Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор метода получения заготовки, технико-экономическое обоснование выбранного метода (сравнение коэффициентов использования материала и себестоимость не менее чем двух методов. )Содержание книги
Поиск на нашем сайте
Введение Технология машиностроения – наука, изучающая и устанавливающая закономерности протекания процессов обработки и параметры, воздействие на которые наиболее эффективно сказывается на интенсификации процессов и повышении их точности. Предметом изучения в технологии машиностроения является изучение изделий заданного качества в установленном программой выпуска количестве при наименьших затратах материалов, минимальной себестоимости и высокой производительности труда. Процесс изготовления машин или механизмов состоит из комплекса работ, небольших для производства заготовок, их обработки, сборки из готовых деталей составных чатей (сборочных единиц) и наконец, сборки из сборочных единиц и отдельных деталей готовых машин. При их изготовлении или сборки руководствуются технологическим процессом. Технологический процесс – часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства. Технологический процесс непосредственно связан с изменение размеров, формы или свойств материала обрабатываемой заготовки, выполняемым в определенной последовательности. Технология производства складывается из ряда процессов, каждый из которых характеризуется определенными методами обработки и сборки. В структуру технологического процесса входят операции, состоящие в свою очередь из нескольких элементов. Так, для технологического процесса механической обработки основными элементами операции являются переход, рабочий ход, установ и позиция. Целью выполнения дипломного проекта заключается в том чтобы выпускать деталь экономичном при малых затратах на его изготовления и малых операций на него. Это можно достичь при использовании нового оборудования, машин, станков и аппаратов, от всемерного внедрения методов технико-экономического анализа, обеспечивающего решение технических вопросов и экономическую эффективность технологических и конструкторских разработок. Значение постановки всех этих вопросов при подготовке квалифицированных кадров специалистов производства, полностью овладевших инженерными методами проектирования производственных процессов, очевидно. В связи с этим в учебном процессе высших учебных заведений значительное место отводится самостоятельным работам, выполняемым студентами старших курсов, таким, как дипломное проектирование по технологии машиностроения. Дипломное проектирование закрепляет, углубляет и обобщает знания, полученные во время лекционных и практических занятий. В процессе дипломного проектирования выполняется комплексная задача. Наряду с этим дипломное проектирование закрепляет пользование справочной литературой, ГОСТами, таблицами, номограммами, нормами и расценками, умело сочетая справочные данные с теоретическими знаниями, полученными в процессе изучения всех учебных курсов. Основная задача при этом заключается в том, чтобы при работе над дипломным проектом были внесены предложения по усовершенствованию существующей технологии, оснастки, организации и экономики производства, значительно опережающие современный производственный процесс изготовления детали, на которую выдано задание. Поэтому для выполнения поставленной задачи необходимо изучить прогрессивные направления развития технологических методов и средств и на основании анализа и сопоставления качественных и количественных показателей дать свои предложения. При дипломном проектировании значительное внимание уделяется экономическому обоснованию методов получения заготовок, выбору вариантов технологических процессов и т. п., с тем чтобы в конечном счете в проекте был предложен оптимальный вариант. Для этого выполняется дипломный проект и для получения специальности и квалификации. ОАО " Чебоксарский агрегатный завод " достигается применением высокоэффективных технологий производства. Все узлы и детали подвергаются современным способам обработки металла, что обеспечивает их прочность, долговечность и износоустойчивость. Эксплуатационный ресурс гусениц значительно повышается благодаря оптимизации по массе конструкции звеньев. Обязательный контроль качества изделий на всех стадиях производства полностью исключает вероятность выпуска недоброкачественных деталей. Значительные средства предприятие инвестирует в долгосрочную программу технического переоснащения и внедрения передовых технологий производства с целью повышения качества выпускаемой продукции. В частности, реализуется проект SPC (методы статистического управления процессами); этот проект направлен на обеспечение высокой точности технологических процессов. Параллельно ведется целенаправленная работа по расширению номенклатурного ряда изделий и его совершенствованию. За последнее время освоено серийное производство большого количества деталей для автомобильной и тракторной техники. 2. Описать конструкции и служебного назначения детали «Ось», химический состав, механические и технологические свойства материала детали, технические требования. Назначение детали «Ось» 2701-14-12 Описание конструкции: Деталь «Ось» 2701-14-12 имеет тело вращения на котором находится 3 ступенчатые поверхности, также есть отверстие диаметром 94мм. На диаметре 250мм имеется 2 сквозных паза шириной 16длиной 65мм. Также на диаметре 105мм находятся два паза шириной 10 и длиной 80 мм которое обеспечивается инструментом. Имеются угловые размеры. Внутренний диаметр 94мм шлифуется до шероховатости Ra1,6мкм, это делается для того чтобы между двумя соприкосающихся поверхностей был минимальный зазор. Деталь «Ось» применяется в узле машин. «Ось» закрепляется в узле машины, где в него монтируются отдельные сборочные единицы и детали, соединяемые между собой с требуемой точностью относительного расположения. Пазы служат для закрепления детали в узле. Технические требования на деталь, методы их обеспечения и контроля.
