
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Анализ компоновочной схемы рткСодержание книги
Поиск на нашем сайте Роботизированный технологический комплекс (РТК) — это совокупность единиц технологического оборудования, промышленного робота и средств оснащения, автономно функционирующая и осуществляющая многократные циклы. Главная идея роботизированного технологического комплекса заключается в том, что промышленный робот должен использоваться в сочетании с определенным технологическим оборудованием, как, например, пресс, металлорежущий станок, сварочная установка, установка для нанесения покрытий и т.д., и предназначен для выполнения одной или нескольких конкретных технологических операций. Применение промышленных роботов можно подразделить на выполнение роботами непосредственно основных технологических операций, и выполнение вспомогательных операций по обслуживанию основного технологического оборудования Роботизированные технологические комплексы, предназначенные для работы в ГПС, должны иметь автоматизированную переналадку и возможность встраивания в систему. Средствами оснащения РТК могут быть устройства накопления, ориентации, поштучной выдачи объектов производства (деталей, заготовок) и другие устройства, обеспечивающие функционирование РТК. В данном курсовом проекте рассматривается круговая компоновка РТК с двухместными пристаночными накопителями и напольным промышленным роботом (рисунок 1.1) с угловой системой координат. Робот применяются для обслуживания основного технологического оборудования и автоматизации вспомогательных операций установки – снятия заготовок, деталей, инструмента, оснастки, а так же на транспортно-складских и других операциях. Данный РТК содержит три станка с пристаночными накопителями (поз. Б, В, Г), промышленный робот, входной и выходной накопители (поз. А и Д).
Рисунок 1.1 — Схема круговой компоновки РТК с групповым промышленным роботом напольного типа.
Напольный робот с угловой системой координат (рисунок 1.2) может выполнять перемещение звеньев 2 и 3 на углы Примем следующие длины звеньев ПР:
Преимуществом РТК круговой компоновки, обслуживаемого напольным промышленных роботов, является то, что промышленных роботов этого типа характеризуется малой материалоемкостью и простотой обслуживания. Достоинством угловой системы координат является гибкость в достижении точек над или
Рисунок 1.2 — Рабочая зона РТК механической обработки при использовании напольного ПР, работающего в угловой системе координат: I — станок; II — пристаночный накопитель; III — промышленный робот;
под объектом. Недостатки — большие переменные моменты в шарнирах, что определяет повышенные нагрузки на привод; более низкая точность по сравнению с роботами, работающими в других системах координат. Также особенностью рассматриваемой системы координат является то, что положение звеньев манипулятора неоднозначно при фиксированном положении рабочего органа. Выбор модели ПР В качестве напольного промышленного робота выбираем модель ПР модели TUR 15 (рисунок 1.3) российской компании АвтоВАЗ, работающего в угловой системе координат. Робот TUR 15 представляют собой промышленный робот шарнирного типа, имеющий 6 степеней подвижности. Данные универсальные промышленные роботы применяются в следующих технологических операциях: - контактная сварка; - дуговая и плазменная сварка; - нанесение клеев и герметиков; - складирование и транспортирование грузов; - лазерная и плазменная резка; - резка водой высокого давления и т.д. Роботы обеспечивают высокую надежность в эксплуатации и удобное обслуживание. Для их установки не требуется большая площадь. Кинематическая конструкция манипулятора робота позволяет оптимизировать его положение относительно обрабатываемой детали или заготовки. Роботы данной модели имеют портативный пульт, который обеспечивает оператору удобное программирование движений робота на этапе отладки программы. ПР TUR 15 соответствует всем необходимым для рассматриваемого случая параметрам по грузоподъемности, точности и т. д. Основные характеристики робота TUR 15 сведены в таблице 1.1. Рабочее пространство промышленного робота модели TUR 15 интерпретировано на рисунке 1.4.
Рисунок 1.3 — Промышленный робот модели TUR 15. Таблица 1.1 — Характеристики промышленного робота TUR 15 разработки российской компании АвтоВАЗ.
Рисунок 1.4 — Рабочее пространство промышленного робота модели TUR 15 компании АвтоВАЗ.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 651; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.01 с.) |


 и
и  для выхода из станка в исходное положение с последующим поворотом вокруг оси Z на требуемый угол
для выхода из станка в исходное положение с последующим поворотом вокруг оси Z на требуемый угол  .
. мм;
мм; мм;
мм;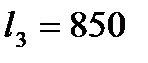 мм.
мм.
 и
и  — углы поворота, соответственно, 1, 2 и 3-го звеньев;
— углы поворота, соответственно, 1, 2 и 3-го звеньев;  ,
,  и
и  — длины, соответственно 1, 2 и 3-го звеньев;
— длины, соответственно 1, 2 и 3-го звеньев;  ,
,  и
и  — уровни расположения, соответственно, исходной позиции, накопителей и оборудования.
— уровни расположения, соответственно, исходной позиции, накопителей и оборудования.




