Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
На соревнование в бензобак заливается определенное а тренировке количество бензинаСодержание книги
Поиск на нашем сайте
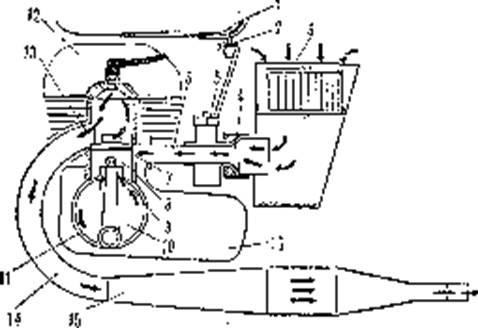
ДВИГАТЕЛЬ Форсировка двухтактных двигателей. В борьбе за «Большой приз» по мотокроссу надежные и легкие двухтактные двигатели полностью вытеснили мотоциклы с четырехтактными двигателями, превзойдя их в приемистости, максимальной мощности и простоте конструкции. При форсировке двухтактного двигателя главное предусмотреть увеличение проходных сечений, чтобы получить максимальное наполнение цилиндра рабочей смесью. На форсированном двигателе следует предусмотреть эффективное охлаждение, выраженное в сильно развитом оребрении цилиндра и головки цилиндра, путем изготовления новой рубашки цилиндра и головки цилиндра либо наваркой алюминиевых пластин на стандартные рубашки цилиндров и головки, с последующей их фрезеровкой. При изготовлении новых двигателей желательно предусмотреть ребра охлаждения на картере двигателя. Для обеспечения гарантированной работы двухтактного двигателя на больших оборотах необходимо позаботиться об установке сепараторов (стальных, посеребренных) в нижней и верхней головках шатуна, а также установить мягкие, узкие, стальные, хромированные поршневые кольца на цельнокованый либо отлитый в кокиль поршень. Правильно подобранные, настроенные и отрегулированные системы впуска и выпуска, магнето или транзисторное зажигание, автоматическое опережение момента зажигания и нужная свеча позволяют получать стабильные показатели в работе двигателя при максимальной мощности. Точное изготовление и подгонка всех деталей двигателя, легкое вращение валов коробки передач, правильная установка и регулировка фаз газораспределения, наладка и настройка двигателя на трассе являются неотъемлемыми в форсировке двигателя. Начиная работы по форсировке двухтактного двигателя, следует запомнить и строго выполнять их порядок (рис. 29). Проследим за ходом рабочей смеси через двигатель:
Рис. 29. Схема порядка работ по форсировке двухтактного двигателя: 1—бензиновый бак; 2—бензокраник; 3—воздушный фильтр; 4—насадка карбюратора; 5—карбюратор 6—впускной патрубок; 7—впускной канал; 8—поршень 9—перепускной (продувочный) канал; 10—коленчатый вал 11—кривошипная камера; 12 — головка цилиндра; 13—выпускной канал; 14—выпускная труба; 15—глушитель: 16-
коробка передач
БЕНЗОБАК Бензобак составляет продолжение сиденья-подушки не препятствует перемещению гонщика на мотоцикле. Устанавливается как можно ниже и ближе к центру тяжести мотоцикла. Имеет обтекаемую форму, без острых углов, с плотно закрываемой и надежно фиксируемой пробкой, воздухоотводной трубкой. Емкость бензобака подбирается в зависимости от расхода топлива и времени нахождения мотоцикла на дистанции. Для определения расхода топлива обычно устанавливается бензобак большей емкости, проводится контрольная тренировка по трассе будущих соревнований, замеряется расход бензина и время работы мотоцикла.
Рис. 30. Варианты крепления бензобака: а—передние и задние ушки—на резиновых втулках; б—передние ушки—на резиновых втулках. задние—жестко в—бак лежит на губчатой резине и пристёгнут ремнём
На соревнование в бензобак заливается определенное а тренировке количество бензина плюс один литр для подстраховки. Подбирается бензобак подходящего объема. Если нет возможности установить подходящий бензобак, то в имеющийся заправляют нужное количество бензина. Лишний бензин возить не рекомендуется. Соревнования проводятся в 2—3 заезда, и каждый раз можно дозаправиться. Лишний бензин — лишний вес мотоцикла, да еще и в верхней части, а это быстрее утомляет гонщика, уменьшает устойчивость, ухудшает управляемость и приемистость мотоцикла, а также уменьшает эффективность торможения. Наиболее распространенные бензобаки емкостью 5—7 л для мотоциклов с маленьким рабочим объемом и 6—10 л для мотоциклов с большим рабочим объемом. Бензобак надежно закрепляется на раме мотоцикла. Чтобы не было обрыва ушек и трещин бензобака при деформации рамы во время езды, его крепят на сайлентблоках, либо оставляют одну точку крепления подвижной, либо под бензобак подкладывают губчатую резину, войлок и затягивают его ремнем (рис. 30).
