
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Чугуны (белые, серые, ковкие и высокопрочные). Маркировка, структура, свойства и применение чугунов.Содержание книги
Поиск на нашем сайте
Чугуны – сплавы железа и углерода (от 2,14%). Чугуны содержат примеси Mn, Si, S, Чугуны обладают хорошими литейными свойствами. Не подвергаются обработке давлением. С целью увеличения характеристик износостойкости и пластичности чугуны легируют Cr, Ni, Si, Μη, Mo, W, Ti, Al, Co и др. Белый чугун - вид чугуна, в котором углерод в связанном состоянии в виде цементита, в изломе имеет белый цвет. Белый чугун имеет ограниченное применение. Изготавливают детали с отбеленной поверхностью, работающие в условиях абразивного износа и незначительных нагрузок (прокатные, мельничные валки). Белый чугун применяют главным образом как передельный чугун (полуфабрикат). Белый чугун хорошо сопротивляется статическому сжатию, но очень хрупок. В серых, высокопрочных и ковких чугунах весь углерод или большая его часть находится в свободном состоянии в виде графита. В серых чугунах (излом серого цвета) графит имеет пластинчатую форму. Серые чугуны обладают высокими литейными свойствами (низкая температура кристаллизации, текучесть в жидком состоянии, малая усадка), имеют антифрикционные свойства. Но они плохо сопротивляются растяжению, ударным нагрузкам. Серые чугуны широко применяют для отливки станин станков и механизмов, поршней, цилиндров. В высокопрочных чугунах графит имеет шаровидную форму. Эти чугуны получают модифицированием – добавкой в жидкий чугун магния в количестве 0,02-0,08%. Благодаря шаровидной форме графита, высокопрочные чугуны имеют более высокие, чем серые, прочностные характеристики, обладают некоторой пластичностью и ударной вязкостью. Их применяют для изготовления тяжелонагруженных деталей: прокатных валков, коленчатых валов двигателей внутреннего сгорания и других деталей, работающих в условиях динамических нагрузок. В ковких чугунах графит имеет хлопьевидную форму. Такие чугуны получают отжигом (длительным нагревом при температуре 950-1000С) белого чугуна. Ковкие чугуны, по сравнению с серыми, обладают большей прочностью и пластичностью. Из них изготавливают тонкостенные детали, работающие в условиях ударных и вибрационных нагрузок: ступицы, тормозные колодки. Обозначение: буквы, означающие категорию и цифры, указывающиме минимальное значение предела прочности при растяжении σв в МПа. Например: 1) СЧ20 – серый чугун с σв не менее 200 МПа (≈20 кгс/мм2); 2) ВЧ50 – высокопрочный чугун, σв не менее 500 МПа; 3) КЧ35-10 – ковкий чугун с σв не менее 350 МПа (≈35 кгс/мм2) и относительным удлинением не менее 10% (минимальное значение).
13. Предварительная термическая обработка стальных заготовок (нормализация, отжиг).
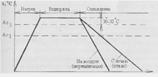
В качестве предварительной термической обработки сталей проводят отжиг или нормализацию. Отжиг - нагрев доэвтектоидной стали до температуры на 30-50 °С выше линии Ac3, выдержка и медленное охлаждение с печью (скорость охлаждения 20-30 град/ч). При нормализации в отличие от отжига охлаждение производят на спокойном воздухе (скорость охлаждения 3 град/с). Нагрев доэвтектоидных сталей при предварительной термической обработке выше линии Ac3 необходим для измельчения зерна в сплавах в результате полной перекристаллизации. При этом следует учитывать, что измельчение стали. Такой дефект структуры носит название перегрева. Нагрев же стали в межкритический интервал температур (ниже линии Ас3, но выше Ac1) не приводит к полной перекристаллизации (измельчается только зерно перлита). Нормализация приводит к несколько более высокой твёрдости, чем отжиг. Для сталей, содержащих 0,25-0,5 % углерода, повышение твёрдости которых при нормализации невелико, выгоднее проводить нормализацию; для более высокоуглеродистых сталей, содержащих 0,55-0,75 % С - отжиг, но, возможно, и нормализацию - в зависимости от используемой в дальнейшем технологии. Малоуглеродистые стали (до 0.25 % С) необходимо подвергать только нормализации, чтобы сталь, имея структуру феррит + перлит (небольшое количество), была пластичной. После отжига эти стали будут иметь структуру феррита и цементита, расположенного по границам ферритных зерен, что сильно охрупчивает стали.
