
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Особливості виробництва ювелірних виробів.Содержание книги Поиск на нашем сайте
Методичні вказіки
Огранювання ювелірних каменів, способи закріплення їх у виробах. Порядок опробування ювелірних виробів. Методичні вказівки Закріплення ювелірних каменів є останнім етапом виготовлення ювелірного виробу. Належне закріплення розкриває красу каменю і в значній мірі впливає на художню та естетичну цінність ювелірного виробу. Місце, в яке вставляється і де закріплюється камінь, називається оправою або кастом. Найбільш поширеними видами закріплення каменів у виробах є крапанове, кармезинове,гризантне (закріплення в корнери), гладке (глухе).
Крапанові касти застосовують для закріплення прозорих дорогоцінних або напівдорогоцінних каменів. В обручках зі срібла закріплення у крапанах часто роблять і без касту: просвердлюють отвори у шинці обручки, по обводу цього отвору випилюють крапани, вставляють камінь(частіше за все фіаніт) і обтискують. Кармезинове закріплення. Оправа або каст при цьому закріпленні мають складну форму. В центрі шинки (якщо камінь вставляють в обручку), корпуса (броші, сережки,кулона, і т.ін.) розташований каст без крапанів, у який кріпиться великий прозорий камінь; навколо центрального касту є невеликі касти, в які закріплено невеликі камені, іноді іншого кольору, які підкреслюють красу основного каменя у виробі. Закріплення в корнери (або гризантне) полягає в тому, що камені закріплюються в отворах самого виробу, при цьому спеціальними штихелями на рундист каменя насувають часточки металу. Отриманий обідок обробляють гризантом. Гризант — це обробка країв бортика металу навколо каменя дрібною насічкою. Таке закріплення застосовується в тих випадках, коли у виробі кріпиться велика кількість дрібних каменів на малій відстані один від одного,що називається "в обсипку".
Закріплення на клей застосовується переважно для закріплення скляних вставок або пластмаси у каст із денцем. Закріплення на штифтах із клеєм використовується частіше для кріплення перлів чи коралів, які мають неповні отвори у зернах. Після закріплення каменів в оправі перевіряється надійність та міцність їх закріплення, а потім вироби ще раз обережно полірують на кружалі з вовни. 4.6. Клеймування ювелірних виробів із дорогоцінних металів Усі вироби з дорогоцінних металів, виготовлені для реалізації, обов'язково проходять клеймування (таврування) у два етапи. На першому етапі клеймування здійснює завод-виготовлювач, де проставляють відбиток у вигляді рамки, всередині якої зазначається шифр знака-іменника підприємства.Знак-іменник складається з цифри, що позначає останню цифру року випуску ювелірного виробу і літер, що позначають шифр заводу-виготовлювача. Наприклад, 8ХЮ — виріб 2008 (або 1998, 1988 і т.д.) року випуску Харківського ювелірного заводу (див. Додаток 1). Після цього вироби відправляються на одне з чотирьох державних казенних підприємств пробірного контролю Державної пробірної палати Міністерства фінансів України (див.додаток 2) для підтвердження заявленої проби. Відбиток підприємства пробірного контролю (клеймо) ставиться, як правило, з правого боку від відбитка знака-іменника підприємства. Клеймування виробів деякими підприємствами пробірного контролю здійснюється також електроіскровим способом на спеціальних верстатах. Цей спосіб використовують для клеймування тонких ажурних та індивідуального виготовлення ювелірних виробів. Для золотих ювелірних виробів в Україні та інших країнах СНД прийнято такі проби: 585, 750, 958-а; для золотих зубних дисків — 900-а і 916-а. Для ювелірних виробів з платини — 950-а; для срібних — 750, 875, 916, 925, 960-а; для паладієвих — 500, 850-а; для сухозлітного золота та срібла — від 910-ї до 1000-ї через кожні 10проб, тобто 910, 920, … 1000-а. Для зеленого сухозлітного золота — 750-а.Сухозлітне золото та срібло клеймують клеймом на причепленій до корінця книжечки пломбі з обох її боків. Підприємства пробірного контролю клеймують вироби пробірними клеймами затвердженого зразка,які містять шифр, присвоєний кожному підприємству. Пробірні клейма поділяють на дві групи: основні й додаткові. Основні пробірні клейма мають самостійне значення і їх накладення на вироби з дорогоцінних металів засвідчує, що ці вироби відповідають вимогам Положення про пробірний контроль. Основні клейма:
Додаткові пробірні клейма самостійного значення не мають і під час клеймування виробів із дорогоцінних металів їх застосовують тільки в поєднанні з одним з основних пробірних клейм. Додаткові клейма:
