Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Свойства термореактивных пластмасс и их оптовая ценаСодержание книги
Поиск на нашем сайте
Примечание: Данные табл.4.2составлены по ГОСТ 4647-80.
Особую группу волокнитов образуют материалы с паралельно расположенными волокнами наполнителя. Такую структуру имеют изделия, полученные намоткой стеклянного волокна. Ориентация волокон служит причиной анизотропии. Вдоль волокон прочность максимальна, а в поперечном направлении - минимальна. Слоистые пластики представляют собой группу самых прочных и универсальных по применению конструкционных пластмасс. Листовые наполнители, уложенные слоями, придают материалам анизотропность. Свойства слоистых пластиков зависят от вида полимера, заполнителя, способа укладки листов и объемного соотивааглм косду полимером и наполнителям. По виду наполнителя слоистый пластики разделяют на следующие виды: текстолита - материалы с хлопчато-бумажными тканями; гетинаксы - с бумагой; древесиослоистыо пластики - с древесным шпоном; стеклотекстолит - с тканями из стеклянного волокна. Наимпнее прочными являются гетинаксы, максимальную прочность имеют стеклотекстолиты. Из всех слоистых пластиков текстолиты отличаются самым прочным сцеплением между полимером и наполнителем и лучие поглотают вибрацию. Обычно слоистый пластик содержит около 50 % полимера; при меньшем его содержании материал более экономичен, но менее прочен, и неводостоек.
Методические указания
Изучение основных видов пластмасс, их состава, классификации и свойств осуществляет с помощью плакатов, стендов, специальных образцов и отдельных деталей из пластмасс. Прежде всего надо обратить внимание на строение макромолекул полимеров (линейных, равветвленных и сетчатых), их классификацию в зависимости от поведения полимеров при нагревании.
Охарактеризовать составляющие пластмасс. Затем указать широкоприменяемые виды термопластичных и термореактивных пластмасс, их свойства и области применения. Охарактеризовать разделение пластмасс в зависимости от наполнителя на цресс-порошки, волокниты и слоистые пластики, а также газонаполненные пластмассы (пенопласты и поропласты). Для отдельных образцов пластмеоо производится эзвешивание, расчет объема и определение плотности. С помощью прибора твердомера определяют твердость образца пластмасс. Для определения особенностей пластмасс проводят сравнение по плотности, твердости, прочности, относительному удлинению и стоимости с низкоуглеродистой сталью марки 08. Следует уяснить, что пластмассы являются технологичным материалом. Из термореактивных пластмасс можно легко формовать различные детали методами прямого (компрессионного) и литьевого прессования. Детали иэ термопластичных пластмасс формуют методами лиття под давлением, непрерывного выдавливания. Из листовых пластмассовых полуфабрикатов изготовляют детали методами пневматической и вакуумной формовки в высокооластичном состоянии пластмассы, а также листовой штамповки (операции вырубки и пробивки). По плакатам и стендам необходимо изучить основные методы изготовлвния деталей иэ пдастмасс.
Содержание отчета
1. Схема строения макромолекул полимеров. 2.Клаосйфийация полимеров и получаемых на их основе пластмасс в указанием наиболее распространенных в промыпленноати видов и областей их применения. 3. Составляющие пластмасс и их характеристика. Примеры составов прес-порошков, волокнитов, слоистых пластикой и пенопластов. 4. Ревультаты определения плотности и твердости отдельных образцов пластмасс. 5. Сравнительная характеристика отдельных видов пластмасс с низкоуглеродистой сталью по плотности, твердости, прочности, теплостойкости и стоимости, еси учесть, что для стали марок 08,10 плотность примерно равна 7,8 т/м3, твердость - НВ100, предел прочности при растяжении - 330 МПа, теплостойкость порядка 220° С, а оптовая цена 1 т примерно 135 р. 6. Методы изготовления деталей из пластмасс и принципиальные схемы процеессов формования.
7.Вывод по работе. Литература: [1, с.30-32; 4, с.335-345]. Лабораторная работа № 5 ИЗУЧЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ХОЛОДНОГО ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ
Цель рАботы: изучить технологический процесс холодного выдавливания деталей, ознакомиться с применяемой технологический остнасткой и оборудованием, приобрести практические навыки выдавливания деталей, определения степени деформации и расчета усилий деформаций.
