Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конструктивно – технологический анализ створкиСодержание книги
Поиск на нашем сайте 2.1 Конструктивно – технологический анализ створки
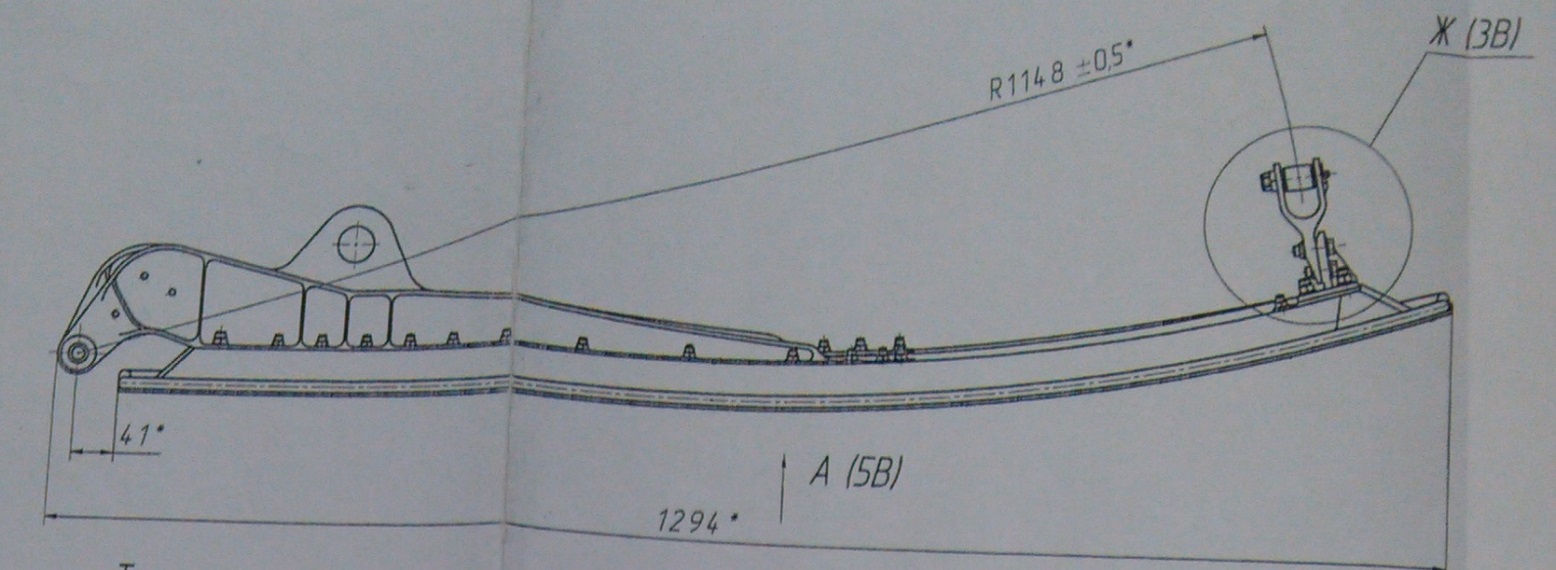
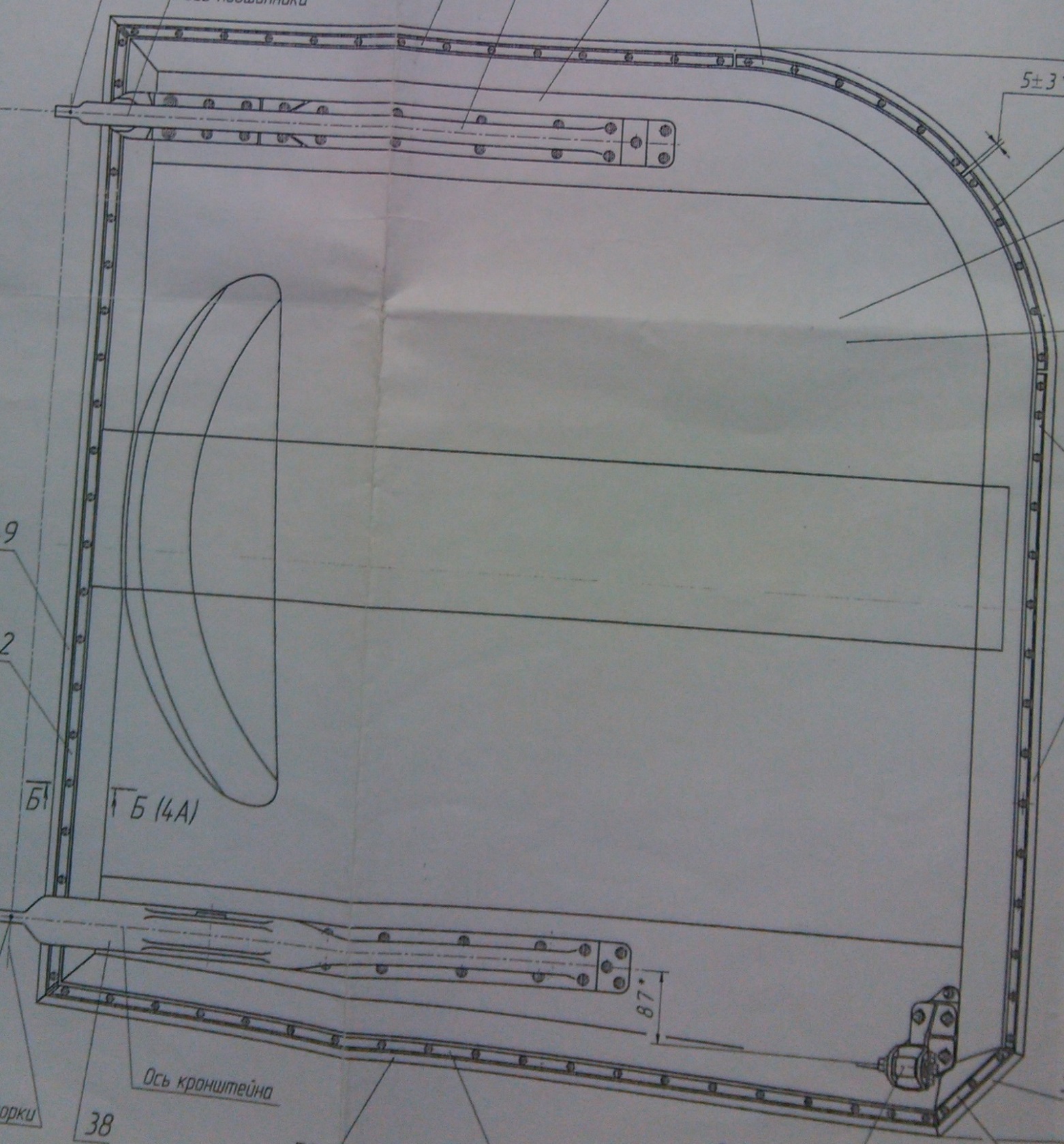
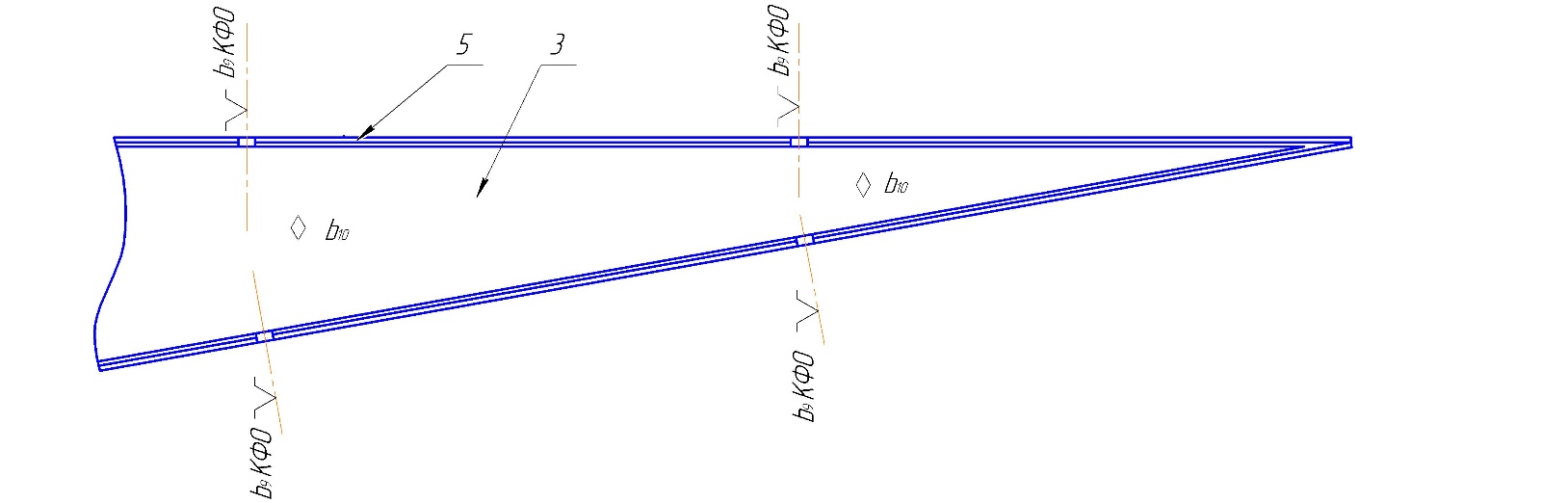
Створка ПОШ предназначена для закрытия отсека шасси. На рисунке 5.1 изображен вид сбоку на створку, на рисунке 5.2 изображена внутренняя сторона створки. Имеется 2 кронштейна, совмещенные с приводами тяг.
Рисунок 5.1 Вид сбоку
Рисунок 5.2 Внутренняя сторона створки ПОШ
2.1.1 Технические условия на поставку створки ПОШ
Рассмотрим технические условия на створку ПОШ: 1. Изготавливать пo ДТЗ, указанным в таблице. 2. Силовая схема отсека Ф1- Т7.92.0200.010.000.83. 