Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обработке от частоты и скважности импульсов токаСодержание книги
Поиск на нашем сайте
Цель работы: определить зависимость скорости съема металла торцевого износа электрода-инструмента и диаметра отверстия от частоты и скважности импульсов тока. Теоретическая часть Аналитически рассчитать съем металла при электроэрозионной об работке(ЭЭО) практически невозможно из-за большого числа неизвестных и непостоянных факторов. В общем виде съем металла оценивают по формуле V=60·ψ·Vи·f, (5.1) где V - объем снятого металла в единицу времени, мм3/мин; ψ- коэффициент, учитывающий количество рабочих импульсов (вызывающих эрозию); Vи - объем металла, удаляемый за 1 импульс, мм3; f-частота следования импульсов, Гц. Объем металла, удаляемого за один импульс Vи, определяется экспериментально и, зависит от мощности и длительности импульсов тока, материалов электрода-заготовки (Э3) и электрода-инструмента (ЭИ), рабочей среды, скорости ее прокачки. Коэффициент ψ также определяется экспериментально. При оптимальных режимах ЭЭО ψ=0,75...0,85. Важными факторами, влияющими на съем металла при ЭЭО, являются временные параметры импульсов тока: длительность импульса τИ, частота f, период Т, скважность q=Т/τИ. При ЭЭО применяются униполярные (одной полярности) импульсы тока (см.рис.4.1) длительностью τИ = 10-7...10-1 с, следующие с частотой f = 400...880·103 Гц при скважности q=1,1...20. Увеличение длительности импульса τИ при постоянных значениях Т, U, J приводит к увеличению энергии импульса, а следовательно, к увеличению съёма металла с электродов. Увеличение частоты следования импульсов f, как следует из формулы (5.1),должно приводить к увеличению съема металла с электродов. Однако превышение оптимальных для данных условий значений частоты импульсов f уменьшает число рабочих импульсов, т.е. коэффициент ψ. Это происходит из-за того, что диэлектрическая прочность межэлектродной среди не успевает восстанавливаться после очередных разрядов. Кроме того, увеличение частоты следования импульсов f приводит к уменьшению длительности τИ, а следовательно, и к уменьшению съема металла. При ЭЭО съем металла происходит с обоих электродов. Поэтому при проведении исследований оценивают съем металла как с обрабатываемой заготовки, так и с электрода-инструмента (износ ЭИ).
l*=l0-lК, (5.2) а торец его приобретает закругленную форму»
С целью получения цилиндрического отверстия в процессе ЭЭО перемещение ЭИ s превышает толщину ЭЗ h. Однако скорость прошивки отверстия будем определять как υ=h/t, (5.3) где t - общее время прошивки, т.е. время перемещения ЭИ на ход s. Порядок проведения работы Задание 1. Экспериментальное определение зависимостей съема металла с электродов от частоты следования импульсов Содержание эксперимента 1.Определить зависимости скорости υ съема металла, торцевого износа электрода-инструмента l* и диаметра отверстая dОТВ от частоты следования импульсов при постоянстве остальных параметров режима ЭЭО. При каждом значении f провести не менее трех опытов. 2. Построить графики υ =f(f), l* =f(f), dОТВ =f(f). 3. Оценить погрешности измерений t, l*, dОТВ.
