Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Газокислородное пламя, его строение, коэффициент регулированияСодержание книги
Поиск на нашем сайте
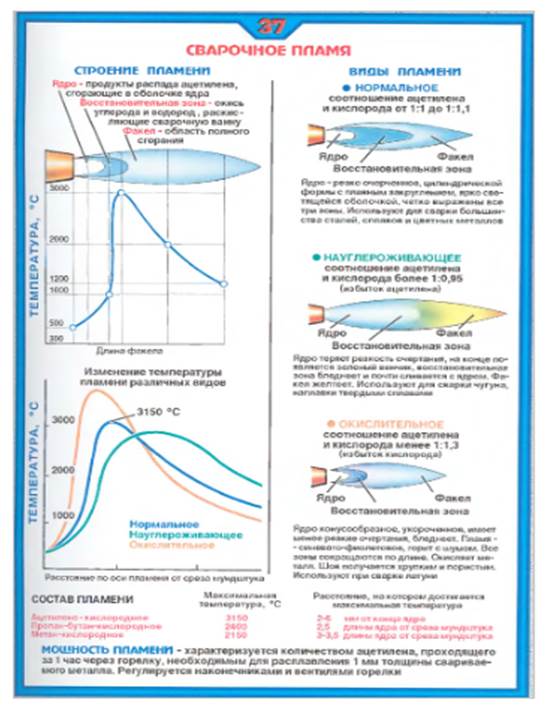
Газовая сварка – процесс получения неразъемного соединения с плавлением кромок соединяемых металлов и присадочного материала за счет теплоты пламени сжигаемых газов. Газовое пламя – основной источник теплоты при сварке и других процессах газопламенной обработки. Сварочное пламя образуется при сгорании смеси горючего газа или паров горючей жидкости с кислородом. Внешний вид, температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т.е. от соотношения в ней кислорода и ацетилена. Изменяя состав горючей смеси, сварщик изменяет свойства сварочного пламени. Газокислородное пламя состоит из трех зон (см. рисунок 1): 1- ядра, 2 - средней зоны (зоны восстановления) и 3 - факела (окислительной зоны).
Рисунок 1 Ядро имеет довольно четко очерченную форму, близкую к форме цилиндра с закругленным концом, и ярко светящуюся оболочку, состоящую из раскаленных частиц углерода, сгорание которых происходит в наружном слое оболочки. Размеры ядра зависят от расхода горючей смеси и скорости ее истечения. Диаметр ядра пламени определяется диаметром мундштука, а длина – скоростью истечения газовой смеси. Площадь поперечного сечения канала мундштука прямо пропорциональна толщине свариваемой стали. Скорость истечения должна обеспечивать устойчивое горение пламени. Пламя не должно быть слишком «мягким» или «жестким», так как первое склонно к обратным ударам и хлопкам, а второе – выдувает расплавленный металл из сварочной ванны. Если увеличить давление кислорода, то скорость истечения смеси увеличится, и ядро удлинится. Восстановительная зона имеет темный цвет, отличающий ее от ядра и остальной части пламени. Она занимает пространство в пределах до 20 мм от конца ядра. Восстановительная зона состоит из окиси углерода и водорода. Эта зона имеет наиболее высокую температуру в точке, отстоящей на 2-6 мм от конца ядра. Данной зоной пламени нагревают и расплавляют металл в процессе сварки. Факел пламени состоит из углекислого газа, паров воды и азота, которые появляются в пламени при сгорании окиси углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха. Температура факела значительно ниже температуры восстановительной зоны. При сгорании ацетилена в воздухе без добавления кислорода пламя имеет желтоватый цвет и длинный факел без светлого ядра. Такое пламя не пригодно для сварки, так как имеет низкую температуру и коптит, выделяя много сажи (несгоревшего углерода). Когда в ацетилено-воздушное пламя прибавляют кислород, открывая кислородный вентиль горелки, пламя резко меняет цвет и форму, а температура его повышается. Изменяя соотношение кислорода и ацетилена в смеси, можно получать три основных вида пламени: нормальное, окислительное и науглероживающее. Нормальное пламя (рисунок 2) – нейтральное сварочное пламя (с резко очерченным ядром, плавно закругляющимся на вершине).
Рисунок 2
Окислительное сварочное пламя (рисунок 3) – сварочное пламя с избытком кислорода, имеет укороченную конусообразную форму ядра, менее отчетливую, чем у нормального пламени. Окислительное пламя имеет голубоватый оттенок и горит с большим шумом.
Рисунок 3 Окислительное пламя применяют при сварке стали с целью повышения производительности процесса, но при этом обязательно пользоваться проволокой, содержащей повышенные количества марганца и кремния в качестве раскислителей. Окислительное пламя также необходимо при сварке латуней и пайке твердым припоем. Науглероживающее сварочное пламя (рисунок 4) – имеет увеличенные размеры пламени. Ядро теряет резкость своего очертания. За ядром проявляется средняя зона пламени. Факел приобретает красноватый оттенок и выделяет некоторое количество копоти, зависящее от избытка горючего.
Рисунок 4 Пламя с избытком ацетилена применяют при наплавке твердыми сплавами. Пламя с незначительным избытком ацетилена используют для сварки алюминиевых и магниевых сплавов. Всё это представлено на рисунке 5. Сварочное пламя должно обладать достаточной тепловой мощностью, т.е. давать количество тепла, необходимое для расплавления свариваемого и присадочного металла и покрытия потерь тепла в окружающую среду. Тепловая мощность пламени определяется количеством сгорающего горючего газа. Чем больше это количество, тем выше тепловая мощность. Тепловую мощность выражают часовым расходом (дм3/ч или л/ч) ацетилена или другого горючего. Изменяя тепловую мощность пламени, можно в широких пределах регулировать скорость нагрева и расплавления металла, что является одним из положительных качеств процесса газовой сварки.
Рисунок 5. Сварочное пламя
Химический состав пламени смеси состава О2:С2Н2=1 приведен в таблице 1. Таблица 1.
Характер сварочного пламени сварщик определяет на глаз по форме и окраске пламени. При регулировании пламени необходимо обращать внимание на правильность подбора расхода горючего газа и кислорода. Вытекающая из мундштука горючая смесь оказывает механическое воздействие на расплавленный металл сварочной ванны и формирует валик шва. Жидкий металл отжимается к краям ванны. Характер формообразования металла зависит от угла наклона мундштука горелки к поверхности свариваемого металла (рис. 6,а,б). Давление газов оказывает влияние на жидкий металл, перемещая его к задней стенке сварочной ванны, образуя чешуйки шва (рис. 6,в).
Рисунок 6. Схема механического воздействия пламени на жидкий металл сварочной ванны при различных положениях мундштука: а — вертикальном, б — наклонном, в — схема перемещения жидкого металла в ванне При большом давлении кислорода горючая смесь вытекает из мундштука с большой скоростью, пламя становится «жестким» и выдувает расплавленный металл из сварочной ванны, затрудняя тем самым сварку. Качество наплавленного металла и прочность сварного шва зависят от состава пламени, поэтому во время сварки сварщик должен следить за его характером, регулировать ею состав в течение всего процесса сварки. Характер пламени подбирают в зависимости от свариваемого металла и его свойств. Для сварки сталей требуется нормальное пламя, для сварки чугуна, наплавки твердых сплавов — науглероживающее, для сварки латуни — окислительное пламя.
|
|||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-06; просмотров: 1407; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.66.224 (0.007 с.) |