Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технология и оборудование для сварки машиностроительных конструкцийСодержание книги
Поиск на нашем сайте
Заочная форма обучения ====================================================================
Студент Калуцкий Алексей Викторович Адрес Краснодарский край станица Ленинградская ул. Строителей 14/2 Группа ОЗМS31 Шифр 1309484 Контрольная работа №1 Технология и оборудование для сварки машиностроительных конструкций За 3 курс
Список вопросов: 1) Опишите работу трёхфазной мостовой схемы выпрямления
2) Этапы разработки спец. Технологического оборудования
3) Опишите способы настройки режимов дуговой сварки
4) Диффузионная сварка в вакууме
Этапы разработки спец.технологического оборудования. 1. Исследование и обоснование создания: 1.1. Обследование (сбор и анализ данных), включая сбор сведений о зарубежных и отечественных аналогах. 1.2. Разработка и оформление предварительных требований (технико-экономическое обоснование, тактико-техническое задание, заявка на создание). 2. Техническое задание: 2.1. Научно-исследовательские работы. 2.2. Разработка аванпроекта. 2.3. Разработка технического задания на в целом и при необходимости частных технических заданий на подсистемы. 3. Эскизный проект: З.1. Разработка предварительных решений по выбранному варианту и отдельным видам обеспечения. 4. Технический проект: 4.1. Разработка окончательных решений по общесистемным вопросам, в том числе по структурам (функциональной, организационной); процедурам (задачам), реализуемым системой; процессу функционирования системы и при необходимости выдачи частных технических заданий на разработку видов обеспечения или видов обеспечения подсистемы. 4.2. Разработка решений по организационному обеспечению, включая разработку плана мероприятий по подготовке к внедрению. 4.3. Разработка решений по техническому обеспечению. 4.4. Разработка решений по математическому обеспечению. 4.5. Разработка решений по информационному обеспечению. 4.6. Разработка решений по лингвистическому обеспечению. 4.7 Разработка решений по программному обеспечению. 4.8. Разработка решений по методическому обеспечению. 4.9. Разработка проектно-сметной строительной документации. 4.10. Согласование решений по связям видов обеспечения между собой и разработка общесистемной документации на оборудование в целом. 4.11. Составление заказной документации на поставляемые компоненты и комплексы средств автоматизации или технических заданий на их разработку. 5. Рабочая документация. 5.1. Разработка рабочей документации по информационному обеспечению. 5.2. Разработка рабочей документации по организационному обеспечению. 5.3. Разработка рабочей документации по методическому обеспечению. 5.4. Разработка рабочей документации по лингвистическому обеспечению. 5.5. Разработка или адаптация программ и програм-ной документации. 5.6. Разработка документации на технические средства разового изготовления. 5.7. Разработка проектно-сметной строительной документации. 6. Изготовление несерийных компонентов комплекса средств автоматизации (КСА). 6.1. Изготовление компонентов КСА. 6.2. Автономная отладка и испытания компонентов КСА. 7. Ввод в действие. 7.1. Подготовка организации к вводу оборудования в действие, обучение персонала пользователя. 7.2. Строительно-монтажные работы. 7.3. Комплектация поставляемыми комплексами средств автоматизации, техническими, про-граммными средствами и др. 7.4. Пуско-наладочные работы (комплексная отладка КСА). 7.5. Проведение опытной эксплуатации. 7.6. Проведение приемочных испытаний (государственных, межведомственных или ведомственных). 7.7. Устранение замечаний, выявленных при испытаниях. 7.8. Приемка в промышленную эксплуатацию (внедрение).
