
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
VII. Підсумок уроку. Оцінка знань та аналіз відповідей учнів.Содержание книги
Поиск на нашем сайте
VI. Домашнє завдання. VII. Підсумок уроку. Оцінка знань та аналіз відповідей учнів. РОЗГОРНУТИЙ ПЛАН КОНСПЕКТ УРОКУ I .Організаційний момент: Заходжу в клас, вітаюся з учнями, прошу всіх сісти на свої місця. Відмічаю відсутніх на уроці. Прошу записати тему уроку.
II. Актуалізація опорних знань: 1. Дайте визначення терміну «режим зварювання». 2. Назвіть основні параметри режиму ручного дугового зварювання. 3. Назвіть додаткові параметри режиму ручного дугового зварювання. 4. З чого починають розрахунок параметрів режиму зварювання? 5. Як параметри режиму ручного дугового зварювання впливають на якість і формування шва? III. Активізація нового матеріалу: 1. Основні відомості з теоретичної частини Режим зварювання при ручному дуговому зварюванні характеризується наступними параметрами: діаметр електрода dел; сила зварювального струму Iзв; рід струму та його полярність і швидкість переміщення електроду вздовж шва; площа поперечного перерізу шва, виконаного за один прохід; кількість проходів та ін. Розрахунки параметрів режиму починають з вибору діаметра електрода, який призначають в залежності від товщини листів при зварюванні швів стикових з'єднань, або від катету - при зварюванні швів кутових і таврових з'єднань. Приблизне співвідношення між діаметром електрода і товщиною листа металу приведено в таблиці 1.1 для стикових з'єднань та в таблиці 1.2. - для кутових швів. Таблиця 1.1. Товщина металу виробу, мм 1-2 3 4-5 6-12 13-15 16-20 20 і більше Діаметр електроду, мм 1,5-2 3 3-4 4-5 5-6 6 Таблиця 1.2. Катет шва 6-8 Діаметр електроду, мм 3-4 5 Під час зварювання багатопрохідних швів стикових з'єднань перший прохід необхідно виконувати електродами діаметром 3-4 мм, оскільки застосування електродів великих діаметрів ускладнює провар кореня шва. Всі наступні проходи рекомендують виконувати на таких же режимах. Під час зварювання кутових швів за один прохід можна одержати шви з катетом не більше 8-9 мм. В разі виконання шва з більшим катетом застосовується багатопрохідне зварювання. Визначаючи кількість проходів, слід враховувати, що максимальний поперечний переріз металу, наплавленого за перший прохід, не повинен перевищувати 30-35 мм. При зварюванні стикових з'єднань площа поперечного перерізу, за якій забезпечуються оптимальні умови формування шва, повинна становити:
для першого проходу F1 = (6-8)dел; для наступних проходів Fпр = (8-12)dел, де Fпр – площа перерізу наступних проходів, мм2.
Для визначення кількості проходів та маси наплавленого металу необхідно розрахувати загальну площу поперечного перерізу зварного шва, яку обчислюють як суму площ елементарних геометричних фігур, що утворюють переріз наплавленого металу. Площа перерізу одностороннього стикового шва, виконаного без зазору, може бути визначена за формулою:
де е - ширина валика шва, мм; q – висота опуклості валика, мм. При наявності зазору між листами металу: F де s – товщина металу, що зварюється, мм; b – ширина зазору, мм. Площа перерізу стикового шва з V - подібною розробкою та з підварюванням визначається як сума геометричних фігур:
F або після підстановки значень: F Площа перерізу кутових швів в залежності від форми перерізу та катету шва може бути визначена: Рисунок 1.1. Геометричні елементи площі Для стикового шва:
Fн = де k - катет шва, мм; для опуклого шва: F
де q - опуклість шва, мм.
Загальну площу поперечного перерізу наплавленого металу кутових швів можна обчислити за формулою: Fш = де КЗб - коефіцієнт збільшення, що враховує наявність зазору і опуклість шва, значення якого вибирають по таблиці 1.3 в залежності від катету шва.
Таблиця 1.3. Катет шва, мм 3-4 5-6 7-10 12-20 20-30 30 і більше Кзб 1,5 1,35 1,25 1,15 1,10 1,05
Знаючи загальну площу поперечного перерізу наплавленого металу під час першого і кожного наступних проходів, можна визначити кількість проходів за формулою: n= Сила зварювального струму при ручному дуговому зварюванні може бути визначена залежно від діаметра електрода та допустимої щільності струму, А: Iзв = де dел - діаметр електроду, мм; i - допустима щільність струму, А/мм, яка може бути визначена по таблиці 1.4. Таблиця 1.4.
Вид покриття Допустима щільність струму (А/ мм2) в електроді при ручному дуговому зварюванні
Кисле, рутилове 14-20 11,5-16 10-13,5 9,5-12,5 Основне 13-18,5 10-14,5 9-12,5 8,5-12,0 Для приблизних підрахунків зварювальний струм може бути визначений за емпіричною формулою: Iзв = kdел, де k - коефіцієнт, який визначається в залежності від діаметру електрода; dел........................... 1-2 3-4 5-6 k, А/мм................... 25-30 30-45 45-60 При зварюванні вертикальних і горизонтальних швів сила струму зменшується на 10-15% порівняно з силою струму для зварювання в нижньому положенні, а для стельових швів - на 15-20%. Напруга дуги Uд при ручному дуговому зварюванні змінюється в межах 20-36В і при проектуванні технологічних процесів ручного зварювання не регламентується, а вибирається на основі рекомендації визначеної марки електрода. Швидкість зварювання (переміщення дуги) (м/год.) може бути визначена за формулою: νзв = де αн - коефіцієнт наплавки, А/год, позначається в паспорті на дану марку електрода; γ - щільність наплавленого металу, г/см3, для сталі γ = 7800 г/см3; qn = де η - ефективний ККД дуги; для дугового зварювання товстопокритим електродом η =0,60 – 0,85. Розміри зварного шва при ручному дуговому зварюванні визначаються розмірами розробки окрайок, підготовлених під зварювання.
|
||||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 4; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.14.249.125 (0.008 с.) |

 F
F  = 0,75eq,
= 0,75eq, = 0,75eq+sb,
= 0,75eq+sb,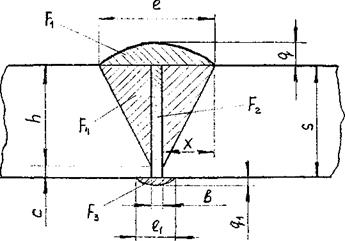
 = F1+F2+F3+2F4
= F1+F2+F3+2F4 = 0,75eq+sb+0,75e1q1+
= 0,75eq+sb+0,75e1q1+ 

 ,
, =
=  ,
, .
. ,
, , м/год або νзв =
, м/год або νзв =  , см /с
, см /с Дж/см,
Дж/см,