Бензобак обычно изготовляют из листового железа штамповкой и сваркой. На лучших образцах мотоциклов установлены более легкие бензобаки из стеклопластика и капрона, часто просвечивающие, что позволяет контролировать наличие бензина. Бензобаки из алюминия требуют мягкого крепления, устанавливаются на раму с подушками из губки и крепятся ремнем или резинками
Бензокраник. При подготовке любого мотоцикла к соревнованиям или тренировке следует уделять внимание внутренней чистоте бензобака, заправляемого бензина и работе бензокраника. На кроссовых мотоциклах обычно используются краники прямоточные, с напаянной водогрязенепроницаемой сеточкой в зоне забора бензина. Это простые и надежные бензокраники. Можно использовать и серийные бензокраники с отстойниками, но предварительно рассверлив в них все пропускные отверстия до 4,5 мм. Эти краники не так надежны, так как приходится следить за прокладкой отстойника и другими деталями. При установке бензокраника на бензобак следует его хорошо закрутить, чтобы не было течи по резьбе ни по каналу, а также следить за тем, чтобы рычажок, который открывает бензокраник, нельзя было случайно закрыть ногой при езде. Бензокраник не должен протекать ни по резьбе, ни по каналу. Бензопровод —обычно резиновый бензомаслостойкий шланг, надевается на штуцер краника плотно, с некоторым усилием. Для летних соревнований можно применять прозрачные хлорвиниловые трубочки. Чтобы бензопровод не соскочил случайно с карбюратора или бензокраника, неплохо уплотнить его при помощи мягкой (0,6—0,8 мм) проволоки, намотав три-четыре раза и затянув концы пассатижами. Можно поставить на концы бензопровода уплотнительные колпачки или колечки.
ВОЗДУШНЫЙ ФИЛЬТР Жизнь двигателя, его «дыхание», безотказная работа и долговечность поршневой группы полностью зависят от работы воздушного фильтра. Особое внимание следует обратить на выбор конструкции, правильную установку и работу воздушного фильтра. В последнее время почти на всех кроссовых мотоциклах, выступающих на чемпионатах мира и национальных первенствах, устанавливаются бумажные фильтрующие элементы, защищенные от прямого попадания грязи, воды и пыли специальными корпусами. Малый вес и отличная фильтрация поступающего в двигатель воздуха, быстрая смена в случае засорения, вот что привлекает спортсменов и как раз то, что нужно в жестких условиях современного мотокросса. При засорении фильтрующего элемента его нужно снять, аккуратно, чтобы не повредить бумажный слой, постучать о ровную поверхность, выбить крупные частицы грязи, пыли. Когда фильтр сильно замаслен и загрязнен, его нужно заменить на новый. Промывать бумажный фильтр в бензине нельзя, так как теряется его фильтрующая способность. Устанавливать бумажные фильтры надо аккуратно, прокладывая между ними и крышками уплотнительные прокладки из губчатой резины. Не рекомендуется сильно зажимать фильтры, так как происходит деформация каркаса фильтра, что приводит к преждевременному выходу его из строя. Новинкой 1969 года были поролоновые фильтры. По конструкции по работе они почти ничем не отличаются от бумажных. Единственное отличие—это фильтрующий элемент из микропористого поролона. Эти фильтры, как и бумажные, боятся влаги. По дешевизне и простоте с бумажными и поролоновыми фильтрами конкурируют большеобъёмные фильтры с фланцевым фильтрующим элементом, но они быстро засоряются. Масляные фильтры отлично зарекомендовали себя в ряде тяжелых мотокроссов, они надежны, долговечны и безотказны в работе. Единственным недостатком их
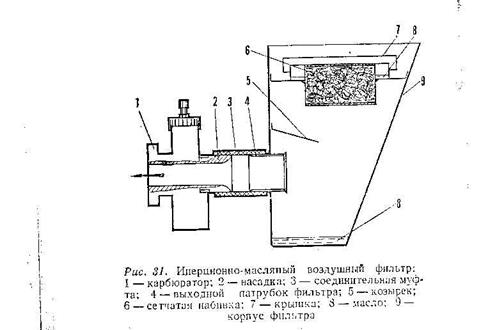
является большой вес и громоздкость. Масло очищает воздух от крупных абразивных частиц, затем воздух проходит тонкую очистку сетчатом элементе (или капроновой набивке), смоченной в масле. Дно фильтра тоже покрыто топким слоем масла или солидола, так что в случае прохождения пыли через сетку она осядет на дно фильтра (рис. 31). Иногда спортсмены применяют сетчатые фильтры без масляной ванны. В этом случае очистка воздуха хуже, и чаще приходится промывать фильтр. Комбинированные воздушные фильтры в мотокроссе почти не применяются, но в особо пыльных условиях иногда целесообразна двойная фильтрация воздуха, чтобы уберечь двигатель.