3. Схема раскроя и привода створок ПОШ - Т7.92.4248.001.000.84. 4. Внешние обводы створки ПОШ Ф1- Т7.92.0200.000.000.82. 5. Требования к внешним обводам и качеству внешней поверхности пo RRJOOOO-DD-311-004. 6. Неуказанные предельные отклонения размеров допуски формы и расположения поверхностей по ОСТ 1 00022-80. 7. Предельные отклонения размеров контура обреза створки (-0,5) мм от номинальных значений. 8. Предельные отклонения размеров от центров крепежа до края деталей ±1 мм. 9. Болты поз. 8,9 устанавливать по РТМ 14.1941-89 10. Затяжка болтов поз. 6 Мкр *2,6 Н*н ± 0,26 (0,26 кгс*м ± 0,03 кгс*м). Затяжка болтов паз. 2, 3 Мкр = 5,84 Н*м ± 0,58 Н*М {0,584 кгс*м ± 0,06 кгс*м). 11. При установке болтов поз 5-7 для обеспечения требований RRJOOOO-DD-311-004 по выполнению болтовых соединений разрешается зенковать формованные гнезда створки на глубину 0,2мм, не более 12. Маслёнку поз 22 устанавливать на грунтовке ЗП-076 13. При установке кронштейнов поз. 38-40 для обеспечения стяжки пакета разрешается устанавливать под гайку шайбу большей толщины или две шайбы такой же нормали 14. Обеспечить свободное, без заеданий, вращение ролика поз. 3
2.1.2 Анализ технологичности сборки створки ПОШ на ОАО ВАСО
С геометрической точки зрения сборочная единица имеет хорошую технологичность в виду легкости подхода в зону сборки и умеренным габаритам. Выклейка имеет достаточную жесткость, что существенно облегчает ее транспортировку и постановку-выемку из приспособления. Технологичность сильно ухудшается за счет выполнения заклёпочных соединений ручным методом. Возможные повышения технологичности конструкции: - Автоматизация