Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Припуски і проміжні розміри.Содержание книги
Поиск на нашем сайте
Лекція № 8. Припуски і проміжні розміри.
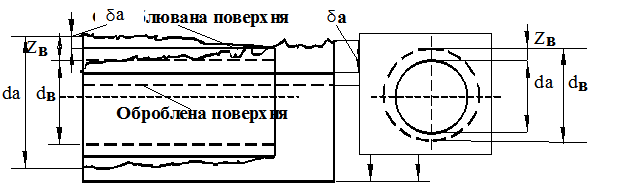
У приладобудуванні застосовуються конструкції малих габаритних розмірів та маси. Через це часто маса припуску на обробку буває більшою ніж маса готової деталі. Важливим завданням є економія дорогого матеріалу, який використовується як конструкційний. Розмір припуску залежить від цілого ряду конструктивних та технологічних параметрів. До основних з них відносяться: розміри деталі, точність та якість - обумовлені конструктором; крім того сюди відноситься також можливість отримання необхідної точності, шорсткості та якості обробленого поверхневого шару - обумовлені технологією. Важлива умова продуктивної обробки - це робота ріжучого інструменту на глибині більшій, ніж розташований зміцнений протока оброблюваної деталі (особливо для лезового інструменту, що працює глибше, чим глибина ливарної корки). Наукаві дослідження направлені головним чином на аналіз параметрів, що впливають на розмір припуску. Поняття про припуск і визначення. Припускомна обробку називають шар матеріалу що видаляється з поверхні заготовки в процесі обробки для одержання готової деталі. Припуск - призначений для компенсації похибок, що виникають у процесі виготовлення деталі, із метою забезпечення заданої її якості. Розрізняють мінімальні, номінальні і максимальні припуски на обробку. Вони видаляться з поверхні заготовки в процесі її обробки для одержання деталі. Видаляти шар матеріалу необхідно тому, що точність більшості вихідних заготовок не перевищує 11-8 квалитету, а вимоги до точності деталі значно вищі. Якість поверхні заготовок часто не відповідає вимогам які пред'являються до готової деталі. Наприклад у литих заготівок на поверхні можливі раковини, у штампованих - зневуглецьований поверхневий шар, та ін. Підвищити точність і якість поверхні вдається обробкою на металорізальних верстатах. Розрахунку підлягає мінімальний припуск на обробку. Коливання ж розміру оброблюваної поверхні заготовки в межах допуску на її виготовлення створює коливання розміру припуску від мінімального до максимального. Розмір припуску для елементарної поверхні деталі може бути призначений на основі розрахунку аналітичним методом або визначення по відповідних довідкових таблицях (Держстандартам, КТМ, або по нормалях). Припуск задається на сторону. Якщо потрібно задатися припуском на діаметр, те це слід застерегти додатково. При обробці розрізняють дві поверхні: оброблювану розміром а й оброблену розміром в. Zв1 = а - в, де Zв1 - припуск на сторону для виконання технологічного переходу. Припуски розділяють на симетричні або несиметричні (асиметричні). Припуски вимірюють по нормалі до обробленої поверхні і вважають на сторону. При обробці циліндричної деталі, яка обертається, припуск вказують також на діаметр: 2Zв1 = da - dв - для вала; 2Zв1 = da - dв - для отвору де 2Zв1 - розмір припуску на діаметр.
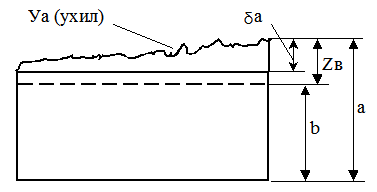
Основні фактори,які впливають на розмір припуску такі: 1. Похибка розмірів і геометричної форми заготовки.
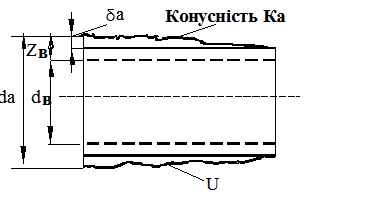
Конусність Ка повинна знаходиться в межах припуску на розмір заготовки.
Просторові відхилення (непрямолінійність, зігнутість, і ін.) повинні бути в межах припуску на обробку
|
|||||||||||||||||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 11; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.168.13 (0.013 с.) |