Для всех систем и конструкций воздушных фильтров, применяемых на мотоциклах, основное требование — иметь наименьшую скорость потока воздуха, проходящего через фильтр. Это достигается большим объемом фильтра и большой площадью фильтрующей поверхности. Кроме того, при установке воздушного фильтра нужно помнить, что расстояние между карбюратором и стенкой фильтра должно быть не менее двух с половиной диаметров диффузора карбюратора и диаметр соединительного патрубка—не менее диаметра карбюратора. Лучше всего, когда установлена специальная насадка на карбюратор, а она уже при помощи уплотнительной резинки соединена с воздушным фильтром (рис. 31). Чтобы уменьшить потери мощности двигателя на больших оборотах, рекомендуется объем корпуса фильтра делать равным или большим двадцати объемов цилиндра Vф > 20 Vц где Vф — объем фильтра; Vц —объем цилиндра. На мотоциклах классов 250—750 см3 трудно разместить воздушный фильтр нужного объема, поэтому приходится устанавливать фильтры по имеющемуся месту, но все время стремясь к идеальному варианту.
КАРБЮРАТОР Для получения больших мощностей берут площадь проходного сечения карбюратора, равную 6,5 см2 на 100 см3 рабочего объема двигателя. Например: для двигателя с рабочим объемом цилиндра 125 см3 нужен карбюратор с площадью проходного сечения 8,12 см2 (100 см3 + 25 см3) 6,5 — 1,52 = 8,12 см2, что соответствует карбюратору с диффузором 32 мм Можно подсчитать диаметр диффузора карбюратора для любого класса мотоциклов. Например: для 350 см3 = 53 мм, для 250 см2 = 45 мм. Мотоциклетных карбюраторов с Ø53 мм не существует, поэтому для такого случая необходимо применять два карбюратора или один автомобильный. Практика использования двух карбюраторов на мотоцикле ИЖ-57 и других его модификациях подтверждает правильность пути по увеличению площади проходного
сечения карбюратора (это два карбюратора Ø 27,5 мм К-28Б). В мотокроссе обычно приходится занижать предельные возможности получения максимальной мощности, и это лишь потому, что требуется отличная приемистость и долговечность кроссовых двигателей. Все карбюраторы должны устанавливаться со специальной насадкой. В карбюраторе без насадки с малым закруглением у входа происходит отрыв потока газа от стенок и создаются сильные завихрения, которые уменьшают пропускную способность карбюратора и ухудшают наполнение цилиндра.
Мотоциклов 50 см3 – К55, К36 125 см3 и 175 см3 — К.28 Б, К-194 Ø28, К-195 Ø 30; 250 см3— К-I94 Ø 32; 350 см3 и 500 см3 - МЦ Ø34. Карбюратор с центральной поплавковой камерой имеет ряд преимуществ перед другими конструкциями. Хорошо зарекомендовали себя карбюраторы Ленинградского карбюраторного завода. Карбюратор с центральной поплавковой камерой отлично работает при любых кренах мотоцикла, не «заливает» двигатель при падениях, легко защищается от попадания пыли, грязи и воды.
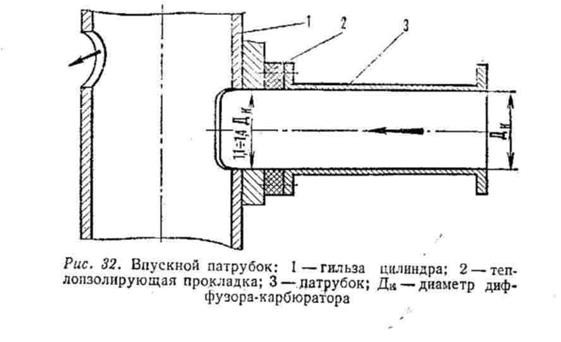
ВПУСКНОЙ ПАТРУБОК При изготовлении или подборе впускного патрубка (рис.32) следует помнить и выполнять ряд обязательных требований, которые в значительной степени влияют на мощность и нужный режим работы двигателя.
Длина впускного патрубка подбирается в зависимости от фазы газораспределения, диаметра диффузора карбюратора и предполагаемых максимальных оборотов двигателя. Основное правило: чем меньше фаза впуска и диаметр диффузора, тем короче впускной патрубок. Нужная длина впускного патрубка подбирается путем установки и подбора длины дистанционных вставок между карбюратором и цилиндром. Обычно при доводке двигателя на испытательном стенде для данного двигателя подбирается наилучшая длина впускного патрубка. А потом для подобных двигателей изготавливаются патрубки, по длине соответствующие подобранному на стенде. Эту работу можно произвести в обычных дорожных условиях методом засечки времени при прохождении прямого отрезка трассы. Правильно подобранная длина впускного патрубка дает возможность использовать резонансные явления газового потока, что повышает коэффициент наполнения цилиндра, т. е. использование давления столба воздуха во впускном патрубке. Замечено, что более длинный впускной патрубок улучшает работу двигателя на низких оборотах, а более короткий — лучше для больших оборотов. Для каждого двигателя нужно подобрать оптимальную длину впускного тракта (от зеркала цилиндра до конца насадки). Внутренняя поверхность патрубка чисто обрабатывается и полируется до блеска. На кроссовых мотоциклах желательно устанавливать впускной патрубок под прямым углом к оси цилиндра. Установка впускного патрубка под углом уменьшает эффективную площадь впускного окна. Например: при установке впускного патрубка под углом 45° F = 7,76 см х соs45° = 5,55 cм2, т. е. 70,6% от общей площади. Такое расположение впускного патрубка невыгодно, хотя и дает более плавный поток по сравнению с патрубком, расположенным под углом 90°.
