
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет трудозатрат через производительность оборудованияСодержание книги
Поиск на нашем сайте
Расчет оборудования
Расчетное количество (n) станков для выполнения определенной операции определяется по формуле
где N – годовая программа выпуска изделий, тыс. шт. изделий в год; Т – трудозатраты на обработку деталей для 1000 изделий по данному виду оборудования, станко-часов; M – располагаемое время работы оборудования в год, ч.∙ Величина располагаемого времени работы оборудования рассчитывается исходя из годового фонда рабочего времени. Номинальный годовой фонд времени при пятидневной рабочей неделе с учетом выходных и праздничных дней составляет 250 – 260 дней. В расчё-те также учитываются затраты времени на периодический ремонт оборудования, продолжительность которого различна и зависит от категории сложности ремонта станков, режима их работы и принятого графика проведения ремонта. Таким образом, располагаемое время работы оборудования определяется по формуле
где Тсм – продолжительность рабочей смены, час; m – количество рабочих смен в сутки (коэффициент сменности); Kсл – коэффициент, учитывающий затраты времени на ремонт обору- дования в зависимости от его сложности. Укрупнено все оборудование для учета затрат на проведение ремонта делится на три группы сложности: легкая группа, средняя и сложная. К лёгкой группе сложности относятся торцовочные, ленточнопильные, фуговальные, гильотинные ножницы, ребросклеива-ющие, клеенаносящие, шлифовальные узколенточные, и т.п. К средним станкам можно отнести прирезные, форматно-раскроечные, широколенточные шлифовальные и т. п. К сложным - автоматические станки, станки с ЧПУ, автоматические и полуавтоматические линии. При восьмичасовом рабочем дне и односменной работе располагаемое время М (в часах) составит: для лёгких станков – М = 260 ∙ 8 ∙ 1 ∙ 0,97 = 2017; для средних станков – М = 260 ∙ 8 ∙ 1 ∙ 0,95 = 1976; для сложных станков – М = 260 ∙ 8 ∙ 1∙ 0,93 = 1934. Полученное расчетное количество станков n, как правило, не является целым числом, поэтому фактическое число станков принимается как целое число m, исходя из требования, что процент загрузки оборудования Р, определяемый по формуле
не должен превышать 120 %. Например, n = 1,28. При m = 1, Р = 138 %, что превышает допустимый процент перегрузки. В этом случае необходимо принимать m = 2, тогда Р = 69 %. При n = 2,36; m = 2; Р = 118 %. Значения располагаемого времени работы оборудования в год, трудозатраты на 1000 изделий (Т), трудозатраты на годовую программу (N∙Т); расчетное количество оборудования, принятое количество и процент загрузки проставляют в соответствующих строках схемы технологического процесса по каждому виду оборудования (табл. 4.2). Расчет трудозатрат может производиться двумя способами: через производительность оборудования и через элементы времени.
НГ-28 | 1. Стенка боковая | 1768×590 | 4 | 0, 465 | 9,8 | 0,510 | 20,42 | ||||||
| 2. Стенка горизонтальная | 849х589 | 4 | 0,362 | 9,8 | 0,397 | 15,90 | ||||||||
| и др. детали | ||||||||||||||
| Всего, ч | 75,60 | |||||||||||||
|
РС-9А | 1. Стенка боковая | 1768×590 | 4 | 1,907 | 10,4 | 2,11 | 84,41 | |||||||
| 2. Стенка горизонтальная | 849х589 | 4 | 1,365 | 10,4 | 1,507 | 60,27 | ||||||||
| и др. детали | ||||||||||||||
| Всего, ч | 264,49 | |||||||||||||

Расчёт площадей складов
| № | Наименование склада |  шт./ч
шт./ч
|  ,
м 2 ,
м 2
| n шт. в стопе | Время хранения, ч | Площадь, м 2 | |
| 1 | после станка Forward 400 EVO | 100,2 | 1,0 | 53 | 16 | 28,44 м2 | |
| 2 | после станка Hirzt F6 | 93,00 | 1,0 | 50 | 16 | 26,45 | |
| и так далее |
| ||||||
|
| |||||||
|
| Итого | 248 | |||||
Производственная площадь Fпр = (353+248)/0,6 = 1002 м2.
Принимается стандартная ширина цеха Вц =18 м. Расчётная длина цеха определяется по формуле Lрасч= Fпр /Вц. Тогда Lрасч = 1002/18 = 55,45. Принимается стандартное значение Lц = 60 м.
Производственная площадь действительная: 18×60 = 1080 м2.
