
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Если реально передача нагрузки происходит на пренебрежимо малой площадке (в точке), нагрузку называют сосредоточенной.
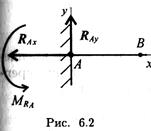
ЭКЗАМЕН Билет №6 1. Балка – это конструктивная деталь в виде прямого бруса, закрепленного на опорах, и изгибаемая приложенными к ней силами. Высота сечения балки незначительна по сравнению с ее длиной. Виды нагрузок. По способу приложения нагрузки делятся на · сосредоточенные · распределенные. Если реально передача нагрузки происходит на пренебрежимо малой площадке (в точке), нагрузку называют сосредоточенной. Часто нагрузка распределена по значительной площадке или линии (давление воды на плотину, давление снега на крышу и т.п.), тогда нагрузку считают распределенной. Жесткая заделка (защемление)
Опора не допускает перемещений и поворотов. Заделку заменяют двумя составляющими силы Rax и и парой с моментом Mr. Для определения этих неизвестных удобно использовать систему уравнений в виде
Каждое уравнение имеет одну неизвестную величину и решается без подстановок. Для контроля правильности решений используют дополнительное уравнение моментов относительно любой точки на балке Шарнирно-подвижная опора
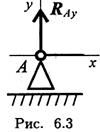
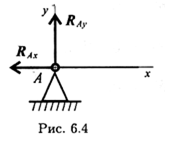
Опора допускает поворот вокруг шарнира и перемещение вдоль опорной поверхности. Реакция направлена перпендикулярно опорной поверхности. Шарнирно-неподвижная опора
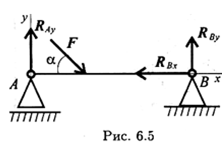
Опора допускает поворот вокруг шарнира и может быть заменена двумя составляющими силы вдоль осей координат. Балка на двух шарнирных опорах
2.Сварка — это технологический процесс получения неразъемного соединения металлических или неметаллических деталей с применением нагрева (до пластического или расплавленного состояния), выполненного таким образом, чтобы место соединения по механическим свойствам и своему составу по возможности не отличалось от основного материала детали. Основные виды электросварки — дуговая, газовая и контактная. Дуговая сварка - наиболее распространенный вид. Достоинства: - простота конструкции сварного шва и меньшая трудоемкость в изготовлении, обусловленной сравнительной простотой технологического процесса сварки. - значительное снижение массы конструкции при тех же габаритах. При замене заклепочных соединении сварными экономия в весе получается за счет отказа от применения различных накладок, необходимых в заклепочных соединениях, а также части веса самих заклепок; при замене литых деталей сварными конструкциями вес их уменьшается за счет более высоких механических свойств прокатного металла. - возможность соединения деталей любых форм; - герметичность и плотность соединения; - бесшумность технологического процесса сварки; - возможность автоматизации сварочного процесса; - сварное соединение дешевле заклепочного. - соединение деталей может выполняться встык без накладок. - возможность сварки толстых профилей. Недостатки: - возникновение остаточных напряжений в свариваемых элементах; - коробление деталей из-за неравномерного нагрева в процессе сварки; - зависимость качества шва от исполнителя и трудность контроля; применение автоматической сварки устраняет этот недостаток. - склонность к образованию трещин в местах перехода от шва к цельному металлу вследствие термических напряжений, возникающих при остывании. Трещины особенно опасны при динамических нагрузках (вибрационных и ударных), поэтому в таких случаях сварные швы стараются не применять, заменяя их заклепочными соединениями. Термические напряжения могут быть частично или полностью устранены термообработкой сварного соединения (низкотемпературным отжигом). Термическая обработка исключает также последующее коробление сварных конструкций. Область применения. В настоящее время сварные соединения почти полностью вытеснили заклепочные соединения. Сварка применяется для соединения элементов сосудов, испытывающих давление (резервуары, котлы); для изготовления турбин, доменных печей, мостов, химической аппаратуры; с помощью сварки изготовляют станины, рамы и основания машин, корпуса редукторов, зубчатые колеса, шкивы, звездочки, маховики, барабаны и т. д. Области применения клеевых соединений. В настоящее время успешно могут склеиваться детали узлов и агрегатов с прямолинейными и криволинейными швами в самом различном сочетании марок материалов. 3.Дано: F=1,4H m=10кг g=45 градусов Найти: μ Решение: 𝜇= N=mg N=10*45=450H 𝜇= Ответ: 𝜇=0,003
|
||||
|
|
Последнее изменение этой страницы: 2024-06-27; просмотров: 5; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.1.100 (0.007 с.) |


 =0,003H
=0,003H


