Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Распечатать публикациюПоделиться ссылкойСодержание книги Поиск на нашем сайте
Источники сварочного тока Распечатать публикациюПоделиться ссылкой Источник сварочного тока преобразует высокое сетевое напряжение в существенно более низкое сварочное напряжение и обеспечивает требуемые для сварки высокие значения силы тока, которые отсутствуют в сети. Кроме того, он способен поддерживать и регулировать необходимые значения тока. Для сварки может использоваться как переменный, так и постоянный ток. Источники постоянного тока имеют универсальное применение, поскольку не все типы стержневых электродов пригодны для сварки синусообразным переменным током – см. также раздел Род сварочного тока. Источники сарочного тока для ручной сварки стержневыми электродами имеют одну падающую статическую характеристику, а именно - на большинстве стандартных источников тока (например, PICO 140, Рис. 10) в основном равномерно снижающуюся или (на электронных источниках тока в рабочей области) вертикально падающую (Рис. 11).
Рис. 10 Сварочный источник питания EWM PICO
Рис. 11 Характеристики для ручной сварки стержневыми электродами Таким образом, гарантируется, что при изменении длины дуги, неизбежной при ручной сварке стержневыми электродами, важнейший для качества сварного соединения параметр, сила тока, изменяется незначительно или совсем не изменяется. СПЕЦИАЛЬНЫЕ ФУНКЦИИ НА ИНВЕРТОРАХ ДЛЯ РУЧНОЙ СВАРКИ СТЕРЖНЕВЫМИ ЭЛЕКТРОДАМИ
Рис. 16 Принцип работы функции “Hotstart” Современные инверторные источники тока предлагают целый ряд специальных функций, облегчающих сварку и повышающих еe надежность [4]. Таким образом, можно отрегулировать силу дуги (форсаж), Рис. 17. Если, например, напряжение электрической дуги из-за большой капли, образовавшейся на электроде, становится слишком коротким и падает ниже 8 вольт, сила тока автоматически повышается, Рис. 18. Это может помочь электрической дуге освободиться и не погаснуть. Эта функция особенно важна при сварке электродами c целлюлозным, а также основным покрытием.
Рис. 17 Управление (обслуживание) современного источника тока STICK
Рис. 18 Принцип регулировки силы дуги R= рутиловый электрод; B= основной электрод; C= целлюлозный электрод Ширину электрической дуги, а значит и еe жeсткость можно плавно изменять регулируемым дросселем. Более жeсткая дуга требуется, например, при наличии неблагоприятных условий дутья. За надежное зажигание дуги и достаточный прогрев на ещe холодном основном материале в начале сварки следит функция Горячий пуск (Hotstart). Зажигание при этом производится с повышенной силой тока, Рис. 16. Функция Antistick препятствует прокаливанию электрода, когда зажигание заканчивается неудачей, и электрод "прилипает" к изделию. Разогрев электрода, вызванный сопротивлением, может повредить покрытие вплоть до его отслаивания. На источниках тока, оборудованных соответствующей функцией, в случае, если после короткого замыкания зажигания нарастания напряжения не происходит, ток немедленно снижается до нескольких ампер. После этого электрод можно легко отделить от точки зажигания.
Рисунок. 5.11 – Переходный процесс при значительном удлинении дуги Колебания напряжения сети являются другим возмущающим воздействием, оказывающим влияние на устойчивость. У некоторых источников (трансформаторов и выпрямителей) напряжение холостого хода пропорционально напряжению сети. При падении напряжения сети снижается и напряжение холостого хода источника U 0, а следовательно, уменьшается разрывная длина дуги l др. Поэтому эффективной мерой повышения устойчивости системы является стабилизация напряжения холостого хода.