Общие сведения
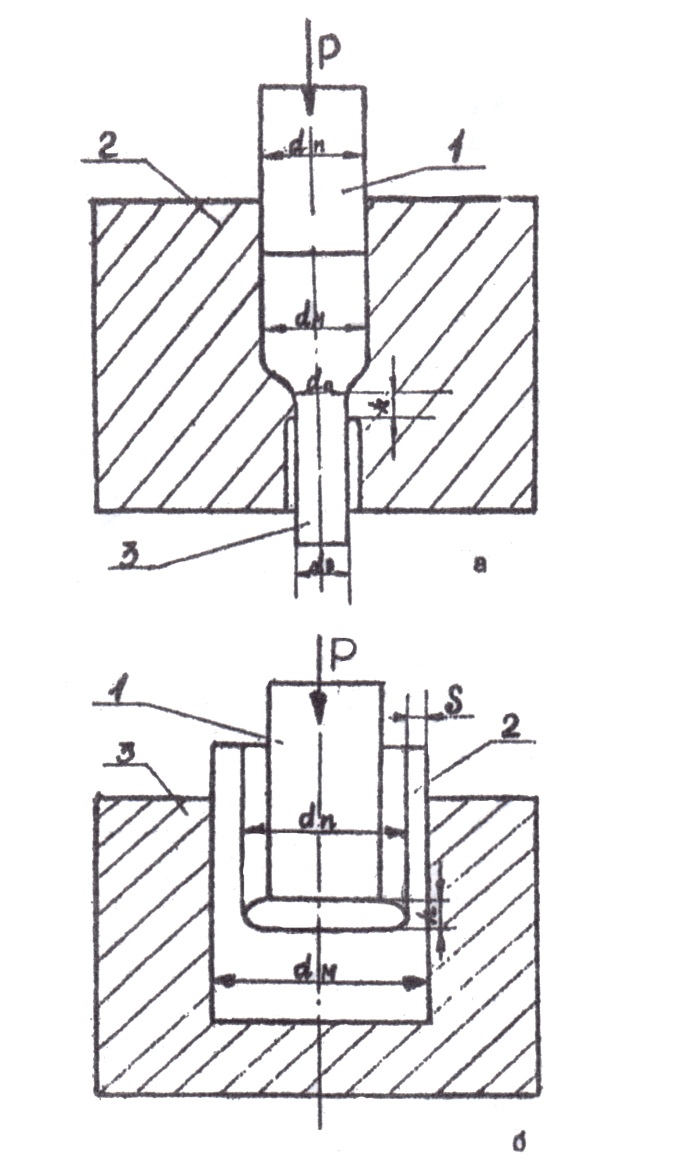
При выполнении работы следует исходить из того, что процесс выдавливания основан на способности материала заготовки, помешенной а полость матрицы, течь под действием пуансона в зазор между пуансоном и матрицей или выдавливаться в отверстие матрицы, при- нимая соответствующую форму. Течение металла при холодном рыдавливании происходит аналогично гачанию вязкой жидкости «соответствии с законами гидродинамики; при атом материал, как и жидкость, в участках изменения поперечного сечения и в углах образует зоны затрудненного и облегченного течения, имеющие различное сопротивление деформирования. Холодное выдавливание применяют для изготовления деталей из пластичных металлов и сплавов: алюминий и его сплавы, медь и ее сплавы, свинец, олово, мягкая оталь к др. В зависимости от направления течения металла под действием пуансона следует различать два основных вида выдавливания: прямое и обратное. При первом направлении течение металла совпадает с направлением перемещения пуасона (рис.5,1а), при втором - истечение металла противоположно направлению его перемещения (рио.5.1б). Технико-экономические преимущества холодного выдавливания заготовок или окончательно готовых деталей заключаются в больших возможностях формообразования, высокой точнооти качества поверхности выдавленных деталей, повышении механических свойств поверхности заготовки за очет значительного упрочнения в процессе течения, сравнительно низкой удельной материалоемкости изделий, высокой производительности процесса. Следует внать, что производительность процесоа холодного выдавливания зависит от многих факторов, но определяющее влияние оказывают применяемое оборудование и масса заготовки. Для цепей технологической подготовки производства технологическая трудоем- кость (
Где А,х – постоянные коэффициенты уравнений регрессии (табл.5.1); Q – масса выдавливаемой заготовки,
Рис.5.1. Технологические схемы: а – прямого выдавливания; б – обратного выдавливания;
|
||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 220; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.116.49.143 (0.01 с.) |

 , мин) изготовления деталей ив малоуглеродистых сталей (например сталь 15) холодным выдавливанием укрупненно может бать определена по формуле:
, мин) изготовления деталей ив малоуглеродистых сталей (например сталь 15) холодным выдавливанием укрупненно может бать определена по формуле: ,
,