выполнения заклепочных соединений на сверлильно- клепальных аппаратах - Унифицировать швы по типу, диаметру, шагу заклёпок
2.2 Формирование модели изделия и схема технологического членения
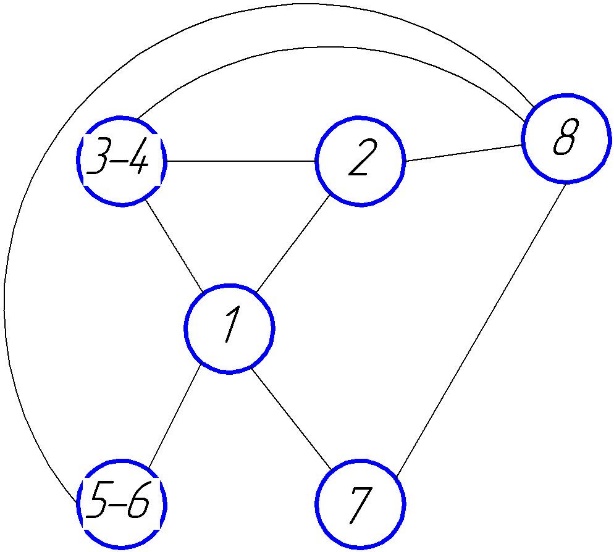
Для схемы технологического членения принимается исходная модель изделия, образующих данную сборочную единицу. В данном случае модель нервюры представляется в виде графов, изображённых на рисунке 5, и матрица сопряжения, приведённая в таблице 3.
Рисунок 5 –Граф сопряжения
Таблица 3 – Матрица сопряжения № 3 – 4 5 – 6 - - 3-4 - 5-6 - - -
Ниже приведено назначение контуров изделия: F1 – контур аэродинамических обводов; F2 – контуры, принадлежащие к продольным элементам; F3 – контуры, принадлежащие к поперечным элементам; F4 – контуры, принадлежащие к вклейке; F5 – контуры