Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Универсальный токарно-винторезный станок ТВ-320ПСодержание книги
Поиск на нашем сайте
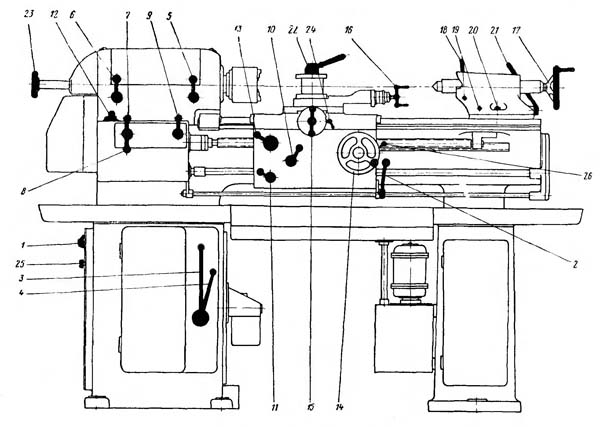
Станок универсальный токарно-винторезный модели ТВ320, ТВ320П предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания метрической резьбы. Токарно-винторезный станок модели ТВ-320 представляет собой высокооборотный специализированный станок особо пригодный для выполнения работ в инструментальном и приборостроительном производстве. Станок может быть успешно использован, также, для выполнения работ операционного характера. Станок предназначен для токарной обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателях. Задний резцедержатель устанавливается на суппорте по мере необходимости. Обточка конусов производится путем поперечного смещения центра задней бабки. В соответствии с требованиями этого прогрессивного метода станок снабжен механизмом изменения величины подачи на ходу без его остановки, а рукоятки продольного и поперечного перемещения суппорта — лимбами с ценой деления, соответствующей перемещению суппорта на 0,1 мм продольного и 0,01 мм поперечного. Лимб фартука имеет цену деления 0,1 мм. Величина поперечного перемещения суппорта позволяет при одновременном креплении двух резцов перемещать резцовую головку в обе стороны за осевую линию центров. Главное движение — вращение шпинделя с заготовкой. Движение подачи — перемещение суппортов. Расположение органов управления токарного станка ТВ-320П
Перечень органов управления токарного станка ТВ-320П: 1. выключатель пакетный 2. рукоятки реверса включения и выключения шпинделя во время работы станка 3. рукоятки изменения чисел оборотов шпинделя 4. рукоятки изменения чисел оборотов шпинделя 5. рукоятка изменения чисел оборотов шпинделя через перебор 6. рукоятка изменения направления движения (реверс) суппорта 7. рукоятки изменения подач 8. рукоятки изменения подач 9. рукоятки изменения подач 10. рукоятка включения продольной и поперечной подачи 11. рукоятка включения и выключения падающего червяка 12. рукоятка включения и выключения ходового винта 13. рукоятка включения маточной гайки 14. маховик для продольного перемещения суппорта 15. рукоятка поперечного перемещения суппорта 16. рукоятка перемещения резцовых салазок
17. маховик перемещения пиноли задней бабки 18. рукоятки крепления пиноли задней бабки 19. рукоятка поперечного перемещения задней бабки 20. болт крепления задней бабки на подушке 21. рукоятка крепления задней бабки на станине 22. рукоятка крепления резцедержателя от проворота 23. маховичок крепления детали в цанговый зажим 24. ручка крепления механизма отвода резца 25. выключатель пуска, останова насоса для охлаждения 26. ручка сцепления реечной шестерни и рейки Технические данные и характеристики станка ТВ-320П: Основные параметры станка: Класс точности по ГОСТ 8-82 Н Наибольший диаметр заготовки над станиной, мм 320 Наибольший диаметр заготовки над суппортом, мм 170 Наибольшая длина заготовки (РМЦ), мм 500 Шпиндель: Диаметр сквозного отверстия в шпинделе, мм 26 Наибольший диаметр прутка, мм 25 Число ступеней частот прямого вращения шпинделя 18 Частота прямого вращения шпинделя, об/мин 36-2000 Число ступеней частот обратного вращения шпинделя 18 Частота обратного вращения шпинделя, об/мин 36-2000 Размер внутреннего конуса в шпинделе, М Морзе 4 Конец шпинделя Резьба М52 Торможение шпинделя нет Блокировка рукояток от одновременного включения шпинделя нет Подачи: Наибольшая длина хода каретки от руки, мм 580 Наибольший поперечный ход суппорта, мм 280 Перемещение суппорта на одно деление лимба при продольном движении, мм 0,1 Перемещение суппорта на одно деление лимба при поперечном движении, мм 0,01 Наибольший ход верхнего суппорта (резцовые салазки), мм 110 Перемещение резцовых салазок на одно деление лимба, мм 0,02 Число ступеней продольных подач 18 Пределы рабочих подач продольных, мм/об 0,03-0,99 Число ступеней поперечных подач 18 Пределы рабочих подач поперечных, мм/об 0,012-0,362 Скорость быстрых перемещений суппорта, м/мин нет Количество нарезаемых резьб метрических 19 Пределы шагов нарезаемых резьб метрических, мм 0,25-5 Пределы шагов нарезаемых резьб дюймовых нет Пределы шагов нарезаемых резьб модульных нет Пределы шагов нарезаемых резьб питчевых нет Выключающие упоры при продольном движении есть Выключающие упоры при поперечном движении нет Защита от перегрузки при продольном движении есть Блокировка рукояток от одновременного включения есть
Задняя бабка: Наибольшее перемещение пиноли, мм 90 Внутренний конус, мм Морзе №3 Электрооборудование: Количество электродвигателей на станке 2 Электродвигатель главного привода, кВт 2,8 Электродвигатель насоса охлаждения, кВт 0,125 Габариты и масса станка: Габариты станка (длина ширина высота), мм 1610 х 950 х 1250 Масса станка, кг 900 Сверлильный станок 2М135 Изготовитель: Стерлитамакский станкостроительный завод им. Ленина. Станок вертикально-сверлильный 2МI35 используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станке механической подачи шпинделя, при ручном управлении пиклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Станок снабжен устройством реверсирования электродвигателя главного движения, что позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя. Класс точности станка Н по ГОСТ 8-82. Технические характеристики: Наибольший диаметр сверления в стали 45 ГОСТ 1050- 74, мм 35 Размеры конуса шпинделя по СТ СЭВ 147-75 Морзе 4 Расстояние оси шпинделя до направляющих колонны, мм 300 Наибольший ход шпинделя, мм 250 Расстояние от торца шпинделя, мм: до стола 30-750 до плиты 700-1120 Наибольшие (установочное) перемещение сверлильной головки, мм 170 Перемещение шпинделя за один оборот штурвала, мм 122 Рабочая поверхность стола, мм 450х500 Наибольший ход стола, мм 300 Количество скоростей шпинделя 12 Количество подач 9 Пределы подач, мм/об 0,1-1,6 Мощность электродвигателя главного движения, кВт 4,0 Габарит станка: длина, ширина, высота, мм 1030х835х2535 Масса станка, кг 1200 В вертикально-сверлильных станках главным движением является вращение шпинделя с закрепленным в нем инструментом, а движением подачи — вертикальное перемещение шпинделя.
|
||||||
|
|
Последнее изменение этой страницы: 2016-09-13; просмотров: 658; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.147.141 (0.01 с.) |