Способы настройки режимов дуговой сварки. ДИАМЕТР ЭЛЕКТРОДА Первым параметром режима принято считать диаметр используемого электрода. Как правило, он напрямую связан с силой тока. Сила тока всегда должна соответствовать выбранному диаметру электрода, что является залогом качественного шва. Важно помнить, что чем больше будет выбранный размер электрода, тем меньшей будет глубина шва. Значит, и качество его будет несколько хуже. Но если посмотреть на это с другой стороны, то увеличивается ширина шва. А в некоторых случаях она более важна, чем его глубина. Если вы производите вертикальную сварку, то старайтесь подбирать электрод размером около 4 мм. Сила тока при этом выбирается в зависимости от указаний в инструкции к сварочному аппарату. Но чем горизонтальнее будет производиться вся работа, тем меньшей должна быть сила тока при таком же размере электрода. Вернуться к оглавлению СКОРОСТЬ ПРОЦЕССА СВАРКИ
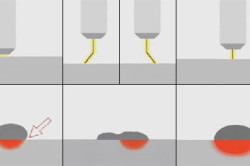
Рис.1. Схема диффузионной сварки в вакууме В процессе диффузионной сварки могут быть выделены две последовательные стадии: · Первая стадия процесса диффузионной сварки основана на образовании металлических связей на свариваемых поверхностях металла при нагревании их в вакууме с применением сдавливающего усилия. · Вторая стадия связана с процессами взаимной диффузии атомов свариваемых металлов. Это приводит к образованию промежуточных слоев, увеличивающих прочность сварного соединения. В настоящее время с помощью диффузионной сварки изготавливаются узлы и детали из различных металлов, сплавов и неметаллических материалов. Композиции свариваемых материалов исключительно разнообразны. Сварка происходит в вакууме 10-3¸10-5мм ртутного столба. После откачки воздуха из камеры изделие нагревают до температуры сварки. Нагрев деталей может производиться разными методами. Наиболее часто применяются: 1. Радиационный нагрев производится за счет излучения от нагревателя, помещенного внутри корпуса вакуумной камеры. Особенностью радиационного нагрева, при котором детали нагреваются внешними источниками тепла, является возможность нагрева деталей, выполненных из любых материалов как хорошо проводящих ток (металлов и сплавов), так и полупроводников и диэлектриков.
Рис.2. Схема радиационного нагрева детали 2. Электроконтактный нагрев. При контактном нагреве нагрев деталей происходит за счет теплового воздействия электрического тока, пропускаемого по самим деталям. При этом образец непосредственно присоединяется к источнику постоянного или переменного тока. Предельное значение температуры детали ограничивается только возможностью ее расплавления. 3. Индукционный нагрев. В случае индукционного нагрева нагреваемый образец помещается в быстропеременное электромагнитное поле, создаваемое возле проводника. Нагрев происходит за счет тепла, возникающего при циркуляции в детали индуцированных вихревых токов. Индукционный нагрев наиболее часто применяется в промышленных установках. Рис.3. График зависимости прочности соединения Рис.4. График зависимости прочности соединения От температуры сварки Повышение температуры при постоянной продолжительности сварки и прочих равных условиях увеличивает прочность соединения. С увеличением продолжительности сварки прочность сварного соединения растет до некоторого оптимального значения, а дальнейшее увеличение практически не влияет на прочность сварного соединения (рис.5). Способы подготовки и обработки поверхностей свариваемых деталей оказывают большое влияние на прочность соединения при диффузионной сварке в вакууме. Чем выше класс чистоты поверхности, тем может быть получено более прочное соединение.
Рис.5. График зависимости прочности соединения От продолжительности сварки Заочная форма обучения ====================================================================
Студент Калуцкий Алексей Викторович Адрес Краснодарский край станица Ленинградская ул. Строителей 14/2 Группа ОЗМS31 Шифр 1309484 Контрольная работа №1 Технология и оборудование для сварки машиностроительных конструкций За 3 курс
Список вопросов: 1) Опишите работу трёхфазной мостовой схемы выпрямления
2) Этапы разработки спец. Технологического оборудования
3) Опишите способы настройки режимов дуговой сварки
4) Диффузионная сварка в вакууме
|
||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 257; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.1.63 (0.007 с.) |