Измельчение зерна при отжиге или нормализации доэвтектоидных сталей в результате перекристаллизации происходит как при нагреве, так и при охлаждении Предварительная термическая обработка углеродистых инструментальных сталей. Заэвтектоидные инструментальные стали имеют исходную структуру перлит + вторичный цементит, при этом в ряде случаев при некачественно проведенной горячей обработке давлением (ковке, прокатке и др.) вторичный цементит расположен в виде сетки по границам перлитных зерен.
Главным условием образования перлита с зернистой формой цементита является фиксация при охлаждении неоднородного по углероду твердого раствора (аустенита). Из однородного (гомогенного) аустенита при медленном охлаждении всегда образуется цементит пластинчатой формы. На практике отжиг проводят путем нагрева стали выше точки Ac1 (до 740-770 °С) с последующей длительной изотермической выдержкой при температуре 660-700 °С (наиболее технологичный режим) или с последующим непрерывным охлаждением с печью со скоростью не более 50 град/ч до 500-600 °С и далее на воздухе (рис. 6.5). Для отдельных заготовок инструментов и небольших их партий возможен маятниковый отжиг, сокращающий время обработки.
|
||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1286; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.211.49 (0.009 с.) |


 Предварительную термическую обработку выполняют для обеспечения требуемых технологических свойств материала заготовок (отливок, поковок, проката и т.п.) и подготовки структуры к окончательной термической обработке: 1) уменьшения твёрдости для снижения усилий резания; 2) измельчения зерна с целью повышения пластичности, так как современные методы обработки конструкционных сталей связаны в основном с формообразованием за счет пластической деформации; 3) устранения различных дефектов структуры (строчечное, ферритной сетки, видманштеповой структуры); 4) получения равномерного распределения структурных составляющих; 5) снятия внутренних напряжений.
Предварительную термическую обработку выполняют для обеспечения требуемых технологических свойств материала заготовок (отливок, поковок, проката и т.п.) и подготовки структуры к окончательной термической обработке: 1) уменьшения твёрдости для снижения усилий резания; 2) измельчения зерна с целью повышения пластичности, так как современные методы обработки конструкционных сталей связаны в основном с формообразованием за счет пластической деформации; 3) устранения различных дефектов структуры (строчечное, ферритной сетки, видманштеповой структуры); 4) получения равномерного распределения структурных составляющих; 5) снятия внутренних напряжений.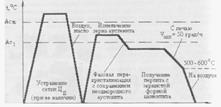 Такая структура приводит к повышенной хрупкости стали и затрудняет ее механическую обработку, а после дальнейшей закалки инструмент будет хрупок и неработоспособен. Поэтому в первую очередь необходимо избавиться от сетки вторичного цементита. Для этого заэвтектоидную сталь нагревают до температуры, при которой вторичный цементит полностью растворится, т. е. на 30-50 °С выше линии Ас3 (но обычно не выше 920-950 °С), выдерживают при этой температуре и ускоренно охлаждают на воздухе или в масле (в зависимости от сечения заготовки). Если же охлаждать медленно, например, с печью, то вторичный цементит успевает вновь выделиться избирательно по границам перлитных зерен.
Такая структура приводит к повышенной хрупкости стали и затрудняет ее механическую обработку, а после дальнейшей закалки инструмент будет хрупок и неработоспособен. Поэтому в первую очередь необходимо избавиться от сетки вторичного цементита. Для этого заэвтектоидную сталь нагревают до температуры, при которой вторичный цементит полностью растворится, т. е. на 30-50 °С выше линии Ас3 (но обычно не выше 920-950 °С), выдерживают при этой температуре и ускоренно охлаждают на воздухе или в масле (в зависимости от сечения заготовки). Если же охлаждать медленно, например, с печью, то вторичный цементит успевает вновь выделиться избирательно по границам перлитных зерен.