Источники питания сварочной дуги должны: обеспечивать легкое зажигание и стабильное горение сварочной дуги в период сварки; обеспечивать необходимые для выполняемого технологического процесса сварки силу сварочного тока и напряжение на дуге; иметь необходимый вид внешней вольт-амперной характеристики; иметь динамические свойства - способность восстанавливать напряжение на дуге после момента короткого замыкания (в этот момент напряжение равно нулю); иметь устройства для регулирования силы сварочного тока. Для обеспечения нормального зажигания и стабильного горения сварочной дуги напряжение холостого хода (сварочная цепь разомкнута) должно быть в 2-3 раза больше напряжения на дуге, что способствует ее легкому возбуждению. Обычно напряжение на дуге равно 18-35 В. Одновременно с этим напряжение на зажимах источника при нормальных условиях работы электросварщика должно быть для него безопасным, обычно это напряжение равно 50-80 В. Динамические свойства источника питания, т. е. время восстановления напряжения должно быть не более 0,05 с. Наличие регулирующего устройства в трансформаторе не всегда позволяет плавно регулировать силу сварочного тока. Поэтому в ряде случаев последовательно в сварочную цепь включают балластные реостаты. Балластные реостаты дают возможность плавно регулировать силу сварочного тока и улучшают вольт-амперную характеристику источника питания для ручной дуговой сварки. Яндекс.Директ Темы: Сварочное оборудование. Предъявляются многочисленные и разнообразные требования к сварочному оборудованию, связанные с технологическими особенностями способов сварки, спецификой сварных конструкций различных классов и технико-экономическими особенностями сварочного производства. Наиболее общие требования к сварочному оборудованию: обеспечение высоких качества и производительности технологического процесса, надежности работы и эргономических показателей оборудования, а также рационального расходования материалов и электроэнергии, минимальных затрат на его изготовление. В связи с тем, что большинство сварочных работ выполняется с применением дуговой сварки (наплавки), требования к сварочному оборудованию рассматриваются ниже преимущественно на их основе. Обеспечение высокого качества сварных соединений (наплавки) требует: · точной сборки и фиксации свариваемых соединений в рабочей зоне с учетом особенностей заготовок (значительные допускаемые отклонения от номинальных размеров и форм, возможные заусеницы, задиры, окалина, прилипшие брызги металла) и сварочных деформаций; · надежной защиты сварочной ванны от воздействия атмосферы путем подачи в зону сварки защитного газа, флюса, использования самозащитных проволок, вакуумных камер и др.; · обеспечения заданного положения и ориентации источника нагрева относительно свариваемого соединения с компенсацией случайных отклонений линии соединения от расчетного положения; · поддержания заданных значений параметров процесса сварки или изменения их по заданному закону с учетом случайных отклонений параметров соединения, подготовленного под сварку, от номинальных значений; · применения прогрессивных сварочных технологий и материалов (форсированные режимы, использование многодуговой и многоэлектродной сварки, ленточных электродов и т. п.). Высокая производительность сварочного процесса и операций по изготовлению сварных конструкций достигается: · применением прогрессивных сварочных процессов; · механизацией, автоматизацией и роботизацией сварочного производства (автоматизация и роботизация сварки, в свою очередь, являются факторами значительного улучшения качества и стабильности характеристик сварных соединений). Высокая надежность оборудования для сварки достигается путем: · принятия мер по обеспечению стабильной работы оборудования в условиях, характеризующихся (в зависимости от способа сварки) высокой температурой вблизи зоны сварки и шва, мощным нестационарным магнитным полем, интенсивным световым излучением, разбрызгиванием расплавленного металла, интенсивным выделением пыли или аэрозолей; · повышения ресурса работы быстроизнашивающихся элементов; использования современных средств контроля состояния и диагностики и устранения неисправностей за счет быстросменных деталей, блоков и устройств; · использования составных частей с высокими показателями надежности, прежде всего, путем максимального применения ранее отработанных технических решений и серийных устройств, унификации и агрегатирования. Высокая надежность оборудования для сварки, в свою очередь, является одним из важнейших факторов обеспечения требуемого качества сварных соединений и заданной