Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Принцип работы и состав сварочного полуавтоматаСодержание книги
Поиск на нашем сайте
Раздел 1. КІРІСПЕ/ Введение Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого Неразъёмное соединение, выполненное с помощью сварки, называют сварным соединением. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварку применяют и для неметаллов — пластмасс, керамики или их сочетания. При сварке используются различные источники энергии: электрическая дуга, электрический ток, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время проводить сварку не только в условиях промышленных предприятий, но в полевых и монтажных условиях (в степи, в поле, в открытом море и т. п.), под водой и даже в космосе. Процесс сварки сопряжён с опасностью возгораний; поражений электрическим током; отравлений вредными газами; поражением глаз и других частей тела тепловым, ультрафиолетовым, инфракрасным излучением и брызгами расплавленного металла. Сварка осуществима при следующих условиях: 1) применении очень больших удельных давлений сжатия деталей, без нагрева; 2) нагревании и одновременном сжатии деталей умеренным давлением; 3) нагревании металла в месте соединения до расплавления, без применения давления для сжатия. Первые способы сварки возникли у истоков цивилизации — с началом использования и обработки металлов. Изготовление металлических изделий было распространено в местах залегания железных руд и руд цветных металлов. Первым сварочным процессом была сварка ковкой. Необходимость ремонта, выпуска более совершенных изделий приводила к необходимости разработки и совершенствованию металлургических и сварочных процессов. Сварка с использованием электричества для нагрева металла появилась с открытием электричества, электрической дуги. В 1802 году русский учёный Василий Петров обнаружил явление электрической дуги и опубликовал сведения о проведённых с дугой экспериментах. В 1881—1882 годах изобретатели Н. Н. Бенардос и Н. Г. Славянов, работая независимо друг от друга, разработали способ соединения металлических деталей с использованием сварки.
В 1905 году русский учёный В. Ф. Миткевич предложил использовать электрическую дугу возбуждаемую трёхфазным током для проведения сварки. В 1919 году сварка с использованием переменного тока была изобретена C. J. Holslag[2]. В XIX веке сварочные процессы усовершенствовали учёные Элиу Томсон, Эдмунд Дэви и др. В СССР в ХХ веке проблемами сварки занимались Е. О. Патон,Б. Е. Патон, Г. А. Николаев. Советские учёные первыми изучили проблемы и особенности сварки в невесомости и применили сварку в космосе. Первую в мире сварку в условиях глубокого вакуума в космосе провели 16 октября 1969 года на корабле «Союз-6» космонавты Георгий Степанович Шонин и Валерий Николаевич Кубасов.
Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепиэлектросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому бо́льшая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада. Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся
Раздел 2. ПРОГРЕССИВТІК ҚҰРАЛДАР ЖӘНЕ ҚҰРЫЛҒЫЛАР ЕҢБЕКТЕРІНІҢ ОЗАТ ӘДІСТЕМЕЛЕРІ/Передовые методы труда
Рис.1 Инвертор Рис.2 Схема полуавтомата для сварки алюминия Проволока, используемая при сварке, может иметь диаметр от 0,6 до 2,0 мм. Для ее легкой подачи она наматывается на специальные бобины. Электродная проволока может быть изготовлена из различных материалов: обычной и нержавеющей стали, алюминия и меди. Для осуществления сварки полуавтоматическое оборудование должно иметь следующие характеристики:
· силу тока 40-600 А; · напряжение на сварочной дуге 16-40 В; · скорость сварки может достигать 20 мм/сек; · за 1 сек. может тратиться от 3 до 25 см проволоки; · расход инертного газа может достигать 60 л/мин, при этом минимальное значение составляет 3 л/мин; · 1 сварочный баллон может вмещать до 100 л газа.