Физико-механические и технологические свойства стали 33ХС ГОСТ 4543-71.
Механические свойства
Паспортные данные выбранных станков, их технологические возможности. ГОСТ 9305-93. Фрезы фасонные полукруглые выпуклые, вогнутые и радиусные. Технические условия
Установить основные экономические показатели заводского технологического процесса.
ТЕХНИК-КОНСТРУКТОР Должностные обязанности. Конструирует под руководством более квалифицированного специалиста изделия средней сложности индивидуального и мелкосерийного производства и простые изделия крупносерийного и массового производства, обеспечивая пои этом соответствие разрабатываемых конструкций техническим заданиям, действующим стандартам, нормам техники безопасности, требованиям научной организации труда при проектировании, наиболее экономичной технологии производства, а также использование в них стандартизованных и унифицированных деталей и сборочных единиц. Участвует в разработке проектной и рабочей конструкторской документации, проведении патентных исследований и определении показателей технического уровня проектируемых объектов техники и технологии. Вычерчивает с внесением необходимых изменений чертежи общего вида конструкций, сборочных единиц и деталей, схемы механизмов, габаритные и монтажные чертежи по эскизным документам или с натуры, а также другую конструкторскую документацию. Проверяет рабочие проекты и осуществляет контроль чертежей, сверяет кальки с оригиналами. Снимает эскизы сборочных единиц и деталей с натуры с изменением масштаба и определением необходимых параметров, выполняет деталировки сборочных чертежей, технические расчеты и расчеты экономической эффективности в соответствии с типовыми расчетами, программами и методиками. Принимает участие в разработке программ, методик и другое/технической документации по испытаниям конструируемого изделия. Изучает поступают от других предприятий конструкторскую документацию в целях использования ее при проектировании. Вносит изменения в конструкторскую документацию и составляет извещения об изменениях. Принимает участие в испытаниях опытных образцов, оформлении результатов испытаний, а также в работе по совершенствованию, модернизации и унификации конструируемых изделий. Должен знать: Единую систему конструкторской подготовки производства; стандарты, технические условия и другие нормативные и руководящие материалы на разрабатываемую техническую документацию, порядок её оформления; основы конструирования; методы и средства выполнения чертёжно-конструкторских работ; основы технологии производства; технические требования, предъявляемые к разрабатываемым конструкциям, принципы их работы, условия монтажа и технической эксплуатации; характеристики применяемых в конструируемых изделиях материалов и их свойства; методы проведения патентных исследований; требования научной организации труда при конструировании, основы технической эстетики; методы и средства выполнения технических расчетов, вычислительных и графических работ; основы экономики, научной организации труда и организации производства; основы трудового законодательства; правила и нормы охраны груда, техники безопасности, производственной санитарии и противопожарной зашиты. Квалификационные требования. Техник-конструктор I категории: среднее специальное (техническое} образование и стаж работы в должности техника II категории не менее 2 лет. Техник-конструктор I1 категории: среднее специальное (техническое) образование и стаж работы в должности техника или на других должностях, замещаемых специалистами со средним специальным образованием, не менее 2 лет. Техник-конструктор: среднее специальное (техническое) образование без предъявления требований к стажу работы.
