Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Перед началом работ просим Вас внимательно ознакомиться с руководством по эксплуатации.Содержание книги
Поиск на нашем сайте
Общее описание Сварочные инверторные полуавтоматы MIG160(N207) и MIG200(N208) предназначены для полуавтоматической сварки плавящейся электродной проволокой в среде защитных газов СО2,CO2+Ar, Ar (MIG/MAG), полуавтоматической сварки самозащитной порошковой проволокой (FCAW), а также ручной дуговой сварки на постоянном токе (DC MMA) рядовых и ответственных конструкций из низкоуглеродистых, низколегированных, углеродистых, легированных сталей а также рядовых конструкций из алюминия и его сплавов. Данная серия сварочных аппаратов разработана с применением передовой инверторной технологии. Инверторные источники питания преобразуют рабочую частоту 50/60Гц постоянного тока в ток высокой частоты с большим коэффициентом мощности. Основой аппаратов служат высокочастотные преобразователи последнего поколения модули IGBT (до 35 кГц). Они повторно выпрямляют ток, а затем используют PWM (широтно-импульсную модуляцию) для получения выходного постоянного тока с большим коэффициентом мощности, снижая, таким образом, вес и объем главного трансформатора и повышая К.П.Д. на 30%. В режиме холостого хода потребление электроэнергии в 10 раз меньше. Для поддержания горения дуги используется принцип высокочастотной вибрации. Плавная регулировка сварочного тока позволяет достаточно просто выбирать необходимые режимы сварки. Главным преимуществом является: стабильность, прочность, портативность, экономия энергии и бесшумность.
Схема соединений
main switch – основной выключатель drive circuit – задающий контур power circuit – силовой контур control circuit – контрольный контур feedback – обратная связь
Основные преимущества · Использование технологии IGBT, а также уникальное управление повышают надежность сварочного аппарата. · Высокая производительность и продолжительное время сварки. · Осуществляет управление замкнутой системой обратной связи, обеспечивает постоянство значения рабочего напряжения и компенсирует перепады напряжения в диапазоне 230В +/- 15%. · При дуговой сварке в среде защитных газов используется контур управления с уникальными динамическими характеристиками, дуга при этом стабильна, образуется мало брызг, сварка имеет хорошую форму и является максимально эффективной. · Стабильный ток и превосходный розжиг дуги при сварке ММА, при этом могут использоваться электроды с различным покрытием. · Частота инвертора составляет 35 кГц, что сильно уменьшает параметры и вес сварочного аппарата. · Существенное уменьшение потерь металла заметно увеличивает эффективность сварки и значительно экономит энергию. · Частота переключений находится за пределами звуковых частот. · Возможность осуществления дуговой сварки в среде защитных газов, сварки ММА (ручной дуговой сварки покрытыми электродами), а также сварки самозащитной проволокой. · Стабильная работа обеспечивается управляемым электронным блоком, обеспечивает малое разбрызгивание, глубокое проплавление и отличный сварочный шов. · Малогабаритный, легкий, простой в управлении, экономичный, практичный. · Зубчатое зацепление прижимного и подающего роликов, что обеспечивает качественную стабильную подачу проволоки во время процесса сварки. · Встроенный блок понижения напряжения холостого хода (VRD) и световой индикатор на передней панели для обеспечения защиты оператора во время работы в опасных условиях. В местах с повышенной влажностью или мокрым полом необходимо особое внимание и защита от удара током. Функция VRD отключает напряжение в течение нескольких миллисекунд после окончания процесса сварки, оставляя безопасную величину напряжения на электроде (около 11В). Сварочное напряжение включится автоматически при очередной попытке начала сварки и позволит зажечь дугу. · Специальный разъём для подключения горелки Push-Pull. Длина кабеля горелки может быть очень большой, при этом не возникает проблем с подачей сварочной проволоки. Усановленный на передней панели переключатель типов горелки. Основные технические данные
Комплект поставки Сварочный инверторный полуавтомат MIG 160 // 250 – 1шт. Кабель сетевой (установлен производителем) – 1 шт. Кабель 3м 16мм2 с зажимом массы 300 А – 1 шт. (MIG160 III (N207)) Кабель 3м 25мм2 с зажимом массы 300 А – 1 шт. (MIG250 III (N208)) Внимание!!! Сварочная горелка не входит в базовый комплект поставки, а поставляется отдельно с доплатой. Мы предоставляем покупателю право выбора производителя горелки, её типа, длины шлангового пакета и вида адаптера для подключения горелки к сварочному источнику В любом случае, можем лишь порекомендовать простейший и наиболее экономный вариант для данных полуавтоматов – горелку сварочную МВ-15 -3м – для MIG160 III (N207) и горелку сварочную МВ-24 -3м – для MIG250 III (N208). Структура панели управления Описание панели управления
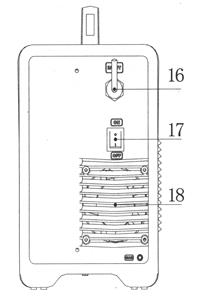
Структура задней панели
4.3. Структура откидной панели (подающего устройства)
Установка и эксплуатация. Примечание: - Осуществляйте установку аппарата строго в соответствии с ниже перечисленными методами. - Все работы по выполнению электрических соединений необходимо осуществлять после выключения переключателя источника питания распределительной коробки - Данный аппарат имеет класс защиты IP21S. Соединение сетевого кабеля. 1. Каждый аппарат оснащен главным сетевым кабелем, соответствующим входному напряжению. Производите подсоединение к сети только при помощи кабеля, предназначенного для данного напряжения сети(рекомендуемое сечение КГ 3*4мм2). 2. Для определения, не выходит ли напряжение за пределы допустимого диапазона, используйте универсальный электроизмерительный прибор (мультиметр).
Подключение аппарата для режима ручной дуговой сварки (ММА) 1.На передней панели сварочного аппарата имеются тумблер-переключатель режима сварки поз.5, который необходимо перевести в положение MMA. Для подсоединения сварочных кабелей на передней панели установлены два быстроразъемных разъема (гнезда) поз.8, поз.10 (один для кабеля с электрододержателем, второй для кабеля с зажимом массы). Кабель сварочный с зажимом массы (из стандартного комплекта поставки) и кабель с электрододержателем (необходимо приобрести дополнительно), на концах которых установлены штекеры, нужно подсоединить к аппарату следующим образом: плотно установить штекер в гнездо и провернуть его по часовой стрелке до упора. 2. Обратите внимание на полярность при подсоединении. Обычно, существует два способа подсоединения DC сварочных установок: положительная полярность и отрицательная полярность: - положительная полярность на электроде “-”, на свариваемой детали “+” - отрицательная полярность на электроде “+” на свариваемой детали “-”. 3. Выберите полярность в соответствие с вашими практическими требованиями. Не правильно выбранная полярность может привести к нестабильной дуге и большому разбрызгиванию металла и т.д. В этом случае сразу же поменяйте полярность. 4. Если свариваемые детали расположены далеко от сварочной установки, например 50-100м, а сварочный кабель слишком длинный, то сварочный кабель должен иметь большее сечение с целью снижения падения напряжения (уменьшения потерь) при сварке.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 174; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.27.33 (0.008 с.) |