производительности. Обеспечение рационального расходования материалов на изготовление оборудования, электроэнергии, потребляемой при сварке, и сварочных материалов достигается: · рациональным построением типоразмерных рядов и выбором оптимальных компоновок сварочного оборудования; · повышением КПД источников энергии, уменьшением их размеров и массы, например, применением инверторных или транзисторных источников для дуговой сварки; · снижением разбрызгивания металла при сварке путем выбора оптимального ее способа, например, импульсно-дуговой в смеси газов; · выбором оптимального состава и расхода защитных газов, состава флюса и способов его подачи в зону сварки и уборки после сварки. Обеспечение высоких эргономических показателей оборудования для сварки достигается путем: · улучшения санитарных условий работы (отсос аэрозолей и пыли, охлаждение горелок, защита персонала от светового излучения); · механизации и автоматизации сварочных и вспомогательных работ; · обеспечения безопасности труда; учета требований инженерной психологии при разработке средств управления и контроля над работой сварочного оборудования; · рациональной организацией компоновки и формы оборудования и организацией рабочих мест. Высокие эргономические показатели оборудования служат важным фактором повышения качества сварных соединений, производительности и надежности сварочного оборудования. Обеспечение минимальной стоимости оборудования и затрат на его техническое обслуживание достигается путем: · минимизации расхода материалов на сварочное оборудование и трудоемкости его изготовления; · выбором или созданием оборудования с оптимальным набором функций для выполнения определенных задач (без избыточности); максимальным применением серийно выпускаемого оборудования; · унификацией и агрегатированием сварочного оборудования. Следует иметь в виду, что подавляющее большинство вариантов наиболее распространенного способа дуговой сварки (наплавки) может быть выполнено с помощью несложного ручного или механизированного инструмента (каким, по существу, является сварочный полуавтомат), тогда как введение высокоавтоматизированных технологических комплексов сопряжено со значительными затратами. Поэтому для получения положительного экономического эффекта при автоматизации сварочного производства необходимо обеспечивать существенное повышение производительности труда при наиболее простых технических решениях. Важно учитывать то, что каждый конкретный способ дуговой сварки и наплавки характеризуется специфическими особенностями и вытекающими из них требованиями. Так, применительно к оборудованию для сварки (наплавки) под флюсом, проводимой с большим объемом жидкого металла в ванне, возникает необходимость предотвращения протекания расплавленного металла из нижней части сварочной ванны, т. е. защиты свариваемого соединения от прожога. Кроме этого, наличие флюса в зоне возбуждения дуги и отвердевшей шлаковой пленки на конце сварочной проволоки в начале процесса требует принятия дополнительных мер по обеспечению надежного зажигания дуги. Особенностью сварки под флюсом является также невозможность прямого наблюдения за положением конца электрода и сварочной ванны, что усложняет направление электрода на линию соединения свариваемых элементов. При сварке и наплавке порошковой проволокой следует учитывать малую жесткость ее оболочки и необходимость в специальных подающих роликовых устройствах. Рассмотрим подробнее условия горения дуги прямого действия между металлическим электродом и свариваемым металлом, являющейся наиболее распространенной в практике дуговой сварки. Возникновение дуги (рис. 28). При касании концом электрода свариваемого металла происходит короткое замыкание сварочной цепи (рис. 28,а). Проходя через отдельные выступы, ток, имеющий в точках соприкосновения электрода с металлом очень высокую плотность, мгновенно расплавляет их, вследствие чего между электродом и металлом образуется тонкая прослойка из жидкого металла (рис. 28,6). В следующий момент сварщик несколько отводит электрод, отчего в жидком металле образуется шейка (рис. 28, б), в которой плотность тока и температура металла возрастают. Затем, благодаря испарению расплавленного металла, шейка разрывается, газы и пары, заполняющие образовавшийся промежуток, мгновенно ионизируются и между электродом и металлом возникает сварочная дуга (рис. 28,г).
Напряжение дуги. Определяется разностью потенциалов между катодом (электродом) и анодом (свариваемым металлом). Общее падение напряжения в дуге UД складывается из падения напряжения в катодной области UK, столбе дуги Uст и анодной области Uа, т. е.