Введение Технология машиностроения – наука, изучающая и устанавливающая закономерности протекания процессов обработки и параметры, воздействие на которые наиболее эффективно сказывается на интенсификации процессов и повышении их точности. Предметом изучения в технологии машиностроения является изучение изделий заданного качества в установленном программой выпуска количестве при наименьших затратах материалов, минимальной себестоимости и высокой производительности труда. Процесс изготовления машин или механизмов состоит из комплекса работ, небольших для производства заготовок, их обработки, сборки из готовых деталей составных чатей (сборочных единиц) и наконец, сборки из сборочных единиц и отдельных деталей готовых машин. При их изготовлении или сборки руководствуются технологическим процессом. Технологический процесс – часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства. Технологический процесс непосредственно связан с изменение размеров, формы или свойств материала обрабатываемой заготовки, выполняемым в определенной последовательности. Технология производства складывается из ряда процессов, каждый из которых характеризуется определенными методами обработки и сборки. В структуру технологического процесса входят операции, состоящие в свою очередь из нескольких элементов. Так, для технологического процесса механической обработки основными элементами операции являются переход, рабочий ход, установ и позиция. Целью выполнения дипломного проекта заключается в том чтобы выпускать деталь экономичном при малых затратах на его изготовления и малых операций на него. Это можно достичь при использовании нового оборудования, машин, станков и аппаратов, от всемерного внедрения методов технико-экономического анализа, обеспечивающего решение технических вопросов и экономическую эффективность технологических и конструкторских разработок. Значение постановки всех этих вопросов при подготовке квалифицированных кадров специалистов производства, полностью овладевших инженерными методами проектирования производственных процессов, очевидно. В связи с этим в учебном процессе высших учебных заведений значительное место отводится самостоятельным работам, выполняемым студентами старших курсов, таким, как дипломное проектирование по технологии машиностроения. Дипломное проектирование закрепляет, углубляет и обобщает знания, полученные во время лекционных и практических занятий. В процессе дипломного проектирования выполняется комплексная задача. Наряду с этим дипломное проектирование закрепляет пользование справочной литературой, ГОСТами, таблицами, номограммами, нормами и расценками, умело сочетая справочные данные с теоретическими знаниями, полученными в процессе изучения всех учебных курсов. Основная задача при этом заключается в том, чтобы при работе над дипломным проектом были внесены предложения по усовершенствованию существующей технологии, оснастки, организации и экономики производства, значительно опережающие современный производственный процесс изготовления детали, на которую выдано задание. Поэтому для выполнения поставленной задачи необходимо изучить прогрессивные направления развития технологических методов и средств и на основании анализа и сопоставления качественных и количественных показателей дать свои предложения. При дипломном проектировании значительное внимание уделяется экономическому обоснованию методов получения заготовок, выбору вариантов технологических процессов и т. п., с тем чтобы в конечном счете в проекте был предложен оптимальный вариант. Для этого выполняется дипломный проект и для получения специальности и квалификации. ОАО " Чебоксарский агрегатный завод " достигается применением высокоэффективных технологий производства. Все узлы и детали подвергаются современным способам обработки металла, что обеспечивает их прочность, долговечность и износоустойчивость. Эксплуатационный ресурс гусениц значительно повышается благодаря оптимизации по массе конструкции звеньев. Обязательный контроль качества изделий на всех стадиях производства полностью исключает вероятность выпуска недоброкачественных деталей. Значительные средства предприятие инвестирует в долгосрочную программу технического переоснащения и внедрения передовых технологий производства с целью повышения качества выпускаемой продукции. В частности, реализуется проект SPC (методы статистического управления процессами); этот проект направлен на обеспечение высокой точности технологических процессов. Параллельно ведется целенаправленная работа по расширению номенклатурного ряда изделий и его совершенствованию. За последнее время освоено серийное производство большого количества деталей для автомобильной и тракторной техники. 2. Описать конструкции и служебного назначения детали «Ось», химический состав, механические и технологические свойства материала детали, технические требования. Назначение детали «Ось» 2701-14-12 Описание конструкции: Деталь «Ось» 2701-14-12 имеет тело вращения на котором находится 3 ступенчатые поверхности, также есть отверстие диаметром 94мм. На диаметре 250мм имеется 2 сквозных паза шириной 16длиной 65мм. Также на диаметре 105мм находятся два паза шириной 10 и длиной 80 мм которое обеспечивается инструментом. Имеются угловые размеры. Внутренний диаметр 94мм шлифуется до шероховатости Ra1,6мкм, это делается для того чтобы между двумя соприкосающихся поверхностей был минимальный зазор. Деталь «Ось» применяется в узле машин. «Ось» закрепляется в узле машины, где в него монтируются отдельные сборочные единицы и детали, соединяемые между собой с требуемой точностью относительного расположения. Пазы служат для закрепления детали в узле. Технические требования на деталь, методы их обеспечения и контроля.
Физико-механические и технологические свойства стали 33ХС ГОСТ 4543-71.