состава элементов, препятствующих возможным перемещениям Анализируя принадлежность каждой детали к тому или иному контуру можно составить матрицу принадлежности к контурам. Результаты этого анализа сведены в таблицу 4.
Таблица 4 Fi ai F1 F2 F3 F4 F5
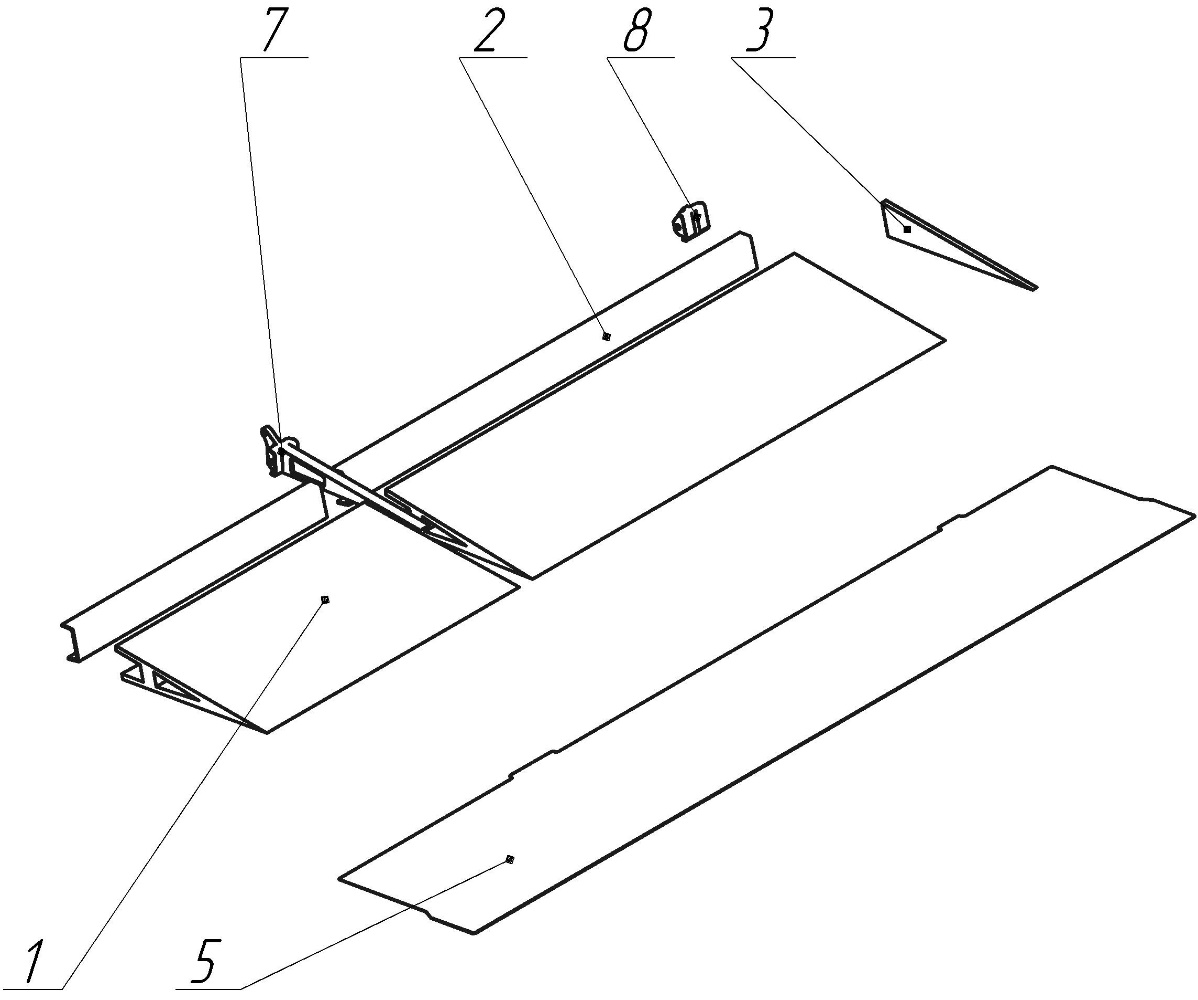
Таким образом, в модель базирования войдут следующие элементы: 1, 2, 3, 5,7,8 (рисунок 6).
Рисунок 6 – Модель базирования
2.3 Выбор сборочных баз
В самолётостроении чаще всего применяются такие виды базирования: - По сборочным отверстиям. - По координатно-фиксирующим отверстиям. - По отверстиям под стыковые болты. - По наружной поверхности. - По внутренней поверхности. - По опорным лазерным лучам.
Для выбора сборочных баз, в таблице 5 ведётся анализ различных вариантов базирования элементов.
