Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Материаловедение и технологияСодержание книги
Поиск на нашем сайте
КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ОТЛИВКИ
Методические указания к выполнению контрольной работы №1 для студентов заочной формы обучения специальностей 150001 -Технология машиностроения;150003 -Инструментальные системы машиностроительных производств; 150202 -Оборудование и технология сварочного производства; 150204 -Машины и технология литейного производства; 190301 –Локомотивы и контрольной работы №2 для студентов специальности 140501 -Двигатели внутреннего сгорания
Издание 2-е, исправленное и дополненное
Брянск 2009
УДК 621.74 Технологические процессы машиностроительного производства. Технология конструкционных материалов. Разработка технологического процесса изготовления отливки: методические указания к выполнению контрольной работы №1 для студентов заочной формы обучения специальностей 150001 -Технология машиностроения, 150003 -Инструментальные системы машиностроительных производств, 150202 -Оборудование и технология сварочного производства, 150204 -Машины и технология литейного производства, 190301 –Локомотивы и контрольной работы №2 для студентовспециальности 140501 -Двигатели внутреннего сгорания. - Изд. 2-е доп. и испр. ― Брянск: БГТУ, 2009. ― 16 с.
Разработали: С. В. Давыдов д-р. техн. наук, проф., А. Я. Шатов канд. техн. наук, доц.
Рекомендовано кафедрой «Технология металлов и металловедение» БГТУ (протокол № 9 от 25.12.08 г.)
Печатается по изданию: Технологические процессы машиностроительного производства. Технология конструкционных материалов. Разработка технологического процесса изготовления отливки: методические указания к выполнению контрольной работы №1 для студентов заочной формы обучения специальностей 120100 - «Технология машиностроения»;120300 -«Машины и технология литейного производства» и контрольной работы №2 для студентовспециальности 101200 - «Двигатели внутреннего сгорания». ― Брянск: БГТУ, 2004. ― 17 с. ПРЕДИСЛОВИЕ Литейное производство является основной заготовительной базой современного машиностроения. Литьём изготовляют ответственные детали в станкостроении (станины металлообрабатывающих агрегатов и станков, рамы и валки прокатных станов и др.), подвижного состава железных дорог (автосцепное устройство, боковина тележки и др.), двигателей внутреннего сгорания (блоки цилиндров, поршни и др.), теплоэнергетики (лопасти газовых турбин, детали парокотельной арматуры и др.), космической техники (детали двигателей космических ракет и др.) и т. п. Основными задачами литейного производства являются: 1. Получение отливки, конфигурация которой максимально приближена к конфигурации готовой детали. 2. Ограничение механической обработки отливки только отделочными методами (чистовое точение и фрезерование, шлифование, полирование и т.д.). Отливки получают в литейной форме различными способами литья (литье в разовые песчано-глинистые формы, кокильное литье, литье по выплавляемым и выжигаемым моделям, центробежное литье, литье под давлением, литье в оболочку и т.д.). Изготовление отливки начинается с разработки технологического процесса. При этом ставится задача изготовить отливки с наименьшими затратами средств, времени и труда. Это во многом зависит от технологии изготовления отливок, их качества, величины припусков на механическую обработку, размерной точности. На чертёж детали технолог литейного цеха наносит базовые элементы литейной технологии и технические требования к изготовлению формы и отливки. На основании разработанной технологии осуществляют технологическую подготовку производства: проектируют и изготовляют технологическую оснастку (модельные комплекты, стержневые ящики, опоки и т.д.), подбирают технологическое формовочное и стержневое оборудование, разрабатывают технологию получения сплава и т.д. Уровень качества полученной отливки полностью определяет трудоёмкость её дальнейшей механической обработки, а в конечном итоге, и себестоимость изделия в целом. При выполнении данной контрольной работы студент обязан понять сущность процесса получения отливки, усвоить основные термины и определения, используемые в литейном производстве, получить практические навыки разработки технологического процесса изготовления отливки по чертежу детали согласно правилам графического выполнения элементов литейных форм и отливок в соответствии с ГОСТ 3.1125-88 [1]. Прежде чем приступить к практическому выполнению предусмотренного контрольной работой задания, студент должен изучить данные методические указания.
