
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
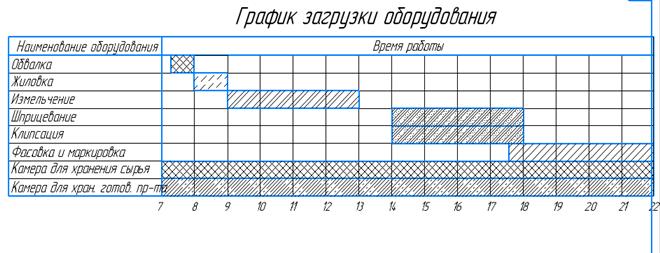
График загрузки оборудования и график электропотребления механизированной технологической линии
При построении графика загрузки оборудования рассчитывается продолжительность работы каждого агрегата в течение суток и определяется время включения и отключения его в процессе приготовления колбасы. График позволяет уточнить принятое количество рабочих. Построив данный график, мы можем составить по времени и по задействованному оборудованию технологический процесс производства продукции, определить, какое оборудование, и в какие промежутки времени будет загружено максимально, а какое минимально. Обвалка и жиловка. Количество сырья для обвалки и жиловки 1500 кг мяса свинины. Длительность смены t см = 480 минут, значит, средняя производительность обвальщика-жиловщика составит: 2400/480 = 5 кг/мин, где 2400 кг в смену – норма выработки оператора механического пресса. Исходя из этого, определим продолжительность одного цикла обвалки:
Tц = 595,02/5 = 119 мин.
Количество циклов будет равно одному. Определим загруженность механического пресса для обвалки мяса на данной операции по формуле:
% з.р = Тц / tcм · 100 (3.3)
Тогда
% з.р. = 119 / 480 ∙ 100 = 25%
Измельчение. Количество сырья, которое необходимо подать в волчок, вместимостью 0,25 м³ (250·1,05·0,78 = 204,75 кг). Количество циклов:
Примем 5 циклов при измельчении Продолжительность одного цикла равна 12 минутам (согласно технологии), с учетом загрузки-выгрузки равной 3 минутам, 15 минут. Загрузка оборудования на данной операции:
Определим загруженность рабочих на данной операции:
Формовка фарша. Количество сырья, перерабатываемое на шприце 1500 кг. Производительность шприца составляет 1600 кг/ч = 26,6 кг/мин. Вместимость бункера формовочного шприца 250 л = 204,75 кг. Продолжительность одного цикла:
t ц = 204,75/26,6 = 8 мин
Учитывая, что время, затрачиваемое на погрузку – выгрузку 5 мин. Так как батон фарша 0,4 кг, а время заполнения колбасной оболочки 1 сек., то продолжительность цикла будет 8 + 5 + 13 = 26 мин. Количество циклов:
n ц = 1000/204,75 = 4,88 цикла = 5 циклов
Загрузка оборудования на данной операции:
% з.о . = (26 · 5 / 60 · 6,2) · 100 = 35 %
Загруженность рабочего:
% з.р . = (13 · 5 / 480) · 100 = 13,5 %
При построении графика загрузки оборудования необходимо учесть, что от конца одной операции до начала другой должно пройти не более 2 часов (в соответствии с санитарными нормами).
Полученный таким образом график загрузки оборудования представлен на рисунке 3.2.
Рисунок 3.2 – График загрузки оборудования
На основании графика загрузки оборудования строится график энергоснабжения. Время включённого состояния каждого агрегата строго увязывается с графиком загрузки. По оси ординат откладывается мощность, исходя из паспортных данных оборудования. При совпадении во времени работы отдельных механизмов их мощности складываются. Огибающая ступенчатая фигура представляет собой график загрузки электрооборудования, показанный на рисунке 3.2. График энергоснабжения строится для расчета максимально возможного энергопотребления технологической линией электричества и для последующего определения максимальной мощности электрической подстанции, от которой питается наше предприятие (рис. 3.3) [10].
Рисунок 3.3 – График энергоснабжения
3.3. Карты рабочих мест, штат и зарплата персонала
Расчет количества рабочих, выполняющих данную операцию, ведется по формуле (3.2) [10]:
где А – количество перерабатываемого продукта (кг) на данной операции за смену или количество обслуживаемого оборудования (шт.); Т – норма выработки одного рабочего за смену (кг) или норма обслуживания количества оборудования одним рабочим за смену (таблица 3.3); К – коэффициент, учитывающий рост производительности труда, К = 1,1. Переработка мяса на костях: – обвалка и жиловка мяса:
Измельчение:
На операцию обвалка - жиловка и составление фарша принимаем одного человека. Шприцевание:
На шприцевание принимаем двух человек. Заработная плата работника рассчитывается исходя из тарифной ставки по должности и величины минимальной заработной платы для работников первого разряда. Результаты расчетов представлены в таблице 3.2.
Таблица 3.2 – Штат и заработная плата работников технологической линии
Для усиления материальной заинтересованности работников в выполнении планов и договорных обязательств, повышении эффективности производства и качества работы могут вводиться системы премирования, вознаграждения по итогам работы за месяц, квартал, год. При организации производства большое внимание уделяется правильной организации рабочих мест. Для повышения работоспособности рабочего необходимо учитывать санитарно-гигиенические и эстетические требования к организации рабочего места, а именно: не допускать резких изменений температуры и влажности воздуха, вредных шумов, плохого освещения, соблюдать правила техники безопасности [14]. Для наиболее ответственных мест должна разрабатываться карта организации рабочего места, которая содержит характеристику выполняемых операций, их состав, и порядок выполнения, приводится схема планировки рабочего места с показом планировки оборудования, транспортных условий, средств механизации, описываются схемы технического и организационного обслуживания рабочего места. Карта организации труда по рабочим местам оператора волчка представлена в таблице приложения В.
|
||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-07-18; просмотров: 175; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.53.209 (0.011 с.) |
 циклов ≈ 5 циклов
циклов ≈ 5 циклов %
%

 (3.2)
(3.2) чел
чел
 чел
чел