Подготовка к эксперименту 1. Изучить электроэрозионный станок модели 4Г721М. 2. Изучить правила техники безопасности (приложение 1). 3. Измерить толщину заготовки h. Результат измерений занести в отчет, 4. Установить обрабатываемую заготовку в приспособление на столе станка. 5. Установить на панели генератора импульсов переключатели режима ЭЭО в заданные положения (по указанию преподавателя), записать их в табл.5.1 отчета. 6. Измерить начальную длину l0 электрода-инструмента (табл.5.2 отчета), установить ЭИв державку головки станка. 7. Установить частоту следования импульсов напряжения 8 кГц. Проведение эксперимента 1. Провести прошивку отверстия, регистрируя время t, напряжение U, силу тока I (табл.5.2). 2. Снять электрод-инструмент, измерить его длину lк (табл.5.2). 3. Повторить прошивку отверстий тем же ЭИ при той же частоте импульсов еще 2 раза (см.п.6 разд. "Подготовка к эксперименту" и пп.1-2 разд."Проведение эксперимента"). 4. Провести прошивку отверстий еще при двух частотах из ряда f = 22, 44, 66, 88, 200 кГц (по три опыта для каждого значения f). Результаты измерения занести в табл.5.2 отчета. 5. Снять заготовку, измерить и занести в табл.5.3 значения диаметров полученных отверстий dОТВ Обработка результатов эксперимент 1. Вычислить торцевой износ l* (табл.5.3). 2. Вычислить средние арифметические значения t, l*, d ОТВ для всех частот (приложение 2). 3. По формуле (5.3) определить скорость прошивки отверстия υ (табл.5.3). 4. Для одного значения f вычислить случайные εt, ε l*, εd систематические θt, θ l*, θd погрешности иполуширину доверительного интервалов Δt, Δ l *, ΔdОТВ для t, l*, dОТВ, а также относительные погрешности (приложение 2). Результаты вычислений занести в табл.5.4 отчета. 5. Построить графики υ = f(f), l * = f(f), dОТВ = f(f). 6. Сделать выводы о влиянии частоты импульсов f на скорость прошивки отверстий, торцевой износ ЭИ и диаметр обработанного отверстия.
Контрольные вопросы 1. От каких факторов зависит съем металла с электродов при ЭЭО? 2. Нарисуйте форму импульсов тока и назовите их параметры. Напишите формулы, связывающие f, Т, q, τи. 3. Объясните влияние частоты следования импульсов f на скорость прошивки отверстия υ, торцевой износ ЭИ l * и диаметр отверстия dOTВ. 4. Поясните методику расчета погрешностей измерения физических величин.
ОТЧЕТ по лабораторной работе № 4 (ЭЭО-2) (задание I)
студентов (Ф.И.О., № группы) ________________________________________ __________________________________________________________________
Характеристики ЭИ и ЭЗ: материал ЭИ __________________; d = __________________ мм; материал ЭЗ __________________; h = __________________ мм. Рабочая среда _____________________________________________ Полярность _______________________________________________ Таблица 4.1 Режим ЭЭО
Таблица 4.2 Результаты эксперимента
Таблица 4.3 Расчет средних значений времени
Таблица 4.4 Среднеквадратическое δ, случайные ε, систематические θ погрешности, полуширина доверительных интервалов иокончательные результаты для dОТВ, l *, t и υ.
Графики зависимостей
υ = f(f), l * = f(f), dОТВ = f(f).
Выводы:_________________________________________________________ ________________________________________________________________ ________________________________________________________________ ________________________________________________________________ ________________________________________________________________ ________________________________________________________________ ________________________________________________________________
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-07-11; просмотров: 413; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.152.146 (0.008 с.) |

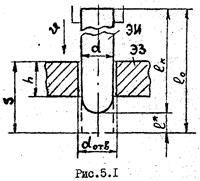 В данной лабораторной работе исследования проводятся на электроэрозионном станке модели 4Г721М при прошивке отверстий в листовой заготовке (рис.5.1), Электрод-инструмент представляет собой металлический цилиндрический стержень диаметром d. Прошивается отверстие диаметром dОТВ в листовой заготовке толщиной h. При прошивке ЭИ проходит расстояние s, Вследствие эрозии длина ЭИ уменьшается на величину износа
В данной лабораторной работе исследования проводятся на электроэрозионном станке модели 4Г721М при прошивке отверстий в листовой заготовке (рис.5.1), Электрод-инструмент представляет собой металлический цилиндрический стержень диаметром d. Прошивается отверстие диаметром dОТВ в листовой заготовке толщиной h. При прошивке ЭИ проходит расстояние s, Вследствие эрозии длина ЭИ уменьшается на величину износа

 и скорости
и скорости  прошивки, износа ЭИ
прошивки, износа ЭИ  и диаметра обработанного отверстия
и диаметра обработанного отверстия 
 ,
c
,
c
 ,
мм
,
мм
 ,
мм
,
мм