Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Причины и методы исправления возможных дефектовСодержание книги
Поиск на нашем сайте
В соответствии с ГОСТ 30242-97 дефекты делятся на несколько групп: трещины, твердые включения, несплавление и непровары, нарушение формы шва и прочие дефекты. а) Трещины – это дефект в виде разрыва в сварном шве. Трещины бывают: холодные и горячие. Холодные трещины – в изломе имеют светлый цвет с бледными цветами побежалости. Такие трещины возникают в основном при дуговой сварке низколегированной стали большой толщины. В следствие неправильной техники сварки или неправильного выбора присадочного материала.
Рисунок 22 – Трещина
Причины возникновения: излишне высокая жесткость соединений, несоблюдение или неправильный выбор технологий сварки, неправильная подготовка соединения под сварку, плохое качество или неправильный выбор типа электродов, что может привести к образованию крупнозернистых охрупченных участков структуры и высокое содержание углерода или легирующих элементов в основном металле. Горячие трещины – в изломе имеют темный цвет и располагаются в основном по границам зерен. Причины образования: большое количество вредных примесей (особенно серы и фосфора), наличие в металле шва таких элементов как хром, молибден, ванадий, вольфрам и титан, которые образуют химические соединения с низкой температурой затвердевания, нарушающие связь между зернами. б) Пористость – это дефект сварного шва в виде полоски округленной формы, заполненной газом. Размеры такой полости не превышают 2 мм. Причиной возникновения является: плохое качество и неправильный подбор типа электродов, неправильный выбор технологического процесса сварки, низкое качество основного и присадочного материала, плохая очистка кромок.
Рисунок 23 – Пористость
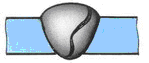
Меры предупреждения: прокалка электродов перед сваркой, обоснованный выбор типа электродов, применение рекомендуемой силы сварочного тока. в) Свищ – это воронкообразующее углубление в сварном шве, образующееся в результате обильного выделения газа. Форма и положение свинца зависят от режима кристаллизации сварочной ванны.
Рисунок 24 – Свищ Причины образования: большая амплитуда колебания электрода, перегрев в процессе сварки основного металла (особенно тонколистового), повышенное содержание влаги в покрытии электрода.
Меры предупреждения: обоснованно выбирать силу сварочного тока и диаметр электрода с учетом толщины свариваемого металла и типа сварного соединения, прокаливать электроды перед сваркой. г) Несплавления и непровары Несплавление – отсутствие соединения между металлом сварного шва и основным металлом. Несплавления могут возникнуть как по скосу кромки, так и в корне сварного шва.
Рисунок 25 – Несплавление
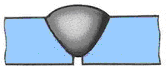
Причины возникновения: загрязнение кромок свариваемых деталей или их неправильная подготовка (например, заниженный угол скоса кромок), недостаточная сила сварочного тока, повышенная скорость сварки, плохая очистка поверхности предыдущих слоев и затекание металла под дугу. Меры предупреждения: специально очищать поверхности свариваемых кромок от загрязнений, при глубокой узкой разделке кромок использовать электроды малого диаметра, которые могут достичь зоны притупления кромок, применять обоснованную силу сварного тока и использовать присадочный и электродный металлы. Непровар – это дефект в виде несплавления в сварном соединении в следствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва. Загрязнения поверхностей свариваемых деталей и недостаточная мощность дуги для проплавления основного металла.
Рисунок 26 – Непровар
|
|||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 10; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.87.240 (0.009 с.) |


 [РСА4]
[РСА4]