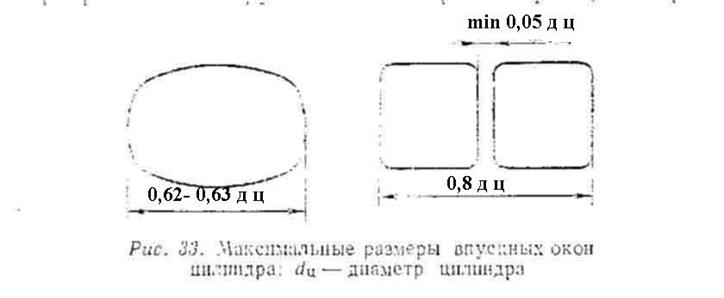
Иногда как исключение из-за конструктивных неудобств (низкая горловина картера и т. д.) приходится располагать впускной патрубок под некоторым углом к оси цилиндра. В этом случае всасывающее окно делают шире, сохраняя пропускную способность окна (рис. 33).
Для получения более плотного заряда свежей смеси между впускным патрубком и рубашкой цилиндра, к которой он крепится, рекомендуется устанавливать толстую,(5 – 8 мм) специальную прокладку из теплоизоляционного материала либо соединять карбюратор с патрубком через резиновый шланг. Патрубок карбюратора надежно прикрепляется к рубашке цилиндра четырьмя, а при разделенном третьим каналом патрубке пятью болтами или шпильками. Для лучшей герметичности соединения уплотнительные прокладки лучше всего делать из паранита толщиной 0,5 мм и смазывать бакелитовым лаком. ВПУСКНОЕ ОКНО Для лучшего наполнения картера двигателя площадь впускного окна цилиндра должна быть равна 1,1—1,4 площади проходного сечения карбюратора, так как окно открыто полностью только в течение короткого времени от общей продолжительности впуска. Фазы впуска у всех спортивных двухтактных двигателей практически одинаковы и измеряются в углах поворота коленчатого вала либо в процентах хода поршня. Зная рабочий объем цилиндра и подсчитав нужную пропускную площадь впускного окна, следует определить фазу впуска. Фазы впуска для кроссовых мотоциклов с каждым годом приближаются к фазам впуска шоссейно кольцевых мотоциклов (205—210°—фаза на сегодня). Лучшие фазы впуска большинства кроссовых мотоциклов находятся в пределах 160—190° поворота коленчатого вала. Обычно фаза впуска равна фазе выпуска, но она с успехом корректируется подрезкой нижней (регулирующей) кромки юбки поршня на 2—5мм, что, в свою очередь, способствует созданию непрерывного газового потока за счет полностью открытого на некоторое время впускного окна. Для простоты расчета высоты впускного окна (для любого хода поршня) надо брать процентное отношение высоты окна к ходу поршня приблизительно: В = 42—43% от h, где В — высота впускного окна; h—ход поршня. Ширина окна обычно выполняется равной 62—63% диаметра цилиндра (измерение по хорде), но если делать окно с перемычкой, то можно ширину окна доводить до 80% диаметра цилиндра. Форма впускного окна чаще всего берется прямоугольная с небольшими радиусами закругления на углах, чтобы как можно эффективнее использовать полезную проходную площадь окна. Лучший вариант впускного окна — это ровное, квадратное окно без перемычки. Минимальный радиус закруглений в углах впускного окна 5 мм. Острые кромки окна закругляются радиусом 0,5 мм со всех сторон. Ширина перемычки между окнами находится в зависимости от диаметра цилиндра и берется равной 0,05—0,1 диаметра цилиндра. Нижняя кромка впускного окна должна открываться поршнем сразу по всей площади, так как время открытия окна очень маленькое, а впустить нужно максимальное количество рабочей смеси. Нужно помнить о площади поперечного сечения окна, она должна быть достаточной для данного класса (6,5 см2на 100 см3 двигателя). Только в этом случае двигатель будет «дышать» легко, и задержки на пути рабочей смеси не будет. Аккуратность, точность разметки и исполнение всех размеров позволит разместить нужное впускное окно в цилиндре. После окончания работ по распиловке окна и подгонке его по рубашке нужно заполировать поверхность канала до блеска.