4.7. Разработка плана цеха
Разработка плана цеха – заключительный этап курсового проектирования. Исходными материалами для выполнения плана цеха являются:
– схема технологического процесса изготовления изделия;
– расчетные значения площадей, занятых оборудованием и складами, размеры и форма цеха;
– организация рабочих мест;
– условные обозначения станков, линий, подстопных мест и транс-
портных средств;
– требования техники безопасности и противопожарных правил.
План цеха выполняется на листе ватмана формата А1 в масштабе 1:100. Мебельные цеха имеют в плане, как правило, здания прямо- угольной формы с пролетами 18, 24, 36 м. Размеры здания цеха по ширине и по длине должны быть кратными строительному модулю, равному 6 м.
На листе ватмана вычерчиваются план здания (этажа) с изображением основных строительных элементов (стен, колонн, оконных и дверных проемов). Для определения взаимного расположения элементов здания на плане наносят сетку координационных осей его несущих конструкций. Для передачи заготовок по рабочим местам рекомендуется использовать систему напольных роликовых конвейеров, рельсовых путей, поворотных устройств, которые на плане показываются, с соблюдением масштаба в условных изображениях (табл. 4.7).
Таблица 4.7.
Библиографический список
1. ГОСТ 7.32-2001 Система стандартов по информации, библиотечному делу и издательской деятельности. Отчет о научно-исследовательской работе. Структура и правила оформления. – Введ. 07.01.2018. – М.: Стандартинформ, 2008. – 18 с.
2. ГОСТ 16371-93. Мебель. Общие технические условия. - Введ. 01.01.95. – М.: Изд-во стандартов, 1993. – 24 с.
3. ГОСТ 7307-75. Детали из древесины и древесных материалов. Припуски на механическую обработку [Текст]. - Введ. 01.01. 77. – Москва: Изд-во стандартов, 1981. -11 с.
4. ГОСТ 10632-2014 Плиты древесностружечные. Технические условия. – Введ. 01.07.2015. – М.: Стандартинформ, 2014. – 14 с.
5. ГОСТ 4598-86 (СТ СЭВ 4188-83). Плиты древесноволокнистые. Технические условия. – Взамен ГОСТ 4598-74 - Введ. 31.01.86. – М.: Изд-во стандартов, 1986. – 10 с.
6. ГОСТ 2977-82. Шпон строганый. Технические условия. – Взамен ГОСТ 2977-77 - Введ. 01.01.83. – М.: Изд-во стандартов, 1982. – 10 с.
7. ГОСТ 32683-2014 Материал кромочный на основе бумаг, пропитанных термореактивными полимерами. Технические условия. –Введ. 01.07.2015. – М.: Стандартинформ, 2014.–12 с.
8. ГОСТ 14.322-83Межгосударственный стандарт. Нормирование расхода материалов. Основные положения. Введ. 01.01.84. – М.: Изд-во стандартов, 1983.12 с.
9. Инструкция по нормированию расхода материалов в основном производстве мебели: часть I. М.: ВПКТИМ, 1983.193 с.
10. Инструкция по нормированию расхода материалов в основном производстве мебели: часть II. М.: ВПКТИМ, 1983.193 с.
11. Пахнутова Л.В. Технология изделий из древесины. Расчёт обору-дования деревообрабатывающих цехов [Текст]: учебное пособие / Л.В. Пахнутова. – Красноярск: СибГТУ, 2010. - 92 с.
12. Пахнутова, Л. В. Технология изделий из древесины. Выбор оборудования для деревообрабатывающих производств [Текст]: учебное пособие для студентов специальностей 260200 всех форм обучения / Л. В. Пахнутова, Н. А. Романова. – Красноярск: СибГТУ, 2007.–150 с.
13. Романова, Н. А. Технология изделий из древесины [Электронный ресурс]: [для студентов направления 35.03.02 «Технология лесозаго-товительных и деревоперерабатывающих производств» направленностей «Технологическая подготовка деревообрабатывающих производств» и «Технология деревообработки»] / Н. А. Романова; Ин-т лесных технологий Сиб. гос. ун-та науки и технологий им. М. Ф. Решетнева]. – Электрон. текст. дан. – Красноярск: СибГУ им. М. Ф. Решетнева, 2017. – URL: http://umkd.pallada.sibsau.ru/data/1226.