Стосовно останнього клейма важливо відзначити, що певна невідповідність реальної проби заявленій передбачена нормативними документами і не є злочином, якщо дана невідповідність не виходить за межі передбачених допустимих відхилень. Згідно з п. 3.14 Інструкції про здійснення державного експертно-пробірного контролю за якістю ювелірних та побутових виробів з дорогоцінних металів(затверджена наказом Міністерства фінансів України № 244 від 20.10.1999р.), допустимі відхилення встановлено як для сплавів, з яких буде виготовлено партію ювелірних виробів, так і для готових ювелірних виробів. Оскільки клеймування стосується вже готових виробів, то клеймо з літерами НП ставиться,якщо порушено такі норми допустимих відхилень: вироби із золота(разом із припоєм) — не більше ±5 проб; зуботехнічна продукція із золота (диски, припої та ін.) — не більше ±2 проб; вироби із срібла за основними сплавом — не більше ±5 проб; вироби із срібла за основним сплавом разом із припоєм (якщо взяти пробу від основного сплаву без припою неможливо — ланцюжки, порожнисті та інші аналогічні вироби) — не більше±15 проб; – срібні філігранні дрібні вироби разом із припоєм — не більше ±20 проб; – платинові вироби(незалежно від їх характеру) — не більше ±10 проб; – паладієві вироби (незалежно від їх характеру) — не більше ±15 проб. Для порівняння наводимо і допустимі відхилення на сплави: – для сплавів золота — не більше ±3 проб, за винятком сплавів золота 585-ї проби, де допуск тільки плюсовий; для сплавів срібла — не більше ±5 проб; для сплавів платини — не більше ±5 проб; для сплавів паладію — не більше ±5 проб. Вироби художньої роботи, з емаллю, порожнисті вироби та інші предмети, недоступні для накладення на них відбитка пробірного клейма, клеймують на підвішених пломбах клеймами круглих форм. Вироби, що складаються з двох тотожних частин (портсигари, сережки, запонки для манжетів та ін.), клеймують на обох частинах клеймами залежно від сплаву, з якого вони виготовлені. Другорядні й додаткові частини виробів з дорогоцінних металів, якщо вони є роз’ємними, легко відокремлюваними, або не припаяні до основної частини виробу, клеймують клеймом у вигляді квадрата з усіченими кутами. Ланцюжки різних фасонів клеймують на одному з кінцевих вушок основним клеймом, а на іншому вушку — знаком-іменником підприємства. З набранням чинності Закону України «Про державне регулювання видобутку, виробництва та використання дорогоцінних металів і дорогоцінного каміння та контроль за операціями з ними» Державна пробірна палата України почала виконувати наступні функції: - обов'язкове клеймування ювелірних і побутових виробів, виготовлених із дорогоцінних металів суб'єктами підприємницької діяльності в Україні, якщо ці суб'єкти не мають акредитованої у встановленому порядку Держстандартом України лабораторії; - обов'язкове клеймування усіх завезених на територію України юридичними і фізичними особами ювелірних і побутових виробів, виготовлених із дорогоцінних металів з метою їх реалізації (крім завезених для власних потреб); - клеймування ювелірних і побутових виробів, виготовлених із дорогоцінних металів на замовлення юридичних і фізичних осіб; - випробування,контрольні та арбітражні аналізи матеріалів, ювелірних і побутових виробів, що містять дорогоцінні метали, на замовлення суб'єктів підприємницької діяльності,фізичних осіб і за зверненнями правоохоронних органів.
|
||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 1105; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.21.106 (0.013 с.) |

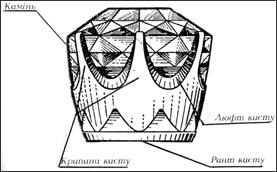 Крапанове закріплення. Це спосіб, при якому камінь стискується в лапках, які називають крапанами. Каст виробу має як правило круглу або овальну форму без денця. У верхній частині касту розташовані крапани, які своїми кінцями обжимають вставлений камінь по рундисту.
Крапанове закріплення. Це спосіб, при якому камінь стискується в лапках, які називають крапанами. Каст виробу має як правило круглу або овальну форму без денця. У верхній частині касту розташовані крапани, які своїми кінцями обжимають вставлений камінь по рундисту. Крапани виготовляють за допомогою штампування стрічки дорогоцінного металу, лиття за виплавленими моделями або випилюванням вручну, якщо камінь має нестандартну форму.
Крапани виготовляють за допомогою штампування стрічки дорогоцінного металу, лиття за виплавленими моделями або випилюванням вручну, якщо камінь має нестандартну форму.
 Глухе (гладке) закріплення (або в обтиск)передбачає, що камінь кріпиться у каст, який не має крапанів. Край касту кантом обтискує камінь по всьому периметру. Таке закріплення частіш за все застосовують для виробних непрозорих або напівпрозорих кабошонів, хоча бувають і випадки закріплення в такий спосіб каменів із діамантовим огранюванням у коронці, а нижче рундиста — кабошоном (див. рис. 16).