Линия а—б—в—г показывает изменение напряжения в трех основных областях дуги. Величины падения напряжения в катодной и анодной областях можно считать постоянными, так как они зависят только от материала электродов, давления и свойств газовой среды. Падение напряжения в столбе дуги пропорционально длине дуги (L), за которую принимается расстояние между поверхностями катодного и анодного пятна (при глубоком проваре часть дуги погружена в металл). Для средних значений тока, при которых производится ручная и автоматическая сварка, можно считать, что напряжение дуги не зависит от величины тока, а определяется только длиной дуги. Чем короче дуга, тем ниже напряжение в ней и, наоборот, с удлинением дуги ее напряжение возрастает. Это обусловлено повышением сопротивления столба дуги с увеличением его длины. Поэтому для подсчета общего напряжения дуги можно пользоваться следующей приближенной формулой UД = a + b*L, где UД — напряжение дуги, в; а - постоянный коэффициент, выражающий сумму падений напряжения на катоде и аноде дуги, не зависящий от длины дуги, в; b - среднее падение напряжения на единицу длины дуги, в/мм; L — длина дуги, мм. Для стальных электродов можно в среднем принять а=10 в и b = 2 в/мм. Тогда напряжение дуги длиной L = 4 мм составит: UД= 10 + 2*4 = 18 в. На величину напряжения дуги могут влиять также состав электрода и свариваемого металла, состав и давление окружающей дугу газовой среды (воздуха, аргона, гелия, углекислого газа) и другие факторы. Дуга при сварке металлическим электродом горит устойчиво при напряжении 18—28 в, а при сварке угольным или графитовым — при 30—35 в. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для ее нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для ионизации атомов газового промежутка, что можно достичь только при более высоком напряжении зажигания дуги.
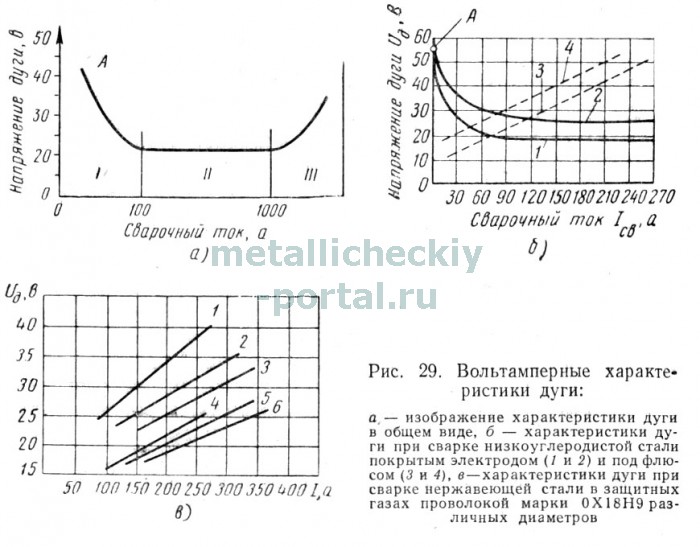
Вольтамперная характеристика дуги. Кривая, показывающая зависимость между напряжением и током в дуге, называется вольтамперной характеристикой дуги и соответствует установившемуся (стационарному) горению дуги. На рис. 29, а изображена в общем виде такая характеристика дуги. Точка А соответствует моменту возникновения дуги. Как видно из графика, при малых токах (участок I) характеристика дуги падающая, т. е. при возрастании тока напряжение дуги падает. Это вызвано тем, что при токах до 80 а увеличение тока приводит к увеличению площади сечения столба дуги и его электропроводности. Такая дуга малоустойчива и поэтому находит ограниченное применение при сварке. При токах от 80 до 800 а (участок II) дуга имеет жесткую характеристику (линия горизонтальна), т. е. напряжение дуги не изменяется при увеличении или уменьшении тока. Это обусловлено тем, что при этих условиях площадь сечения столба дуги и площади катодного и анодного пятен увеличиваются (или уменьшаются) пропорционально величине тока, поэтому плотность тока и падение напряжения во всех областях дуги остаются постоянными, независимо от изменения тока. Такая дуга находит наиболее широкое применение при сварке. При токах свыше 800 а плотность тока в дуге повышается настолько, что при увеличении тока начинает возрастать и напряжение дуги. Это обусловлено тем, что в этих условиях площадь катодного пятна уже не может увеличиваться, так как площадь сечения электрода оказывается недостаточной и возрастает сопротивление столба дуги, т. е. его электропроводность понижается. Дуги с возрастающей характеристикой широко используются при сварке под флюсом и в защитных газах. На рис. 29, б показаны характеристики дуг при сварке низкоуглеродистой стали покрытым электродом, относящиеся к области I и II. Кривая 1 относится к дуге длиной 2 мм, кривая 2— к дуге длиной 5 мм. Штриховые кривые 3 и 4 относятся к области III и являются характеристиками дуг при сварке низкоуглеродистой стали под флюсом при высокой плотности тока. На рис. 29, в даны характеристики дуг III области при сварке нержавеющей стали проволокой марки 0Х18Н9, а именно: 1—3 - сварка в углекислом газе; 4—6 - сварка в аргоне; характеристики 1 и 4 соответствуют проволоке диаметром 1 мм; 2 и 5 - диаметром 1,6 мм; 3 и 6 - диаметром 2 мм. Устойчивость горения дуги. Дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания, называется устойчивой. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род и полярность тока, состав покрытия электродов, длина дуги. Для электродов диаметром 4—5 мм с покрытием нормальная длина дуги равна 5—6 мм. Такая дуга называется короткой; она горит устойчиво и обеспечивает нормальное протекание процесса сварки. Дуга, у которой длина более 6 мм, называется длинной. Процесс плавления металла электрода при длинной дуге протекает неравномерно. Стекающие с конца электрода капли металла в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность, увеличивается разбрызгивание металла, чаще образуются места с непроваром и недостаточным сплавлением наплавленного металла с основным. Дуга постоянного тока. При сварке на постоянном токе дуга может питаться током прямой или обратной полярности. При прямой полярности минус источника тока подключают к электроду, а при обратной полярности — к свариваемому изделию. При сварке угольным электродом дуга легче возбуждается и устойчивее горит, если ток имеет прямую полярность. Ток обратной полярности применяют в тех случаях, когда нужно уменьшить выделение тепла на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей и т. д., а также при пользовании некоторыми видами электродов (например, с фтористокальциевым покрытием типа УОНИ-13 и др.). Чтобы определить полярность цепи постоянного тока, в стакане воды растворяют половину чайной ложки поваренной соли, опускают в раствор оба провода цепи и включают сварочный ток. Тот провод, около которого происходит интенсивное выделение пузырьков газа (водорода), будет отрицательным, а второй — положительным. Концы проводов на длине 1—2 см должны быть очищены от изоляции. Для определения полярности тока применяют также специальные полюсоуказателл (индикаторы полярности).
Дуга переменного тока. В дуге переменного тока напряжение и ток будут изменяться в соответствии с частотой тока. На рис.30 показаны кривые изменения напряжения и тока в дуге переменного тока за один период. Так как в каждом полупериоде ток Iд и напряжение дуги UД изменяются от нуля до максимальных значений, то за этот же промежуток времени уменьшается температура столба дуги и степень ионизации дугового промежутка. Вследствие этого для возбуждения дуги после прохождения тока через нулевое значение (точка А на рис. 30) необходимо повышенное напряжение, равное Uзаж, которое больше нормального напряжения дуги Uд. Для повышения устойчивости горения дуги переменного тока в покрытия электродов и сварочные флюсы вводят элементы с низким потенциалом ионизации: калий, натрий и кальций, которые облегчают возбуждение дуги после того, как ток уменьшается до нуля, и одновременно изменяет свое направление на противоположное. Магнитное дутье. Вокруг дуги и в свариваемом металле возникают магнитные поля. Если эти поля расположены относительно оси дуги несимметрично, то они могут отклонять дугу, являющуюся гибким проводником тока, что затрудняет сварку. Отклоняющее действие магнитных полей на сварочную дугу носит название магнитного дутья. Сила магнитного поля пропорциональна квадрату тока, поэтому магнитное дутье особенно заметно при сварке постоянным током значительной величины (свыше 300—400 а). При сварке переменным током покрытыми электродами и сварке под флюсом явление магнитного дутья сказывается значительно слабее, чем при постоянном токе и применении голых или тонкопокрытых электродов. На величину магнитного дутья оказывает также влияние расположение стальных (ферромагнитных) масс вблизи места сварки, место подвода тока к изделию, форма изделия, тип сварного соединения, наличие зазоров и другие причины. Для уменьшения отклоняющего действия магнитных полей на дугу следует вести сварку возможно более короткой дугой, подводить сварочный ток к изделию в точке, расположенной как можно ближе к месту сварки, а также изменять угол наклона электрода так, чтобы нижний конец электрода был обращен в сторону отдувания дуги. При больших помехах, создаваемых магнитным дутьем, следует переходить, если это возможно, на сварку переменным током. На рис. 31, а, б и в показано влияние на отклонение дуги места подвода тока к изделию, а на рис. 31, г — влияние больших ферромагнитных масс. Для уменьшения влияния этих масс, отклоняющих дугу в нежелательную сторону, на свариваемое изделие укладывают дополнительную массивную стальную плиту со стороны противоположной отклонению дуги, и к ней присоединяют один провод от источника питания. Плиту размещают на расстоянии 200—250 мм от места сварки и постепенно передвигают вдоль шва по мере движения дуги.