Расчет оборудования
Расчетное количество (n) станков для выполнения определенной операции определяется по формуле
n= 
| (4.1) |
где N – годовая программа выпуска изделий, тыс. шт. изделий в год;
Т – трудозатраты на обработку деталей для 1000 изделий по данному виду оборудования, станко-часов;
M – располагаемое время работы оборудования в год, ч.∙
Величина располагаемого времени работы оборудования рассчитывается исходя из годового фонда рабочего времени. Номинальный годовой фонд времени при пятидневной рабочей неделе с учетом выходных и праздничных дней составляет 250 – 260 дней. В расчё-те также учитываются затраты времени на периодический ремонт оборудования, продолжительность которого различна и зависит от категории сложности ремонта станков, режима их работы и принятого графика проведения ремонта. Таким образом, располагаемое время работы оборудования определяется по формуле
 ,
,
где Тсм – продолжительность рабочей смены, час;
m – количество рабочих смен в сутки (коэффициент сменности);
Kсл – коэффициент, учитывающий затраты времени на ремонт обору-
дования в зависимости от его сложности.
Укрупнено все оборудование для учета затрат на проведение ремонта делится на три группы сложности: легкая группа, средняя и сложная.
К лёгкой группе сложности относятся торцовочные, ленточнопильные, фуговальные, гильотинные ножницы, ребросклеива-ющие, клеенаносящие, шлифовальные узколенточные, и т.п.
К средним станкам можно отнести прирезные, форматно-раскроечные, широколенточные шлифовальные и т. п.
К сложным - автоматические станки, станки с ЧПУ, автоматические и полуавтоматические линии.
При восьмичасовом рабочем дне и односменной работе располагаемое время М (в часах) составит:
для лёгких станков – М = 260 ∙ 8 ∙ 1 ∙ 0,97 = 2017;
для средних станков – М = 260 ∙ 8 ∙ 1 ∙ 0,95 = 1976;
для сложных станков – М = 260 ∙ 8 ∙ 1∙ 0,93 = 1934.
Полученное расчетное количество станков n, как правило, не является целым числом, поэтому фактическое число станков принимается как целое число m, исходя из требования, что процент загрузки оборудования Р, определяемый по формуле
P =  ∙100, ∙100,
| (4.2) |
не должен превышать 120 %.
Например, n = 1,28. При m = 1, Р = 138 %, что превышает допустимый процент перегрузки. В этом случае необходимо принимать m = 2, тогда Р = 69 %. При n = 2,36; m = 2; Р = 118 %.
Значения располагаемого времени работы оборудования в год, трудозатраты на 1000 изделий (Т), трудозатраты на годовую программу (N∙Т); расчетное количество оборудования, принятое количество и процент загрузки проставляют в соответствующих строках схемы технологического процесса по каждому виду оборудования (табл. 4.2).
Расчет трудозатрат может производиться двумя способами: через производительность оборудования и через элементы времени.
Расчет трудозатрат через производительность оборудования
В технологическом процессе может использоваться оборудование проходной или позиционной схемы обработки.
Производительность проходного оборудования в общем виде определяется по формуле
 , (4.3)
, (4.3)
где Т см – продолжительность рабочей смены, мин;
Км – коэффициент, учитывающий потери машинного времени. Значение принимается в зависимости от различных факторов, в том числе, от промежутков между подаваемыми заготовками: для коротких заготовок Км имеет меньшее значение, для длинных – большее;
Кр – коэффициент, учитывающий потери рабочего времени, Тпер, на введенные в режим работы перерывы
 ; ;
|
U – скорость подачи, м/мин;
n – количество одновременно обрабатываемых заготовок;
lз – длина обрабатываемой стороны заготовки, м;
m – число проходов заготовки через станок.
Производительность позиционного оборудования в общем виде определяется по формуле
 (4.4)
(4.4)
где tц – усредненная продолжительность цикла операции или составной ее
части, включающая усредненные затраты времени на вспомогате-
льные приемы (взять заготовку из стопы, базировать на станке,
закрепить, произвести обработку, раскрепить, отложить в стопу
обработанных заготовок и т.п.), мин.;
m – количество повторений операционного цикла или его части.
В зависимости от вида оборудования формулы определения производительности могут уточняться. Расчет можно производить только после выяснения порядка работы оборудования. Исходя из формул общего вида и знания технологической операции, студент должен составить уточненную формулу производительности конкретного оборудования.
Например, при расчете по формуле (4.4) производительности пресса (позиционная схема обработки) для облицовывания пластей количество одновременно облицовываемых заготовок, n, принимается в зависимости от соотношения размеров плит пресса и размеров заготовок.
