Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Способи встановлення заготовок і зображенняСодержание книги Поиск на нашем сайте
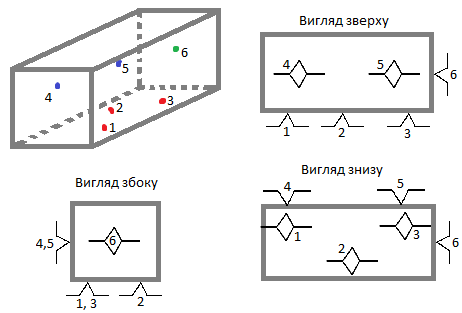
Існують різні способи закріплення заготовки на столі верстата: а) Встановлення безпосередньо на столі верстата або в універсальному пристрої (неточно, довго). Використовується в одиночному виробництві. б) Встановлення на столі по розмітці (на заготовці робляться лінії, мітки і т.п.). Використовується для відливок або полковок. Недоліки: неточно, висока кваліфікація розмітчика. в) Встановлення деталі в спеціальні пристрої (універсальні та нормалізовані ‑ для одиничного та дрібносерійного виробництва, спеціальні ‑ для великосерійного та масового). Допуски на розміри деталей пристроїв повинні бути в 2 рази менші, ніж допуски на розміри деталей, які в них виготовляються. Тверде тіло в просторі має шість ступенів вільності: переміщення вздовж координатних осей x, y, z та обертання навколо цих же осей. Щоб позбавити тіло кожної з 6ти ступеней вільності можна, якщо притиснути його до відповідно розташованих нерухомих опорних точок. Для визначення положення деталі в просторі, необхідно мати 6 окремих точок, які розташовані в 3х взаємоперпендикулярних площинах. Ці площини: – встановлююча, яка позбавляє 3х ступеней вільності; – напрямна, яка позбавляє 2х ступеней вільності; – упорна, яка позбавляє 1 ступінь вільності. Крім того, розрізняють подвійну напрямну базу, яка позбавляє 4х ступеней вільності. При оформленні технічних документацій на операйційних ескізах оброблюваних заготовок, поверхні які призначені для базування позначаються умовними позначеннями, а саме – суцільною основною лінією. Крім цього на операційних картах необхідно позначити всі точки. Залежно від того, на які проекції приводяться позначення, на ній може бути від 1 до 3 опорних точок. Позначення опорних точок:
а) Вид спереду чи збоку б) Вид зверху чи знизу
Концентрація і диференціація операцій При оцінці існуючого технологічного процесу (ТП) концентрація технологічних операцій означає об'єднання декількох операцій в одну більш складну, а диференціація — роз’єднання однієї технологічної операції на більш прості. Критерієм для визначення рівня концентрації або диференціації технологічної операції (ТО) є кількість переходів, що мають місце в ТО. Можна виділити два основних типи концентрації багатопереходної ТО: послідовну і паралельну. При послідовній концентрації ТО переходи виконуються послідовно один за одним, а при паралельній — одночасно, тобто об'єднані в один складний перехід. При наявності в ТО декількох складних переходів концентрацію називають паралельно-послідовною, а при наявності складних і простих переходів — змішаною. При проектуванні ТП використання принципу концентрації ТО означає прагнення розділити всю обробку заготовки на можливо меншу кількість ТО. У ідеалі — виконати ії в одну операцію. Принцип же диференціації ТО в цьому випадку означає прагнення максимально спростити кожну ТО при збільшенні їх кількості. У ідеалі— розділення обробки на ТО, кожна з яких містить один простий перехід.
Основні етапи проектування технологічних процесів 1. Аналіз креслення деталі, технічних умов і інших вимог до креслень. 2. Відпрацювання конструкції деталі на технологічність: форми; розмірів; матеріалу. 3. Визначення типу виробництва та організація форми роботи: однопотокова; непотокова; групова. 4. Вибір заготовки і способу її одержання. Основний критерій – собівартість. 5. Вибір баз та розрахунок точності встановлення. 6. Визначення послідовності та змісту технологічних операцій. 7. Вибір типу технологічного обладнання. 8. Вибір технологічного оснащення. 9. Визначення організаційної форми контролю. 10. Визначення припусків (міжопераційних та загальних). 11. Вибір або розрахунок режимів різання. 12. Визначення сил різання та необхідної потужності верстатів. 13. Вибір за потужністю моделей верстатів та коректування режимів різання. 14. Нормування робіт. 15. Організація виробничої діяльності. 16. Оформлення технічної документації.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-10; просмотров: 180; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.180.253 (0.009 с.) |