Сварочный источник питания Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются: - сварочные трансформаторы – при сварке на переменном токе; Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику (Источники питания для дуговой сварки). Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика.
Сварочная горелка Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками. Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки. Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву. Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа.
Обычное сопло (слева) и сопло с газовой линзой (справа)
Форма потока защитного газа от обычного сопла
Форма потока защитного газа от сопла с газовой линзой Защитные газы Защитный газ выполняет несколько функций. Одна из них заключается в том, чтобы вытеснять собой из зоны сварки окружающий воздух и, тем самым, исключить его контакт со сварочной ванной и раскаленным вольфрамовым электродом. Он также выполняет важную роль в обеспечении прохождения тока и передаче тепла через дугу. При сварке ТИГ используются два инертных газа: аргон (Ar) и гелий (He), из которых первый газ используется чаще. Они оба могут быть смешаны друг с другом, или каждый из них с другим газом, который обладает восстановительной способностью, т.е. вступает в связь с кислородом. При сварке ТИГ в качестве газов с восстановительной способностью используются два газа, водород (H2) и азот (N2). Выбор типа защитного газа зависит от типа материала, подлежащего сварке. Выбор надлежащего защитного газа.
В качестве защитного газа для корневой стороны сварного шва рекомендуется использовать смесь газов с восстановительной способностью N2/H2. Более подробная информация о защитных газах, а также о присадочных прутках приведена в статьеВведение в дуговую сварку в защитных газах (TIG, MIG/MAG) Электроды Неплавящиеся вольфрамовые электроды для дуговой сварки в защитных газах изготавливаются 4-х типов (согласно ГОСТ 23949-80): ЭВЧ – чистый вольфрам без специальных добавок; Диаметр вольфрамового электрода выбирают в зависимости от его марки, величины и рода сварочного тока. Электроды ЭВЧ используют для сварки на переменном токе, а прочие для сварки на переменном и постоянном токах прямой и обратной полярности.
Род тока и полярность влияют, прежде всего, на форму провара. Эта зависимость условно представлена на рисунке.
В процессе сварки происходит затупление электрода и, как следствие, уменьшение глубины провара. Затачивать конец электрода для сварки переменном током рекомендуется в виде сферы, а для сварки постоянным током – в виде конуса. Угол конуса должен быть 28 - 30°, длина конической части должна составлять 2 – 3 диаметров электрода. Конус после заточки должен быть притуплен, диаметр притупления должен быть от 0,2 до 0,5 мм.
Процесс заточки электрода показан на рисунке ниже. При заточке электрода могут использоваться переносные аппараты, или стационарные со специальными направляющими для электрода или без них.