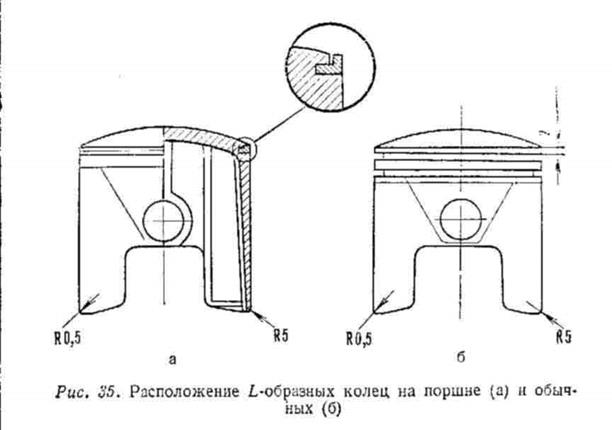
ПОРШЕНЬ Поршень — это одна из основных и наиболее ответственных детален спортивного двигателя. Чаще всего поршень для спортивного двигателя изготовляется заново. Обычно поршень отливается из сплава алюминия кокильным литьем, под давлением. Лучшими являются цельнокованые поршни из материала АК—с последующей термообработкой. При изготовлении нового поршня или использовании имеющегося следует обратить внимание на ряд обязательных требований, предъявляемых к поршню для спортивного двигателя. Поршень должен быть надежным и жестким, для этого необходимо иметь: а) ребра жесткости (от бобышек поршневого пальца к днищу), чтобы не было смятия и отрыва головки поршня; б) ребра жесткости на юбке со стороны впуска и выпуска (чтобы юбка не деформировалась на концах); в) толщина днища поршня не менее 5 мм плюс ребра жесткости (чтобы исключить возможность прогорания и продавливания днища головки поршня); г) мощные бобышки поршня, соответствующие 1,5 диаметра поршневого пальца (чтобы выдержать большие нагрузки, передаваемые через поршень на шатун); д) сплав, из которого изготовлен поршень, должен иметь небольшой коэффициент линейного и объемного расширения. Коэффициент линейного расширения материала поршня при 100°С - 0,01. Чистая обработка рабочих поверхностей, перпендикулярность осей поршня и поршневого пальца, нужная глубина канавок под стопорные кольца, правильная надежная установка их обеспечивают нормальную, безаварийную работу поршня. Стопорные кольца поршневого пальца в канавках должны утопать на 0,6—0,7 диаметра проволоки стопорного кольца. Изношенные либо плохо пружинящие стопорные кольца устанавливать на поршень нельзя, так как они могут вылететь и вывести из строя поршень, цилиндр, головку, коленчатый вал двигателя. Отверстие под поршневой палец выполняется по скользящей посадке и обязательно должно иметь каналы под смазку. Глубина канавки под поршневое кольцо делается такой, чтобы кольцо утопало в ней на 0,3—0,4 мм, а ширина канавки была равна ширине кольца +0,03. Рекомендуется производить притирку поршневых колец в канавках. Это нужно делать до установки стопорных штифтов. Для этого нужно установить поршневое кольцо в канавку на поршень, слегка смазав ее моторным маслом, вставить поршень с кольцом в цилиндр на глубину 10—15 мм и, вращая поршень, добиться свободного проскальзывания кольца в поршневой канавке. После этого промыть поршень в бензине, снять поршневое кольцо, установить в нужном месте стопор. Расположение верхнего L-образного кольца в одной плоскости с краем сферы головки поршня дает возможность точно отсекать, регулировать фазы продувки и выпуска, но боязнь перегрева и поломки поршневых колец (некачественны) заставляет располагать их на 1—2 мм ниже сферы (рис. 35).
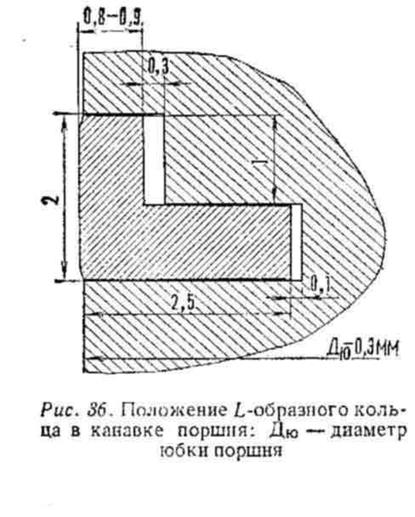
При использовании плоских поршневых колец расположение их тоже максимально приближается к верхней кромке поршня. Канавки под L-образные кольца — ступенчатые, с одинаковыми зазорами при упоре кольца в канавку (рис. 36).
Для улучшения динамики газового потока со стороны впуска нужно скруглить нижний край юбки поршня радиусом R= 5 мм. Величина подрезания юбки поршня со стороны впуска 2 - 5 мм, с запиловкой радиуса округления и полировки этой кромки. Чтобы иметь неразрывный газовый поток большее время, управляющая кромка поршня должна уходить примерно на 10—15% хода поршня за верхнюю кромку окна. Лучшие результаты достигнуты при подъеме поршня над верхней кромкой окна на 3,5—5 мм. При установке нового поршня надо помнить о площади поперечного сечения продувочных окон на поршне. Они не должны быть меньше, чем окна в гильзе цилиндра.