Глухе (гладке) закріплення (або в обтиск)передбачає, що камінь кріпиться у каст, який не має крапанів. Край касту кантом обтискує камінь по всьому периметру. Таке закріплення частіш за все застосовують для виробних непрозорих або напівпрозорих кабошонів, хоча бувають і випадки закріплення в такий спосіб каменів із діамантовим огранюванням у коронці, а нижче рундиста — кабошоном (див. рис. 16). 1. Клеймо у вигляді кола, всередині якого зображено герб — тризуб. Ліворуч у колі шифр підприємства пробірного контролю. Це клеймо називають знаком посвідчення.Його призначено для клеймування золотих, срібних, платинових, паладієвих виробів у поєднанні з одним із додаткових клейм, а також для клеймування зубопротезних дисків.
1. Клеймо у вигляді кола, всередині якого зображено герб — тризуб. Ліворуч у колі шифр підприємства пробірного контролю. Це клеймо називають знаком посвідчення.Його призначено для клеймування золотих, срібних, платинових, паладієвих виробів у поєднанні з одним із додаткових клейм, а також для клеймування зубопротезних дисків. 2. Клеймо у вигляді лопаточки, яка складається з широкої короткої та вузької довгої частин — для золотих та платинових виробів. У широкій частині ставиться знак посвідчення, а в лівому нижньому куті — шифр підприємства пробірного контролю; у вузькій частині відбиток однієї із затверджених проб: для виробів із золота — 500, 585, 750, 958-ї, для виробів з платини — 950-ї.
2. Клеймо у вигляді лопаточки, яка складається з широкої короткої та вузької довгої частин — для золотих та платинових виробів. У широкій частині ставиться знак посвідчення, а в лівому нижньому куті — шифр підприємства пробірного контролю; у вузькій частині відбиток однієї із затверджених проб: для виробів із золота — 500, 585, 750, 958-ї, для виробів з платини — 950-ї. 3. Клеймо у вигляді овалу зі зрізаними по вертикалі вузькими сторонами — для срібних виробів. Зліва внизу виставляють шифр підприємства пробірного контролю,потім знак посвідчення і відтиск проби (750, 800, 875, 916, 925-ї).
3. Клеймо у вигляді овалу зі зрізаними по вертикалі вузькими сторонами — для срібних виробів. Зліва внизу виставляють шифр підприємства пробірного контролю,потім знак посвідчення і відтиск проби (750, 800, 875, 916, 925-ї). 4. Клеймо у вигляді зрізаного з одного боку (правого) променя — для паладієвих виробів. У широкій частині виставляють знак посвідчення (ліворуч унизу — шифр підприємства пробірного контролю), потім — проби (500-ї або 850-ї).
4. Клеймо у вигляді зрізаного з одного боку (правого) променя — для паладієвих виробів. У широкій частині виставляють знак посвідчення (ліворуч унизу — шифр підприємства пробірного контролю), потім — проби (500-ї або 850-ї). 5. Клеймо двобічне, кругле — для золотих, платинових, срібних і паладієвих виробів і годинників з підвішеними до них пломбами. Це клеймо складається з двох окремих частин, тобто знак посвідчення з шифром підприємства пробірного контролю з одного боку, а цифри однієї з установлених проб — з другого.
5. Клеймо двобічне, кругле — для золотих, платинових, срібних і паладієвих виробів і годинників з підвішеними до них пломбами. Це клеймо складається з двох окремих частин, тобто знак посвідчення з шифром підприємства пробірного контролю з одного боку, а цифри однієї з установлених проб — з другого. 6. Клеймо у вигляді прямокутника із заокругленими кутами — для клеймування на сургучі книжок із сухозлітним золотом та сріблом. Таке клеймо складається зі знаку посвідчення з шифром підприємства пробірного контролю і однієї з установлених проб: 910, 920, 930, 940, 950, 960, 970, 980, 990, 1000-ї; 750-ї —для зеленого сухозлітного золота.
6. Клеймо у вигляді прямокутника із заокругленими кутами — для клеймування на сургучі книжок із сухозлітним золотом та сріблом. Таке клеймо складається зі знаку посвідчення з шифром підприємства пробірного контролю і однієї з установлених проб: 910, 920, 930, 940, 950, 960, 970, 980, 990, 1000-ї; 750-ї —для зеленого сухозлітного золота.
 2. Клеймо квадратної форми зі зрізаними кутами і літерою Р (реставрація) для виробів після реставрації. Це клеймо ставлять на виробах у поєднанні зі знаком посвідчення.
2. Клеймо квадратної форми зі зрізаними кутами і літерою Р (реставрація) для виробів після реставрації. Це клеймо ставлять на виробах у поєднанні зі знаком посвідчення. 3. Клеймо такої ж форми, але з літерами НП ставиться на виробах із золота, срібла, платини і паладію, поданих підприємством-виготовлювачем для клеймування виробів, у яких проба не відповідає заявленій, тобто виходить за межі допустимого відхилення.
3. Клеймо такої ж форми, але з літерами НП ставиться на виробах із золота, срібла, платини і паладію, поданих підприємством-виготовлювачем для клеймування виробів, у яких проба не відповідає заявленій, тобто виходить за межі допустимого відхилення.