Заточка W-электрода
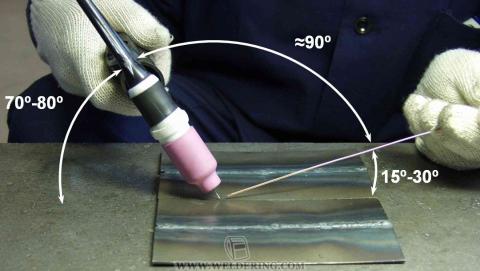
Расход электродов диаметром 8 - 10 мм при беспрерывной работе в течение 5 часов: ЭВЧ – 8,4 г/час, ЭВЛ – 1,2 г/час, ЭВИ – 0,18 г/час, ЭВТ – 1,4 г/час. Чтобы уменьшить расход электрода, подачу инертного газа следует начинать до включения сварочного тока, а прекращать после выключения тока и остывания электрода. Циркониевые и гафниевые электроды используют в горелках для плазменной сварки. Сварка графитовым электродом используется очень редко – главным образом для получения сварных соединений неответственного назначения при изготовлении изделий из низкоуглеродистой стали, заваривании дефектов на чугунном литье и при сварке меди в азоте на постоянном токе прямой полярности. Техника сварки ТИГ При сварке ТИГ боковой угол горелки должен всегда поддерживаться равным 90 градусам. Горелку следует держать под углом В то время как угол наклона горелки к поверхности изделия в направлении обратном сварке должен составлять 70 … 80 градусов. Присадка подается по мере перемещения горелки под углом от 15 до 30° к основному металлу.
Сварка ТИГ выполняется "углом вперед" (т.е. горелка наклонена в сторону формирующегося сварного шва) с регулярной подачей присадки мелкими шагами. При сварке очень важно, чтобы конец присадочной проволоки не выводился из зоны газовой защиты; в противном случае, будучи расплавленным или нагретым, он окислится от контакта с окружающим воздухом. Любая степень окисления или загрязнения присадочной проволоки неизбежно вызовет загрязнение сварочной ванны. Поэтому очень важно, чтобы сварщик использовал присадочные прудки чистые грязи, смазки или влаги. Обычно грязь и смазка попадает на присадочный металл с грязных рукавиц. Поэтому, непосредственно перед сваркой, очень желательно обрабатывать прутки, например, ацетоном. Смазка и влага, как на присадочном прутке, так и на основном металле могут вызвать серьезные дефекты сварного шва, такие как пористость, водородное растрескивание и др. Требования к динамическим характеристикам генераторов для автоматизированной сварки Требования к динамическим характеристикам генераторов для автоматизированной сварки определяются исходя из специфики процесса. В большинстве случаев при сварке электродными проволоками малого диаметра (0,6-1,6 мм) и при относительно умеренных плотностях тока перенос электродного металла осуществляется каплями, которые периодически замыкают дуговой промежуток. В этом случае стабильность процесса сварки и разбрызгивание металла в большой степени зависят от значения тока короткого замыкания в момент разрыва перемычки каплей расплавленного металла. Это значение тока, в свою очередь, зависит от установившегося тока короткого замыкания и постоянной времени сварочной цепи. При этом влияние установившегося тока короткого замыкания, а соответственно и омического сопротивления сварочной цепи тем больше, чем больше длительность короткого замыкания, что характеризует сварку на больших токах и электродными проволоками большого диаметра. При малой длительности коротких замыканий значение тока в момент обрыва перемычки жидкого металла в большей степени зависит от индуктивности сварочной цепи. При сварке в форсированных режимах и электродной проволокой большого диаметра процесс переноса металла - струйный, без коротких замыканий» и качество переходных процессов генератора, в том числе скорость нарастания тока, мало влияет на процесс переноса металла. Стабильность процесса сварки в этом случае в основном определяется условиями статической устойчивости дуги, т. е. формой внешних статических характеристик сварочного генератора. ↑ наверх Преобразователи сварочные Сварочный преобразователь представляет собой комбинацию электродвигателя переменного тока и сварочного генератора постоянного тока. Электрическая энергия сети переменного тока преобразуется в механическую энергию электродвигателя, вращает вал генератора и преобразуется в электрическую энергию постоянного сварочного тока. Поэтому КПД преобразователя невелик: из-за наличия вращающихся частей они менее надежны и удобны в эксплуатации по сравнению с выпрямителями. Однако для строительно-монтажных работ использование генераторов имеет преимущество по сравнению с другими источниками благодаря их меньшей чувствительности к колебаниям сетевого напряжения. Для питания электрической дуги постоянным током выпускаются передвижные и стационарные сварочные преобразователи. На рис. 11 показано устройство одно-постового сварочного преобразователя ПСО-500, выпускаемого серийно нашей промышленностью. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| Поделиться: |