|
Последнее изменение этой страницы: 2016-04-19; просмотров: 296; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.202 (0.008 с.)
|





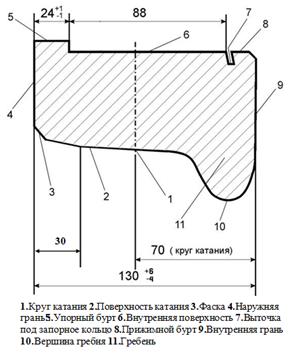

 Движение колесной пары по рельсовому пути происходит в сложных условиях, поэтому необходим правильный выбор профиля поверхности колеса, для лучшего вписывания в кривые и центрирования п/с на прямых участках пути и улучшения характеристик при движении. Необходимый профиль колеса (рис. 39) получают механической обработкой при его изготовлении или при обточке к/п в зависимости от принятой технологии ее формирования.
Движение колесной пары по рельсовому пути происходит в сложных условиях, поэтому необходим правильный выбор профиля поверхности колеса, для лучшего вписывания в кривые и центрирования п/с на прямых участках пути и улучшения характеристик при движении. Необходимый профиль колеса (рис. 39) получают механической обработкой при его изготовлении или при обточке к/п в зависимости от принятой технологии ее формирования.
 Формирование колесной пары
Формирование колесной пары