При расчете производительности форматно-раскроечного станка (проходная схема обработки) по формуле (4.3) значение n, принимается в соответствии с количеством заготовок с одной плиты по карте раскроя. При расчете необходимо учитывать, что каретка совершает рабочий и холостой ход (необходимо принимать среднюю скорость подачи), а также длины, количество и порядок выполнения пропилов, которые отражены в раскройной карте. Рассмотрим раскрой по карте (рис. 4.1)
На карте показаны линии пиления, заготовки и отходы (обозначенные коричневым цветом). 1-й рез вдоль плиты длиной 3660 мм, шириной 15 мм предусматривает опиливание края плиты, пропилы 2, 3, 4 - выполняются для раскроя на полосы, равные ширине заготовок. Общая длина продольных пропилов составляет 3,66 × 4 = 14,64 м. Полосы подаются на поперечный раскрой. На каждой полосе выполняется опиливание края (5-й, 8-й,11-й пропил) и пропилы на длину заготовки (пропилы 6, 9, 12, 7, 10, 13). Общая длина поперечных пропилов составляет 0,575 × 9 = 5, 17 м. Вся длина пропилов по карте раскроя 5,17 + + 4,64 = 19,81. Такое значение проставляется в исходных данных (графа 4 табл. 3.3). Общая длина с учетом двойного хода каретки составит 39,62 м.
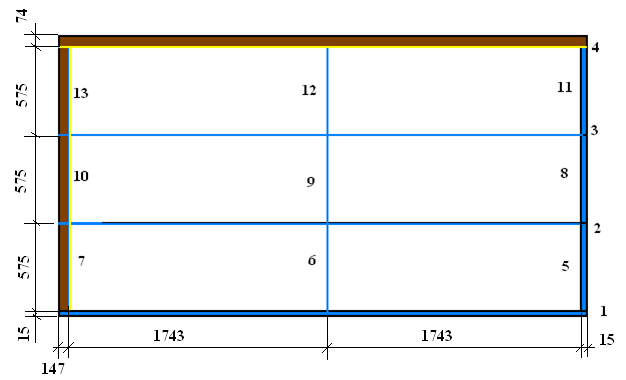
Рис. 4.1. Карта раскроя ДСтП размером 3660х1830 мм
на заготовки размером 1743×575 мм
После определения производительности, штук деталей или заготовок в смену, время обработки одной заготовки, (tшт), определяют отношением времени смены (Тсм) к производительности оборудования (А):
tшт =  , час.
, час.
Время обработки деталей (трудозатраты) для 1000 изделий (t), которое проставляют в кружок схемы. Значения суммарных трудозатрат на 1000 изделий, полученные по каждому виду оборудования, используются при расчете количества оборудования (формула 4.1). Все расчеты трудозатрат через производительность оборудования сводятся в таблицу, пример выполнения расчетов приведен в табл. 4.3.
Таблица 4.3
Нормирование трудозатрат через производительность оборудования
| Наименование и марка оборудования | Формула производительности | Наименование деталей | Исходные данные |
| Форматно-раскроечный станок ТЕМА-3200 |
| 1.Стенка боковая | n1= 9; L1=17,41 м; Uср=16 м/мин; Кр=0,9; Км=0,7. |
| 2.Стенка горизонтальная | n2 = 10; L2=15,59 м; Uср=16 м/мин; Кр=0,9; Км=0,7. | ||
| и др. детали | |||
| Cтанок для обли-цовывания кромок WoodTec FORWARD 400 EVO |
| 1.Стенка боковая | Uср=12 м/мин; Кр=0,9;Км=0,85; l1= 1,727; m1=1; l2= 0,56; m2=2; |
| и др. детали | |||
| Пресс Press 25-100/1 |
| 1.Стенка боковая | n1=2; Кр= 0,9;
Км=0,9;  1,5 мин 1,5 мин
|
| и др. детали | |||
Продолжение табл.4.3
| Количество деталей в смену | Время на одну деталь, ч, t шт | Количество деталей в изделии, шт | Время на изделие, ч | Время на 1000 изделий, ч |
| А1 = 1250 | 0,0064 | 2 | 0,0128 | 12,8 |
| А2 = 1552 | 0,0051 | 2 | 0,010 | 10 |
| и др. детали | ||||
| Всего, ч | ||||
| А1 = 2278 | 0,0035 | 2 | 0,007 | 7 |
| и др. детали | ||||
| Всего, ч | ||||
| А1 = 518 | 0, 015 | 2 | 0,030 | 30 |
| и др. детали | Всего, ч |
Продолжительность смены в расчетах производительности принимается Тсм = 480 мин.
Для отдельных видов оборудования формулы производительности приведены в методических указаниях [11].
|
| Поделиться: |