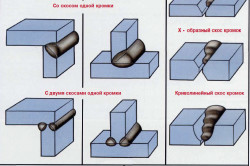
Рис.3 Типы сварных соединений Основные типы сварных соединений. Так как сварщику, который эксплуатирует такое оборудование, ежедневно приходится работать одновременно с разными металлами, фирмы-изготовители оснастили свою продукцию разными режимами работы. Поэтому специалист имеет возможность подобрать тот режим, который наилучшим образом справится с поставленными задачами. Основные режимы работы сварочного полуавтомата: · с коротким замыканием сварочной дуги; · без короткого замыкания; · с разбрызгиванием флюса; · без разбрызгивания флюса; · крупно- средне- и мелкокапельные режимы. · Раздел 3. ЕСЕПТІК-ТЕХНОЛОГИЯЛЫҚ БӨЛІМ/ РАСЧЕТНО – ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ Низколегированная сталь Низколегированные мартенситные стали характеризуются относительно высокой прочностью с минимальным пределом текучести 690 МПа и хорошей ударной вязкостью и пластичностью, коррозионной стойкостью и свариваемостью. Их также называют низколегированными улучшаемыми сталями, имея в виду улучшение термической обработкой. Из этих сталей изготавливают плиты, листы, прутки, профили и кованые изделия. Они широко применяются для изготовления сосудов под давлением, землеройного и шахтного оборудования, а также ответственных элементов больших стальных конструкций. К низколегированным относятся стали, в которых содержание легирующих компонентов в сумме составляет менее 2,5% (кроме углерода). При содержании легирующих элементов в сумме от 2,5 до 10% сталь называется среднелегированной, при содержании свыше 10% легирующих элементов— высоколегированной. В наименовании стали легирующие компоненты указываются в порядке убывания их содержания (например, хромомолибденовая, хромокремнемарганцовая, хромоникелевая и т. п.). Влияние того или иного элемента на свойства стали зависит от содержания в ней как данного, так и других элементов и особенно углерода. Низколегированные мартенситные стали характеризуются относительно высокой прочностью с минимальным пределом текучести 690 МПа и хорошей ударной вязкостью и пластичностью, коррозионной стойкостью и свариваемостью. Их также называют низколегированными улучшаемыми сталями, имея в виду улучшение термической обработкой. Из этих сталей изготавливают плиты, листы, прутки, профили и кованые изделия. Они широко применяются для изготовления сосудов под давлением, землеройного и шахтного оборудования, а также ответственных элементов больших стальных конструкций. Низколегированные стали образуют группу сталей, которые проявляют более высокие механические свойства по сравнению с обычными углеродистыми сталями. Это является результатом добавок таких легирующих элементов как никель, хром и молибден. Для многих низколегированных сталей главная функция легирующих элементов заключается в увеличении прокаливаемости стали, чтобы оптимизировать затем прочностные и вязкие свойства средствами термической обработки. В некоторых случаях, однако, легирующие элементы применяют для того, чтобы повысить сопротивление стали каким-либо специфическим воздействиям.
Низколегированные стали, в свою очередь, разделяют: § по химическому составу на базе основных легирующих элементов: никелевые, хромоникелевые, молибденовые, хромомолибденовые и тому подобные стали; § по термической обработке: закаленные и отпущенные (мартенситные), нормализованные и отпущенные, отожженные и так далее; § по свариваемости.
Выбор сварочных электродов Э42 А – УОНИИ 13/45 – 30 – УДГ2 Э Е41 2 (5) – Б10 Э4 2А – тип электрода (относится к стержню), Э- электрод, –42 предел прочности, кгс А улучшенный УОНИИ 13/45 – марка электрода 30 – диаметр электрода У – для углеродистых сталей Область применения электродов УОНИИ 13/45 /положение сварки.
Способ контроля сварки. Магнитный контроль
Рис.12 Магнитный контроль Обнаружение дефектов в процессе осуществления магнитного контроля основано на такой способности магнитного поля, как его рассеивание. С этой целью необходимо подключение электромагнитного сердечника с последующим помещением его в соленоид. Намагниченное соединение должно иметь поверхность, предварительно покрытую железными опилками, окалиной и др. Должны быть использованы такие элементы, которые реагируют на появление магнитных полей. Если сварной шов имеет дефекты, то происходит образование скоплений порошка, который при взаимодействии с магнитным полем начинает перемещаться с образованием магнитного направленного спектра. Для более легкого перемещения порошка под влиянием магнитных полей сварные изделия простукивают, что придает наибольшую подвижность мелким крупинкам и зернам.
Фиксацию магнитного поля рассеивания осуществляют с использованием специального прибора, то есть магнитографического дефектоскопа. Определить качество соединения можно с помощью метода сравнения с эталоном. Данный метод является простым и надежным, а также дешевым. Магнитный метод контроля сварочных швов незаменим в процессе прокладки трубопроводов, которые играют ответственную роль. Его часто используют во время строительства.