Поршневые кольца. Значительная часть механических потерь в двигателе происходит за счет трения поршня и поршневых колец о стенки цилиндра. Для уменьшения этих потерь нужна хорошая смазка, меньшая площадь трения. Немалое значение в этом вопросе имеет толщина поршневых колец, качество, количество, конструкция. Качество работы двигателя зависит прежде всего от работы такого сопряжения, как поршень—поршневое кольцо—гильза. Поршневые кольца обеспечивают необходимую герметичность и наиболее благоприятные условия для отвода тепла. Несмотря на кажущуюся простоту конструкции, поршневое кольцо является такой деталью, к которой предъявляются особо высокие требования по точности изготовления. Износостойкость поршневых колец в значительной степени определяет долговечность всего двигателя. Производство заготовок поршневых колец осуществляется методом индивидуального литья в песчаные формы, реже из маслот. Поршневые кольца отливаются из специального серого чугуна. В поседнее время для изготовления колец стали применять высокопрочный чугун с шаровидным графитом, а также сталь. Конструкция поршневых колец. Наиболее широкое распространение имеют поршневые кольца прямоугольного сечения. Верхнее кольцо работает при полусухом трении и подвергается максимальному коррозийному износу и большим температурным нагрузкам. Поэтому рабочую поверхность поршневых компрессионных колец, как правило, хромируют. Толщина хромового покрытия 0,08—0,18 мм при глубине пористого слоя 20—60 мк. Из условий лучшей приработки и уменьшения давления изготовляются поршневые кольца с внутренней сточкой. Это L-образные кольца торсионного типа (рис. 38.а).
Приработка их идет нижним поясом (рис. 38,6). Удельное давление такого кольца на стенки цилиндра, а это основной фактор, определяющий работоспособность поршневых колец, вдвое меньше, чем у колец прямоугольного сечения. Для стандартных колец прямоугольного сечения нужно предусмотреть внутренний односторонний скос (рис, 38,в). Это кольца серийных мотоциклов «ИЖ», «Ковровца»; «Тулы» и других. Удельное давление кольца на стенки цилиндра у различных двигателей имеет широкий диапазон от 0,5—2,9 кг/см2.
По мере увеличения диаметра колец удельное давление уменьшается. Изменение упругости при одном и том же диаметре достигается в основном за счет изменения радиальной толщины колец. Большое значение в работе поршневых колец имеет размер зазора в замке. Для спортивных двигателей зазор в замке берется 0,1 мм на каждые 25 мм номинального наружного диаметра кольца. Отношение номинального диаметра к радиальной толщине поршневого кольца Дн/Т= 20—27, где Дн — номинальный диаметр кольца, Т— радиальная толщина кольца. Для быстроходных спортивных двигателей высота колец ограничивается опасностью действия больших инерционных сил, способствующих вибрации и износу канавок поршня и самих колец по высоте. Высота поршневого кольца зависит от диаметра цилиндра и равна 6,6—2 мм максимально, кроме L-образных, где высота может быть больше. Зазор между внутренним диаметром кольца и поршневой канавкой для компрессионных колец 0,25—0,75 мм. Большее значение имеет зазор между поршневыми кольцами и канавками по высоте 0,03—0,05 мм. Поверхность кольца должна быть отличного качества. Поршневые кольца должны быть гладкими, чистыми, свободными от усадочных трещин, пор, раковин, рыхлостей и т.д. Отрицательное влияние на работу двигателя может оказать коробление поршневых колец, которое обычно возникает вследствие внутренних напряжений или неосторожного обращения с кольцами. Качество поршневых колец в значительной степени зависит от плотности прилегания их рабочей поверхности к стенке гильзы (определяется величина дуги прилегания или световой щели). Поршневой палец. Для уменьшения веса поршневой палец нужно облегчить, сделав выборку металла на его металонагруженных концах (рис. 41)
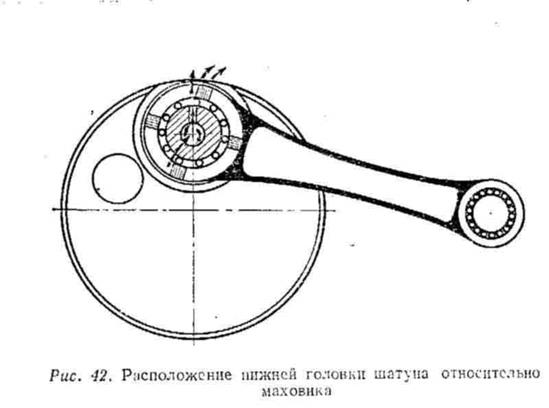
КОЛЕНЧАТЫЙ ВАЛ При имеющихся в настоящее время хороших маслах мазка из бензина с маслом является вполне удовлетворительной для соревнований по мотокроссу. Но важно помнить, что подшипнику нижней головки шатуна не хватает смазки, поэтому надо его смазывать как можно больше. С этой целью диаметр внутренних дисков маховика должен быть на уровне наружного диаметра нижней головки шатуна (рис. 42), т. е. максимально малый диаметр щек коленчатого вала.
Другой важной особенностью конструкции кроссовых двигателей является сравнительно короткий шатун. Изменение диаметра маховиков н длины шатуна влечет за собой изменение некоторых других факторов (фаз газораспределения, скорости поршня, давления в картере и пр.). Следует учесть эти моменты при подготовке двигателя к серьезным соревнованиям.
