборотов крутильной части машины;
– количество оборотов крутильной части машины;  – линейная скорость.
– линейная скорость. 
 может изменяться как дискретно, так и плавно, в зависимости от марки машины.
может изменяться как дискретно, так и плавно, в зависимости от марки машины. , П – периметр. Диаметр круглой тпж равен по периметру секторной.
, П – периметр. Диаметр круглой тпж равен по периметру секторной. . Показывает во сколько раз длина проволоки больше шага скрутки.
. Показывает во сколько раз длина проволоки больше шага скрутки.
 В данной машине шаг обеспечивается частотой оборотов и линейной скоростью.
В данной машине шаг обеспечивается частотой оборотов и линейной скоростью. Трудно создать повивную скрутку
Трудно создать повивную скрутку Можно задать вращение как приёмному, так и отдающему устройству в противоположных направлениях.
Можно задать вращение как приёмному, так и отдающему устройству в противоположных направлениях.
 1 - отдающее устройство
1 - отдающее устройство 1 - отдающее устройство
1 - отдающее устройство . Рамка не является массивной и имеет двойную скрутку.
. Рамка не является массивной и имеет двойную скрутку. Люльки располагаются последовательно друг за другом внутри ротора вдоль его оси, поэтому ротор имеет небольшой диаметр, и это позволяет достичь больших оборотов крутильной части.
Люльки располагаются последовательно друг за другом внутри ротора вдоль его оси, поэтому ротор имеет небольшой диаметр, и это позволяет достичь больших оборотов крутильной части.
 . Совершенно очевидно, что:
. Совершенно очевидно, что:  ;
;  – масса точки
– масса точки – частота вращения
– частота вращения ,
, – допустимая нагрузка машины;
– допустимая нагрузка машины; – центробежная сила.
– центробежная сила.


 – коэффициент машинного времени (является паспортной величиной).
– коэффициент машинного времени (является паспортной величиной).
 1— ротор;
1— ротор; За один оборот проволока закручивается на 360 0 – это может привести: к высоким внутренним механическим напряжениям, к увеличению активного сопротивления, увеличение потерь, разрыв проволоки, выбивание проволоки из повива.
За один оборот проволока закручивается на 360 0 – это может привести: к высоким внутренним механическим напряжениям, к увеличению активного сопротивления, увеличение потерь, разрыв проволоки, выбивание проволоки из повива. Он состоит из откручивающего кольца с кривошипами, которое находится позади крутильной клети, причем ось кольца размещается ниже оси крутильного устройства. Кривошипы шарнирно связаны с откручивающим кольцом и с осями люлек. Откручивающее кольцо не имеет физической оси, оно висит на кривошипах, поэтому при вращении клети кривошипы удерживают люльки от вращения → катушками при вращении клети перемещаются в пространстве параллельно самим себе, при этом проволока, вращаясь вокруг оси скручиваемой жилы, не закручивается вокруг собственной оси. Если рассматривать перемещение катушки с проволокой относительно клети, то за один оборот крутильного устройства катушка с проволокой поворачивается вокруг оси люльки на 360° в направлении, обратном направлению вращения клети.
Он состоит из откручивающего кольца с кривошипами, которое находится позади крутильной клети, причем ось кольца размещается ниже оси крутильного устройства. Кривошипы шарнирно связаны с откручивающим кольцом и с осями люлек. Откручивающее кольцо не имеет физической оси, оно висит на кривошипах, поэтому при вращении клети кривошипы удерживают люльки от вращения → катушками при вращении клети перемещаются в пространстве параллельно самим себе, при этом проволока, вращаясь вокруг оси скручиваемой жилы, не закручивается вокруг собственной оси. Если рассматривать перемещение катушки с проволокой относительно клети, то за один оборот крутильного устройства катушка с проволокой поворачивается вокруг оси люльки на 360° в направлении, обратном направлению вращения клети. 1 — шестерня, связанная с люлькой;
1 — шестерня, связанная с люлькой; 1 – ОСЕВОГО ТИПА
1 – ОСЕВОГО ТИПА Безынерционные отдающие устройства с невращающейся катушкой:
Безынерционные отдающие устройства с невращающейся катушкой: Распределительная розетка
Распределительная розетка Служит для пространственной ориентации заготовки. Глазки расположены по системе правильной скрутке, выполнены из плохо истираемого материала. Чем длиннее розетка тем более плотная скрутка.
Служит для пространственной ориентации заготовки. Глазки расположены по системе правильной скрутке, выполнены из плохо истираемого материала. Чем длиннее розетка тем более плотная скрутка. Служит для уплотнения и предания конечной формы. Система вальцов действующие в сторону уменьшения сечения.
Служит для уплотнения и предания конечной формы. Система вальцов действующие в сторону уменьшения сечения.