Раздел 1. КІРІСПЕ/ Введение Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого Неразъёмное соединение, выполненное с помощью сварки, называют сварным соединением. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварку применяют и для неметаллов — пластмасс, керамики или их сочетания. При сварке используются различные источники энергии: электрическая дуга, электрический ток, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время проводить сварку не только в условиях промышленных предприятий, но в полевых и монтажных условиях (в степи, в поле, в открытом море и т. п.), под водой и даже в космосе. Процесс сварки сопряжён с опасностью возгораний; поражений электрическим током; отравлений вредными газами; поражением глаз и других частей тела тепловым, ультрафиолетовым, инфракрасным излучением и брызгами расплавленного металла. Сварка осуществима при следующих условиях: 1) применении очень больших удельных давлений сжатия деталей, без нагрева; 2) нагревании и одновременном сжатии деталей умеренным давлением; 3) нагревании металла в месте соединения до расплавления, без применения давления для сжатия. Первые способы сварки возникли у истоков цивилизации — с началом использования и обработки металлов. Изготовление металлических изделий было распространено в местах залегания железных руд и руд цветных металлов. Первым сварочным процессом была сварка ковкой. Необходимость ремонта, выпуска более совершенных изделий приводила к необходимости разработки и совершенствованию металлургических и сварочных процессов. Сварка с использованием электричества для нагрева металла появилась с открытием электричества, электрической дуги. В 1802 году русский учёный Василий Петров обнаружил явление электрической дуги и опубликовал сведения о проведённых с дугой экспериментах. В 1881—1882 годах изобретатели Н. Н. Бенардос и Н. Г. Славянов, работая независимо друг от друга, разработали способ соединения металлических деталей с использованием сварки. В 1905 году русский учёный В. Ф. Миткевич предложил использовать электрическую дугу возбуждаемую трёхфазным током для проведения сварки. В 1919 году сварка с использованием переменного тока была изобретена C. J. Holslag[2].
В XIX веке сварочные процессы усовершенствовали учёные Элиу Томсон, Эдмунд Дэви и др. В СССР в ХХ веке проблемами сварки занимались Е. О. Патон,Б. Е. Патон, Г. А. Николаев. Советские учёные первыми изучили проблемы и особенности сварки в невесомости и применили сварку в космосе. Первую в мире сварку в условиях глубокого вакуума в космосе провели 16 октября 1969 года на корабле «Союз-6» космонавты Георгий Степанович Шонин и Валерий Николаевич Кубасов.
Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепиэлектросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому бо́льшая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада. Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся
Раздел 2. ПРОГРЕССИВТІК ҚҰРАЛДАР ЖӘНЕ ҚҰРЫЛҒЫЛАР ЕҢБЕКТЕРІНІҢ ОЗАТ ӘДІСТЕМЕЛЕРІ/Передовые методы труда
Рис.1 Инвертор ПРИНЦИП РАБОТЫ И СОСТАВ СВАРОЧНОГО ПОЛУАВТОМАТА При сварке данным агрегатом электроды не нужны, потому что такой процесс осуществляется с помощью специальной сварочной проволоки, которая плавится в газовой среде. Инертный (MIG или Metal Inert Gaz) или углекислый (MAG или Metal Active Gaz) газ должен поступать из газового редуктора (баллона) во время сварки бесперебойно. Газовая горелка предназначена для подачи в сварочную зону электродной проволоки и защитного газа. На ее рукоятке, изготовленной из защитного материала, размещена пусковая кнопка. Токоподающий наконечник горелки изготавливается из различных материалов: меди, бронзы и др. Его эксплуатационный срок напрямую будет зависеть от материала изготовления. Подключение горелки к аппарату может выполняться с помощью неразъемного соединения или через специальный разъем. В роли источника питания может применяться инвертор, трансформатор или выпрямитель. Наилучшим вариантом является инвертор, который позволяет добиться лучшего качества сварного шва.
. Рис.2 Схема полуавтомата для сварки алюминия Проволока, используемая при сварке, может иметь диаметр от 0,6 до 2,0 мм. Для ее легкой подачи она наматывается на специальные бобины. Электродная проволока может быть изготовлена из различных материалов: обычной и нержавеющей стали, алюминия и меди. Для осуществления сварки полуавтоматическое оборудование должно иметь следующие характеристики: · силу тока 40-600 А; · напряжение на сварочной дуге 16-40 В; · скорость сварки может достигать 20 мм/сек; · за 1 сек. может тратиться от 3 до 25 см проволоки; · расход инертного газа может достигать 60 л/мин, при этом минимальное значение составляет 3 л/мин; · 1 сварочный баллон может вмещать до 100 л газа.
Рис.3 Типы сварных соединений Основные типы сварных соединений. Так как сварщику, который эксплуатирует такое оборудование, ежедневно приходится работать одновременно с разными металлами, фирмы-изготовители оснастили свою продукцию разными режимами работы. Поэтому специалист имеет возможность подобрать тот режим, который наилучшим образом справится с поставленными задачами. Основные режимы работы сварочного полуавтомата: · с коротким замыканием сварочной дуги; · без короткого замыкания; · с разбрызгиванием флюса; · без разбрызгивания флюса; · крупно- средне- и мелкокапельные режимы. · Раздел 3. ЕСЕПТІК-ТЕХНОЛОГИЯЛЫҚ БӨЛІМ/ РАСЧЕТНО – ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-08-06; просмотров: 546; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.164.231 (0.013 с.) |