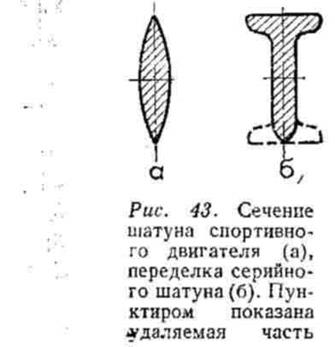
Шатун. Для лучшей смазки нижней головки шатуна и уменьшения сопротивления впуска желательно, чтобы сечение шатуна было овальным (рис.43,а). Толщина шатуна 4—5 мм вполне достаточна для двигателей классов 125—175 см3 и 5—6 мм для самых мощных двигателей классов 250—500 см3 Шатун двутаврового сечения можно модернизировать путем опиловки (рис. 43,6) со стороны впускного окна и последующей полировки.
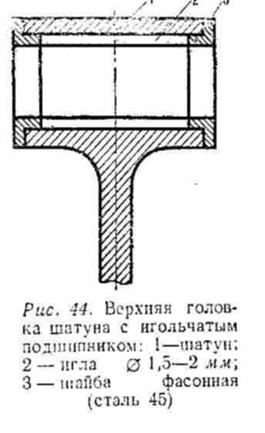
Для улучшения смазки пальца можно снять часть металла. Это помогает маслу просачиваться к пальцу, кроме того, несколько снижает вес. Для длительных высоких оборотов двигателя нужно заменить обычную простую втулку игольчато-роликовым подшипником (рис. 44). Это улучшает (гарантирует от заеданий) работу поршневого пальца.
Если такой возможности нет, то следует сделать зазор между поршневым пальцем и втулкой верхней головки шатуна для диаметра пальца 14 мм — на 0,02—0,03 мм больше, а для Ø15—16 мм — на 0,03—0,04 мм. Не надо бояться стуков, на две гонки втулки хватит. При плотной втулке потеря мощности до 0,6 л. с. и возможен задир втулки, ее проворачивание. Шатун изготовляется обычно из стали 12ХНЗА, 18ХНВА или других сталей, обладающих нужными качествами (возможностью термообработки до НRс =59 — 63 ед.). Верхнюю b нижнюю головки шатуна калят и цементируют на глубину 0,8—1 мм с последующей шлифовкой и доводкой до нужной чистоты и размера. Остальная часть шатуна не калится, но обрабатывается до зеркального блеска (рис. 45).
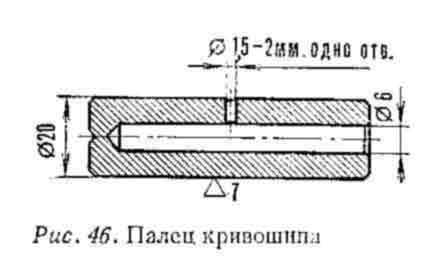
Палец нижней головки шатуна делается полым с одной стороны (отверстие Ø6мм), и по центру беговой дорожки роликов сверлится одно отверстие Ø1,2 -1,5 мм для улучшения смазки подшипника шалуна (рис. 46). Материал пальца сталь 18ХНЗА. Твердость его НRс = 64—63 ед.
Сборка коленчатого вала. При сборке коленчатого вала надо следить, чтобы отверстие под смазку пальца нижней головки шатуна было обращено наружу, и масло имело возможность под действием центробежной силы попадать в подшипник. Подшипник нижней головки шатуна — роликовый, со стальным, посеребренным сепаратором. Можно изготовить сепаратор из алюминиевого сплава Д 16Т или В 95Т. В настоящее время для двигателей класса 125—175 cм3 диаметр роликов 3 мм, длина 11,75 мм (т. е. отношение диаметра ролика к 3,94—4 является лучшим), диаметр пальца нижней головки шатуна 20 мм. Для двигателей классов 250—350—500 см3 обычно диаметр роликов 3—4 мм, диаметр пальца 20—25 мм. В верхней головке шатуна устанавливают ролики диаметром 1,5—2 мм в сепараторе или без него, с обязательной фиксацией с двух сторон стальными калеными шайбами, ограничивающими сдвиги головки шатуна в бобышках поршня. Длина роликов равна ширине верхней головки шатуна, если они устанавливаются насыпью, и на 3—3,5 мм меньше ширины верхней головки, если они устанавливаются в сепараторе. Условия монтажа и демонтажа подшипника в сепараторе лучше. Щеки коленчатого вала. Щеки коленчатого вала изготовляются заодно с полуосями. Материал щек: стали 40Х, ЗОХГС или 45. Наружная поверхность отверстия под запрессовку пальца нижней головки шатуна подкаливается на установке ТВЧ до 35—40 ед. и шлифуется до нужного размера. Прессовая посадка пальца нижней головки шатуна является достаточной для сохранения жесткости коленчатого вала. Во избежание разрушения отверстий в щеках во время сборки лучше всего скруглить концы пальца, а не снимать фаску в отверстиях на щеках маховиков. Все острые кромки на щеках скругляются, а щеки полируются. Всякий перекос пальца и отверстия нижней головки шатуна смещает шатун в одну сторону и на высоких оборотах ведет к разрушению подшипника нижней головки шатуна. С целью улучшения работы подшипника нижней головки шатуна шатун центруется в бобышках поршня, а на пальце нижней головки шатуна преднамеренно делается зазор между щеками и шатуном до 1.5—2.5 мм с тем, чтобы не было задевания шатуна о щеки коленчатого вала (рис. 47).