1. Основные понятия и определения Литейной технологии
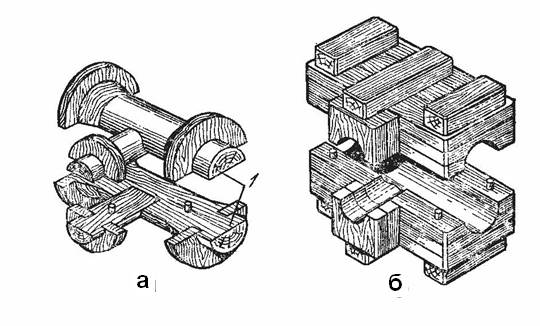
Отливка ― заготовка, полученная методом заливки жидкого металла в литейную форму. Процессы изготовления отливок в металлических формах называют литьём в кокиль, или в постоянные формы, в которых можно получить от нескольких десятков до несколько тысяч отливок. Получение отливок в формах, изготовленных из формовочных и стержневых смесей, называется литьём в песчано-глинистые формы или литьем в разовые формы. После кристаллизации металла такие формы разрушаются с последующим извлечением отливки. Литейная форма ― устройство (система элементов), изготовленное из металла (кокиль) или из формовочных и стержневых смесей (земляная форма), имеющее рабочую полость, конфигурация внутренней поверхности которой соответствует конфигурации наружной поверхности отливки. Необходимым элементом литейной формы является литниковая система. литниковая система – это система горизонтальных и вертикальных каналов, по которым жидкий металл при заливке из ковша течёт в полость литейной формы. К литниковой системе относятся также и резервуары для металла (прибыли и выпоры), питающие кристаллизующуюся отливку. Прибыли – система дополнительных резервуаров (полостей) в литейной форме, связанных с полостью литейной формы. при заливке формы в прибылях создается дополнительный запас расплава для компенсации объемной усадки металла при его кристаллизации в литейной полости. В процессе поступления металла из прибыли в полость формы предотвращается возникновение в отливке усадочных раковин, рыхлот и пористости, которые являются браком, т.е. прибыли обеспечивают получение максимально плотной структуры металла отливки. выпор – вертикальный конусовидный канал, соединяющий полость литейной формы с атмосферой. Кроме дополнительного питания отливки расплавом, выполняет функцию вывода воздуха из полости литейной формы при ее заполнении жидким металлом. Песчано-глинистые формы изготовляют с использованием моделей. Модель ― приспособление, изготовленное из металла, дерева или пластмассы, имеющее конфигурацию отливки и отличающее от неё наличием знаковых частей для установки стержневых элементов литейной формы и размерами, увеличенными на величину литейной усадки и припусков на механическую обработку (рис.1,а). Дополнительно на модель устанавливают модели прибылей. Модель крепится к подмодельной плите, а вместе они образуют модельный комплект. На подмодельную плиту монтируют модели элементов литниковой системы. Для получения отверстий и полостей сложной конфигурации в отливках применяют стержни. Стержень ― часть литейной формы, изготовляемая из металла или стержневой смеси отдельно от нее, которая в дальнейшем устанавливается внутрь литейной формы. Стержень предназначен для получения сквозных и глухих отверстий, внутренних и наружных полостей сложной конфигурации в отливке и имеет части, непосредственно не соприкасающиеся с жидким металлом. Эти части стержня, служащие для установки и фиксации его в полости литейной формы, называют знаковыми частями. Стержни изготовляют в разъёмных или вытряхных стержневых ящиках пескодувным или пескострельным методом (рис.1,б). Формовочные смеси ― сыпучие материалы, состоящие из огнеупорного наполнителя (кварцевого песка), связующего (огнеупорной глины, бентонита) и воды. Различают формовочные смеси: облицовочные, наполнительные и единые. Наполнительные и единые смеси отличаются от облицовочных наличием в них отработанной смеси.
Рис.1. Деревянная модель отливки из двух половинок (а) и деревянный стержневой ящик (б): 1 – модель знаковых частей стержня
Стержневые смеси ― сыпучие материалы, состоящие из огнеупорного наполнителя (кварцевого песка), связующего (жидкого стекла, синтетических смол и т. п.) и специальных добавок, отличающиеся от формовочных смесей большей огнеупорностью, податливостью и газопроницаемостью. Для повышения твёрдости и прочности формовочной смеси её уплотняют на модели. Смесь уплотняют машинной формовкой методом встряхивания или прессования. Для облегчения извлечения из формы после уплотнения формовочной смеси модели имеют формовочные уклоны на поверхностях, расположенных вертикально [2]. Формы изготовляют с использованием опок и без опок. В последнем случае процесс называют безопочной формовкой. Как правило, литейная опочная форма предусматривает наличие двух опок – верхней и нижней. Опока ― литая или сварная металлическая рамка, служащая для удержания уплотненной формовочной смеси при изготовлении формы и её транспортировке. В конструкции опок предусмотрены центрирующие и направляющие втулки для точной сборки формы и фиксации полуформ в момент заливки.
|
||||
|
|
Последнее изменение этой страницы: 2016-06-29; просмотров: 205; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.157.203 (0.008 с.) |