Механические свойства
Выбор метода получения заготовки, технико-экономическое обоснование выбранного метода (сравнение коэффициентов использования материала и себестоимость не менее чем двух методов.) Заводской и предлагаемый вариант получения заготовки. На выбор способа получения исходной заготовки влияют следующие факторы: вид материала, его физико-механические свойства; объем выпуска изделия и типа производства; размеры и формы изделия и др. Заготовка может быть получена методами: горячий и холодный прокат, литьё в землю и под давлением, точное литьё, поковки и точные штамповки, прессовки. Поковка в свою очередь может быть получена: свободной ковкой на молоте или штамповкой на прессе. Кованная заготовка в данном случае не выгодна, т.к. имеет большие припуски, расход металла на нее примерно в три раза выше, чем при штамповке. Сравним два варианта получения заготовки для изготовления «Ось» 1 вариант (заводской)- поковка полученная на прессе гидравлическом. Выполненный по ГОСТ 7829-73. Масса детали ( Масса заготовки ( Класс точности- Т5 К СЗ = См · mзп –(mзп- mд) Сотх/1000=90 · 34,98 –(34,98 – 13,44) · 8000/1000=2975,8 mзп = mз (100+10)/100=31,8*1,1=34,98 кг. 2 вариант (предлагаемый)- поковка, полученная на горячештамповочном автомате с индукционным нагревом. Расчет припусков, допусков и кузнечных напусков выполняем по ГОСТ7505-89. 1. Расчетные данные. Определим расчетную массу поковки по формуле: mрп = mд · Кр. , где mд – масса детали, кг. Кр. - расчетный коэффициент, Кр = 1,5 mрп = 13,44 · 1,5=20,16 При использовании выбранного оборудования и индукционном нагреве принимаем класс точности Т3(приложение 1). Группа стали М1 (средняя массовая доля углерода в стали 33ХС- от 0,29 до 0,37%, суммарная массовая доля легирующих элементов свыше 2% до 5%; включительно кремний 1,2%). Степень сложности поковки определяем (приложение 2) по отношению mрп / mоф , где mоф – масса, описывающей поковки фигуры (цилиндр). Размеры фигуры: · диаметр- 250 × 1,05=262,5 · высота- 110 × 1,05=115,5 Масса описывающей фигуры: mоф =(3,14 · 262,5 · 115,5/4)0,000785=18,68 кг. Получаем отношение масс 20,16/18,68=1,07, что соответствует степени сложности С1. Конфигурация поверхности разьема штампа- II (плоская). Исходный индекс устанавливаем по табл.2, с. 10 с учетом установленных конструктивных характеристик поковки Ид =12. 2. Припуски и кузнечные напуски, размера поковки. Основные припуски на размеры детали назначаем по табл. 3, с.12. Значения припусков и расчетных размеров сведем в таблицу 7 Таблица 7
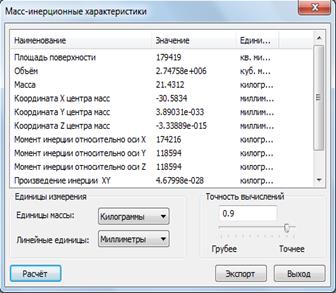
3. Определение массы поковки.
Рисунок 1 – Масса поковки. Определим расход материала на деталь с учетом неизбежных технологических потерь (угар и т.д.) равным 10%: mзп = mз (100+10)/100= 21,43 · 1,1=23,57 кг. Коэффициент использования материала: Ким = mд / mзп = 13,44 / 23,57=0,57 Стоимость поковки: СЗ = См · mзп –(mзп- mд) Сотх/1000 См- цена 1 кг материала заготовки, См=120 руб. Сотх- цена 1 т отходов, Сотх=10000 руб. СЗ = См · mзп –(mзп- mд) Сотх/1000= 120 · 23,57 –(23,57 – 13,44) · 10000/1000= 2727,1руб Результаты расчетов двух вариантов сведем в таблицу 8. Таблица 8.
Вывод: рассчитав два варианта получения заготовки, поковка полученная на прессе гидравлическом и поковки полученная на горячештамповочном автомате с индукционным нагревом, технико-экономические расчеты показали, что предлагаемый вариант получения заготовки более выгоден, чем заводской.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-07; просмотров: 520; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.158.110 (0.009 с.) |

 ) – 13,44 кг.
) – 13,44 кг. ) – 31,8 кг.
) – 31,8 кг. = 13,44/31,8= 0,42
= 13,44/31,8= 0,42