Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Занятие №33 «Порошковая сварочная проволока. Сварочные горелки»Содержание книги
Поиск на нашем сайте
20.02.02. МДК.07.02Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях Занятие №33 «Порошковая сварочная проволока. Сварочные горелки» Часть 1-я: Порошковая сварочная проволока
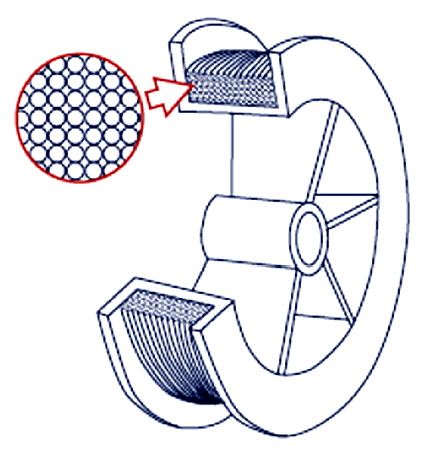
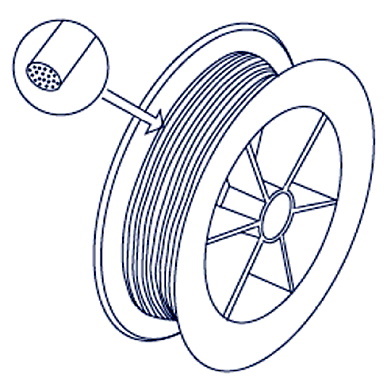
Сварочные проволоки для MIG/MAG[1] сварки изготавливаются из различных сплавов, а также различаются диаметрами. Они поставляются в бобинах или на различных катушках. Кроме функции присадочного материала она играет роль и электрода. Очень важно чтобы проволока подавалась максимально равномерно и имела хороший контакт с наконечником. Проволоки для низкоуглеродистых и низколегированных сталей обычно покрыты слоем меди. Это покрытие предохраняет проволоку при хранении и транспортировке, а также придает ей смазывающий эффект. Намотка на катушки может быть как свободной, так и рядной, см. рис. 33.1. Рис. 33.1. Рядная намотка сплошной проволоки
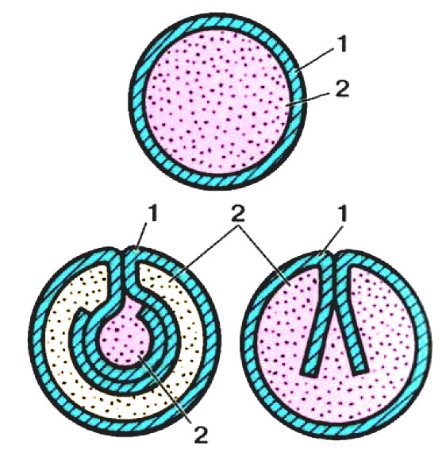
Рис. 33.2. Порошковая проволока: 1 – стальная лента; 2 – шихта
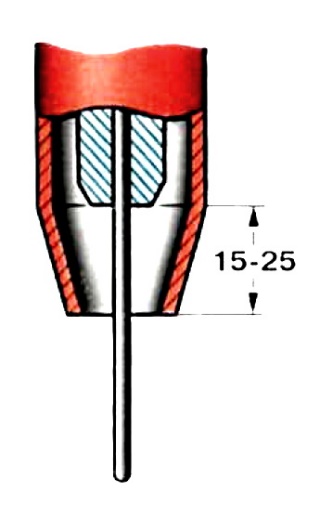
Для обеспечения равномерной подачи проволоки крайне важны два фактора, величина пружинения по диаметру намотки (cost) и по подъему витка (helix). Если радиус предварительного прогиба проволоки очень мал, она будет проталкиваться по направляющему каналу с большим сопротивлением, а если велик, ухудшиться ее контакт с наконечником. Для проволоки диаметром 1,2 мм оптимальный радиус витка, свободно лежащего на горизонтальной плоскости, должен быть равен 400 мм. Величина подъема витка не должна превышать 25 мм, иначе проволока на выходе из контактного наконечника, а вместе с ней и дуга, будут совершать вращательное движение. При выборе материала сварочной проволоки руководствуются принципом идентичности химического состава и механических свойств с основным металлом. Производители сварочных материалов в своих каталогах прописывают назначения своих материалов, что облегчает их правильный выбор. Важно, чтобы до момента использования, сварочный материал хранился в заводской упаковке. Влага, грязь, пыль или жир на проволоке могут привести к образованию сварочных дефектов. На сегодняшний день наиболее часто применяемыми являются проволоки сплошного сечения, однако объемы потребления порошковых проволок неуклонно растут. Между проволокой сплошного сечения и порошковой есть различия. Порошковая проволока представляет собой трубчатую проволоку заполненную порошкообразным наполнителем – шихтой 2 (см. рис. 33.2). Оболочку изготовляют из стальной (чаше низкоуглеродистой) ленты 1 толщиной 0,2-0,5 мм. Шихта – это смесь порошков из газообразующих, шлакообразующих компонентов, а также легирующих добавок, обеспечивающих защиту зоны сварки, сварочной ванны и околошовной зоны. Из расчета на килограмм, порошковая проволока значительно дороже сплошной, соответственно обходиться дороже и стоимость наплавленного металла. Однако для некоторых задач порошковые проволоки дают такие преимущества, которые полностью оправдывают их более высокую цену. Например, некоторые из них обеспечивают великолепные сварочно-технологические характеристики при сварке в положении вертикаль на подъем, другие высокую ударную вязкость при низких температурах или высокую производительность. Порошковые проволоки позволяют снизить разбрызгивание электродною металла, повысить производительность сварки. Некоторыми порошковыми проволоками можно варить без газовой защиты. Их называют само защитными и предназначены они для работы на открытых площадках, т.к. они менее чувствительны к сквознякам в сравнении с газозащитными. К недостаткам самозащитных проволок относятся образование большого количества брызг, шлака и сварочных дымов. В этих дымах содержаться аэрозоли бария, предельно допустимая концентрация которых весьма ограничена. Проволоки сплошного сечения для MIG/MAG сварки обычно выпускаются диаметрами от 0,6 до 2,4 мм, а порошковые от 0,9 до 2,4 мм (рис. 33.3). Перед сваркой порошковые проволоки рекомендуется прокаливать при температуре 230-250°С в течение двух часов. Сварка непрокаленной проволокой допускается, по только при увеличенном вылете электрода до 40-60 мм. При этом рекомендуется, чтобы расстояние от токоподводяшего наконечника до среза сопла более 15-20 мм.
Рис. 33.3 Случаи применения порошковой проволоки представлены в таблице 1, а основные характеристики в таблице 2.
|
||||
|
|
Последнее изменение этой страницы: 2024-06-17; просмотров: 6; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.227.49.73 (0.009 с.) |