Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Стыковая электросварка.. Точечная электросварка.. Роликовая электросварка.. Соединение сваркой пластмасс.Содержание книги
Поиск на нашем сайте
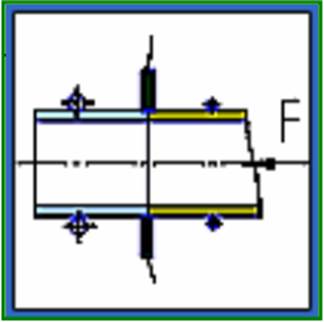
Стыковая электросварка. Свариваемые заготовки закрепляют в зажимах стыковой машины. Один зажим - подвижный, другой – неподвижный. Торцы деталей должны быть одинаковыми по форме и размерам и должны быть механически обработаны. Свариваемые заготовки сжимаются под действием силы, затем включается ток, места контакта разогреваются до пластического состояния и механически сдавливаются.
Точечная электросварка. Выполняется с помощью сварочных машин. Это сварка в отдельных точках. Свариваемые детали накладываются друг на друга и в местах сварки сжимаются медными электродами, через которые пропускается ток большой силы и малого напряжения. Место контакта листов нагревается, ток выключается и производится давление на электроды, т.е. в месте сжатия листы соединяются. Толщина соединяемых листов от 0,5 – 5 мм. Применяется для низкоуглеродистых, низколегированных, цветных металлов и сплавов. Роликовая электросварка. При которой между свариваемыми заготовками образуется прочное и плотное соединение. Выполняется с помощью сварочных машин, в которых электроды выполнены в виде плоских роликов. Роликам придают вращение и между ними пропускают свариваемые заготовки, соединенные внахлест. Точки контакта роликов и свариваемых деталей перекрывают друг друга, в результате получается шов. Толщина соединяемых листов от 0,3 – 3 мм. Шов герметичный. Применяется для низкоуглеродистых, низколегированных, цветных металлов и сплавов, а также медь со сталью, латунь со сталью, медь с латунью. Производительность сварки 1-4 м/мин. Пластмассы сваривают в струе горячего воздуха, горячим металлическим лезвием, током высокой частоты, ультразвуком (поверхности обезжиривают, сжимают в месте сварки и пропускают ультразвуковые колебания, вследствие выделяется теплота, детали деформируются). Достоинства сварных соединений: · Экономия материала по сравнению с заклепочным; · Плотность и непроницаемость; · Возможность соединения деталей любых криволинейных профилей произвольной толщины; · Трудоемкость сварных соединений меньше заклепочных.
Недостатки сварных соединений: · Сложность проверки качества шва; · Возможность изменения свойств соединяемых деталей в зоне сварки; · Высокая концентрация напряжений в зоне сварных швов, деформация деталей из-за неравномерности нагрева в процессе сварки.
|
|||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 6; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.153.133 (0.009 с.) |

 Применяется для низкоуглеродистых, низколегированных, цветных металлов и сплавов.
Применяется для низкоуглеродистых, низколегированных, цветных металлов и сплавов.