Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
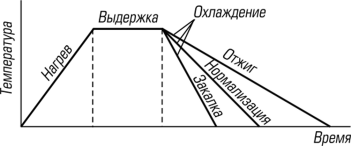
Графики термической обработки: простой и сложной
Основными видами термической обработки являются: Отжиг заключается в нагреве сталей до температур выше фазового превращения с последующей выдержкой и медленным охлаждением сплава вместе с печью. В результате отжига получают структуру перлит с ферритом или цементитом, и сталь приобретает высокую пластичность и низкую твёрдость. Отжигу подвергают отливки, поковки, прокат, заготовки из углеродистой и легированной стали. Различают следующие виды отжига: · неполный, · полный, · низкотемпературный, · диффузионный и · рекристализационный.
Если после нагрева охлаждение происходит не вместе с печью, а на воздухе, то такую операцию называют нормализацией. Получаемая структура после нормализации – мелкопластинчатая перлитного класса (перлит, сорбит, троостит). Для низкоуглеродистых сталей структура и свойства после отжига и нормализации ничем не отличаются. При этом операция нормализации дешевле отжига. По этой причине для низкоуглеродистых сталей рациональней проводить нормализацию. Закалка – нагрев стали до температур выше фазовых превращений с последующим быстрым охлаждением со скоростью выше критической. Цель закалки – придать стали большую твердость. Для устранения избыточных напряжений и повышенной хрупкости сталь после закалки обязательно подвергают отпуску. Отпуск – нагрев закаленной стали до температур ниже фазовых превращений с последующим охлаждением. В результате отпуска структура стали переходит к более равновесному состоянию, твердость снижается, а пластичность повышается. · В зависимости от температуры нагрева отпуск подразделяется на: С увеличением температуры отпуска повышаются пластические свойства и снижается прочность стали.
Самопроизвольный отпуск закаленных сталей при незначительном нагреве или без него, наблюдающийся с течением времени называют старением.
Улучшение. Закалку в сочетании с высоким отпуском называют улучшением. Его назначение – измельчение структуры, повышение механических свойств и повышение обрабатываемости стали резанием.
Изготовление стальных изделий. Стальные слитки — полуфабрикат, из которого различными методами получают необходимые изделия.
В основном применяют обработку стали давлением: металл под действием приложенной силы деформируется, сохраняя приобретенную форму. При обработке металла давлением практически нет отходов. Для облегчения обработки сталь часто предварительно нагревают. Различают следующие виды обработки металла давлением: · прокатка, · прессование, · волочение, · ковка, · штамповка.
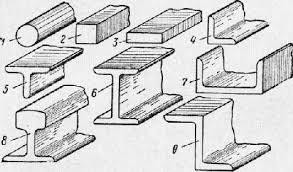
Наиболее распространенный метод обработки — прокатка; им обрабатывается более 70% получаемой стали. При прокатке стальной слиток пропускают между вращающимися валками прокатного стана, в результате чего заготовка обжимается, вытягивается и в зависимости от профиля прокатных валков приобретает заданную форму (профиль). Прокатывают сталь в основном в горячем состоянии. Ø Сортамент стали горячего проката — сталь круглая, квадратная, полосовая, уголковая равнобокая и неравнобокая, швеллеры, двутавровые балки, шпунтовые сваи, трубы, арматурная сталь гладкая и периодического профиля и др.
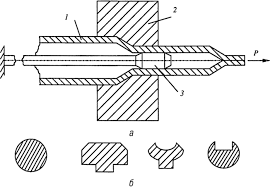
При волочении заготовка последовательно протягивается через отверстия (фильеры) размером меньше сечения заготовки, вследствие чего заготовка обжимается и вытягивается. При волочении в стали появляется так называемый наклеп, который повышает ее твердость. Волочение стали обычно производят в холодном состоянии, при этом получают изделия точных профилей с чистой и гладкой поверхностью. Ø Способом волочения изготовляют проволоку, трубы малого диаметра, а также прутки круглого, квадратного и шестиугольного сечения.
Ковка — обработка раскаленной стали повторяющимися ударами молота для придания заготовке заданной формы.
Ø Ковкой изготовляют разнообразные стальные детали (болты, анкеры, скобы и т. д.).
Штамповка — разновидность ковки, при которой сталь, растягиваясь под ударами молота, заполняет форму штампа. Штамповка может быть горячей и холодной. Этим способом можно получать изделия очень точных размеров.
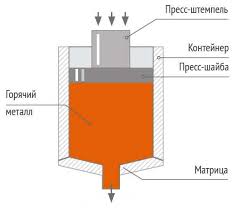
Прессование представляет собой процесс выдавливания находящейся в контейнере стали через выходное отверстие (очко) матрицы. Исходным материалом для прессования служит литье или прокатные заготовки. Ø Этим способом можно получать профили различного сечения, в том числе прутки, трубы небольшого диаметра и разнообразные фасонные профили.
Холодное профилирование — процесс деформирования листовой или круглой стали на прокатных станах. Ø Из листовой стали получают гнутые профили с различной конфигурацией в поперечнике, а из круглых стержней на станках холодного профилирования путем сплющивания — упрочненную холодносплющенную арматуру.
Цветные металлы и сплавы
|
||||||
|
|
Последнее изменение этой страницы: 2021-07-19; просмотров: 134; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.214.32 (0.011 с.) |