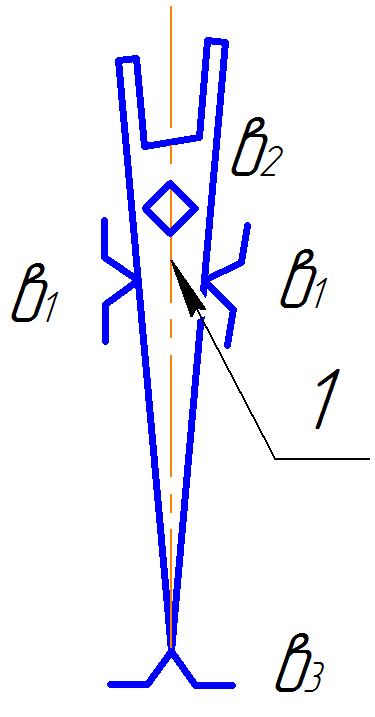
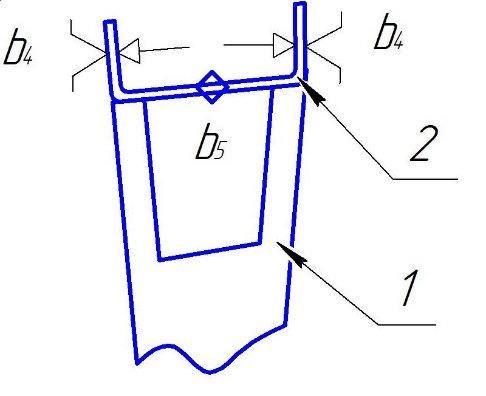
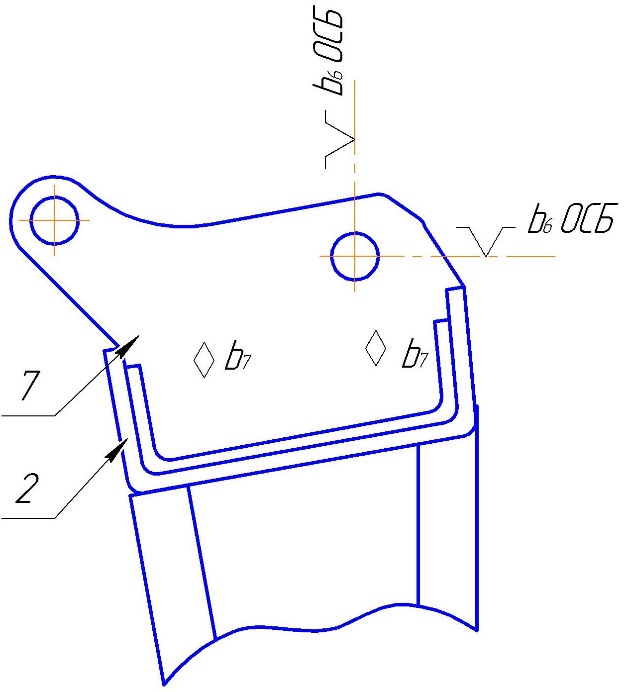
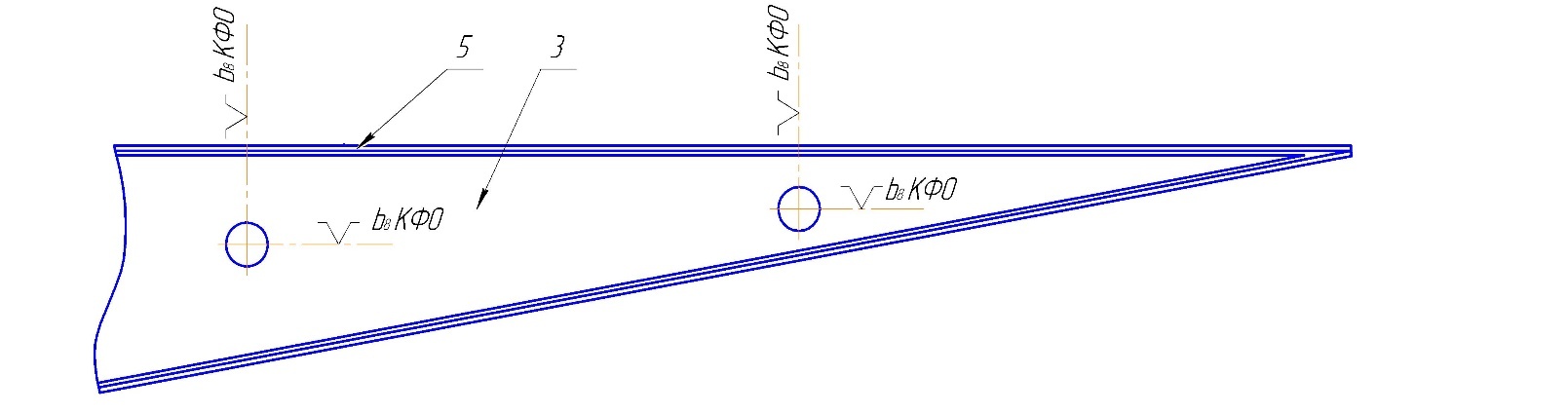
Таблица 5 № Эскиз Уравнение базирования
B1I=b1^ b2^ b3
B2I= b4^ b5^1
B7I=b6(ОСБ)^b7^2
B3I=b8(КФО)^5
B3II=b9(КФО)^b10^5
На основе рассмотренных вариантов можно сформировать граф возможных баз (рисунок 7).
B1I B2I B3I B7I B3I Рисунок 7 – Граф возможных баз
Уравнение возможных баз будет иметь вид: BA = (B1I)^(B2I)^(B7I)^(B7IΔB7II) Выбираем следующую модель базирования: BA = B1I^B2I^B7I^B7II Такая схема обеспечивает наилучшие условия при сборке, потому что наиболее проста и обеспечит наиболее удобный доступ в зону сборки.
|
||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 67; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.009 с.) |