Небольшие сдвиги сепаратора и роликов не вызовут серьезных осложнении и не дадут сильного нагрева подшипника. Биение шеек щёк коленчатого вала допускается до 0.01 мм. Следует предусмотреть радиальные и торцевые зазоры между щеками коленчатого вала и стенками кривошипной камеры, чтобы при возможных смещениях, биениях коленчатого вала и нагреве кривошипной камеры не происходило касания и затирания щек о стенки, так как это снижает обороты и мощность двигателя. При малых боковых зазорах между коленчатым валом и стенками кривошипной камеры имеют место большие гидравлические потери, а это нежелательно. Контроль шатуна. После каждой переборки двигателя, поломки поршневых колец, заедания или стука поршня в головку цилиндра и т. д. надо проверить соосность, перпендикулярность и параллельность осей верхней головки шатуна. В случаях небольшого изгиба шатуна его можно рихтовать и подогнуть до нормы. Для проверки параллельности оси втулки верхней головки шатуна верхней плоскости картера двигателя необходимо изготовить специальную шлифовальную оправку, плотно входящую в отверстие в верхней головке шатуна. Повернув коленчатый вал в н. м. т. до касания концов оправки плоскости картера (рис. 49),
проверить одновременность прилегания стержня на уровне продувочных каналов, при покачивании шатуна в обе стороны зазор до плоскости должен быть одинаков. КАРТЕР ДВИГАТЕЛЯ Картер двигателя должен быть целым (без трещин, раковин, обрывов ушек крепления, вмятин) с соосными и неразбитыми отверстиями под подшипники валов, с хорошими резьбами под болты затяжки и крепления деталей, с ровными, притертыми плоскостями разъема половинок и горловины. Уплотнительные прокладки картера рекомендуется смазать тугоплавким солидолом, смазкой I—13 и др. Не оправдано применение для этой цели нитрокраски и бакелитового лака, так как при разборках спортивного двигателя очистка и подготовка плоскостей разъёма доставляет много хлопот. Наружную поверхность картера двигателя желательно покрасить в черный цвет для лучшего охлаждения. Все стенки кривошипной камеры полируются, острые кромки закругляются. Перепускные каналы. Рабочая смесь, попав через впускное окно в картер двигателя после предварительного сжатия, направляется в перепускные каналы. На спортивных высокофорсированных двигателях последних лет широкое применение нашла новая схема трех-четырех - и пятиканальной продувки. Скорость газа, проходящего через перепускные каналы, очень высока, и важно, чтобы продувочные каналы оказывали минимальное сопротивление по всей длине. Основное правило для любого перепускного канала — сечение входа в перепускной канал должно быть примерно в два раза больше, чем сечение выхода из перепускного канала (рис. 52).
Все радиусы закруглений в перепускных каналах желательно делать плавными, особенно на выходе в цилиндр. Внутренний радиус поворота колен устанавливается примерно равным 20 мм, это лучший минимальный радиус. Наружный радиус колен делают равным 80 % от суммы внутреннего радиуса и высоты сечения выхода. Это обеспечивает минимальное сопротивление потока при изменении направления. В нижнем колене сечение входа равно сечению выхода, но можно делать большим сечение входа. Полное совпадение продувочных каналов в цилиндре и картере обязательно. Нужно также следить, чтобы продувочные каналы были на одном уровне с наружным диаметром щек коленчатого вала. Если каналы в картере стандартного исполнения оказываются ниже щек коленчатого вала, то, во избежание нежелательных завихрений, каналы нужно поднять до нужного уровня путем наварки или заполнения эпоксидной смолой с алюминиевым порошком или зачеканки медью, свинцом. Для гарантии накладки нужно закрепить дополнительно двумя-тремя винтами М3 х 0,5 к картеру. Все тщательно зачистить и заполировать. Большое влияние на работу двигателя, на его мощность оказывает направление потока смеси на выходе из перепускного канала. При продувке цилиндра рабочей смесью продувочный поток должен отвечать двум основным требованиям: а) максимально очищать цилиндр от остатков продуктов сгорания; б) обеспечивать минимальные потери свежего заряда в выпускную систему. Картина продувки выглядит следующим образом: продувочные струи из продувочных каналов входят в цилиндр и направляются обычно в сторону, противоположную выпускному окну, соединяются между собой, образуя восходящий поток вдоль задней стенки цилиндра, продувочный поток достигает головки цилиндра, протекает вдоль нее и опускается по передней стенке цилиндра к выпускному окну. Для хорошей очистки цилиндра от отработавших газов необходимо, чтобы восходящая часть потока составляла половину цилиндра, тогда его нисходящая часть будет продувать вторую половину. Но такую картину продувки получить очень трудно, так как продувочный поток при различных оборотах двигателя имеет различные плотности и скорости по своему сечению. Максимальные плотность и скорость продувочного потока имеются у задней стенки цилиндра и снижаются в слоях, лежащих ближе к центр
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-06-19; просмотров: 341; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.171.136 (0.019 с.) |