
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Инструменты, приспособления, сверла ⇐ ПредыдущаяСтр 2 из 2
Основными инструментами для сверления являются ручные и электрические дрели, а также, при возможности, сверлильные станки. Рабочий элемент этих механизмов — сверло — может иметь различную форму. Различают сверла:
Производство свёрл различной конструкции нормируется многочисленными ГОСТами. Свёрла до Ø 2 мм не имеют маркировку, до Ø 3 мм — на хвостовике указано сечение и марка стали, большие диаметры могут содержать дополнительную информацию. Для получения отверстия определённого диаметра нужно взять сверло на несколько десятых миллиметра меньше. Чем лучше заточено сверло, тем меньше разница между этими диаметрами.
Свёрла отличаются не только диаметром, но и длиной — производятся короткие, удлинённые и длинные. Важной информацией является и предельная твёрдость обрабатываемого металла. Хвостовик свёрл может быть цилиндрическим и коническим, что следует иметь в виду при подборе сверлильного патрона или переходной втулки.
Для некоторых работ и материалов требуется выполнение специальной заточки. Чем твёрже обрабатываемый металл, тем острее должна быть заточена кромка. Для тонколистового металла обычное спиральное сверло может не подойти, понадобится инструмент со специальной заточкой. Подробные рекомендации для различного типа свёрл и обрабатываемых металлов (толщина, твёрдость, тип отверстия) достаточно обширны, и в этой статье мы их рассматривать не будем.
Заточка спиральных сверл. Спиральное сверло затачивают на электроточиле с мелкозернистым абразивным кругом. Напомним правила безопасной работы на электроточиле, которые вы изучали Перед заточкой следует отрегулировать положение подручника, опустить экран или надеть очки, проверить заземление, ограждение, качество и крепление абразивного круга.
Левой рукой, опираясь на подручник, удерживают за спиральную часть сверло на расстоянии 15 — 20 мм от его вершины. Правой рукой охватывают хвостовик, слегка прижимая сверло к абразивному кругу так, чтобы режущая кромка располагалась параллельно оси абразивного круга. Угол заточки сверла (угол при вершине) – зависит от материала. Затем плавным движением правой руки, не отнимая от абразивного круга сверло, поворачивают его вокруг своей оси и, соблюдая правильный наклон, затачивают одну режущую кромку сверла. Так же затачивают другую режущую кромку.
Формы заточки сверл: 1. Нормальная одинарная – имеются недостатки (большое трение,
плохо отводит теплоту).Для улучшения условий работы сверл применяют другие виды заточки. 2.Двойная заточка – получают два конуса (1 конус – 116-118°; 2 конус – 70-75°) и образуются 4 режущие кромки. Улучшается отвод тепла. 3.Подточка перемычки – со стороны передней поверхности зуба уменьшается ее длина, а значит и уменьшается неблагоприятные действия перемычки. 4.Подточка ленточки – улучшает условия резания, поскольку ленточка сужается и уменьшается трение. Для закрепления деталей перед сверлением используют тиски, упоры, кондукторы, уголки, прихваты с болтами и другие приспособления. Это не только требование безопасности, так на самом деле удобнее, и отверстия получаются более качественные. Для снятия фасок и обработки поверхности канала пользуются зенковкой цилиндрической или конической формы, а для наметки точки под сверление и чтобы сверло «не соскочило» — молоток и кернер. Лучшими свёрлами до сих пор считаются выпущенные в СССР — точное следование ГОСТ по геометрии и составу металла. Хороши и немецкие Ruko с титановым напылением, а также свёрла от Bosch — проверенное качество. Хорошие отзывы о продукции Haisser — мощные, как правило, большого диаметра. Достойно показали себя свёрла «Зубр», особенно серии «Кобальт». Режимы сверления: Очень важно правильно закрепить и направить сверло, а также выбрать режим резания. При выполнении отверстий в металле сверлением важными факторами являются количество оборотов сверла и усилие на подачу, прилагаемое к сверлу, направленное по его оси, обеспечивающее заглубление сверла при одном обороте (мм/об). При работе с различными металлами и свёрлами рекомендуются различные режимы резания, причём чем твёрже обрабатываемый металл и чем больше диаметр сверла, тем меньше рекомендуемая скорость резания. Показатель правильного режима — красивая, длинная стружка.
Воспользуйтесь таблицами, чтобы правильно выбрать режим и не затупить сверло преждевременно. Таблица 1. Рекомендуемые скорости резания отверстий L/D ≤ 3, приведённые для быстрорежущей стали средней твёрдости
Диаметр сверла D, мм | |||||||||||||||
| 2,5 | 4 | 6 | 8 | 10 | 12 | 146 | 20 | 25 | 32 | |||||||
|
Скорость резания v, м/мин | ||||||||||||||||
| При сверлении стали | ||||||||||||||||
| 0,06 | 17 | 22 | 26 | 30 | 33 | 42 | — | — | — | — | ||||||
| 0,10 | — | 17 | 20 | 23 | 26 | 28 | 32 | 38 | 40 | 44 | ||||||
| 0,15 | — | — | 18 | 20 | 22 | 24 | 27 | 30 | 33 | 35 | ||||||
| 0,20 | — | — | 15 | 17 | 18 | 20 | 23 | 25 | 27 | 30 | ||||||
| 0,30 | — | — | — | 14 | 16 | 17 | 19 | 21 | 23 | 25 | ||||||
| 0,40 | — | — | — | — | — | 14 | 16 | 18 | 19 | 21 | ||||||
| 0,60 | — | — | — | — | — | — | — | 14 | 15 | 11 | ||||||
| При сверлении чугуна | ||||||||||||||||
| 0,06 | 18 | 22 | 25 | 27 | 29 | 30 | 32 | 33 | 34 | 35 | ||||||
| 0,10 | — | 18 | 20 | 22 | 23 | 24 | 26 | 27 | 28 | 30 | ||||||
| 0,15 | — | 15 | 17 | 18 | 19 | 20 | 22 | 23 | 25 | 26 | ||||||
| 0,20 | — | — | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | ||||||
| 0,30 | — | — | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 19 | ||||||
| 0,40 | — | — | — | — | 14 | 14 | 15 | 16 | 16 | 17 | ||||||
| 0,60 | — | — | — | — | — | — | 13 | 14 | 15 | 15 | ||||||
| 0,80 | — | — | — | — | — | — | — | — | — | 13 | ||||||
| При сверлении алюминиевых сплавов | ||||||||||||||||
| 0,06 | 75 | — | — | — | — | — | — | — | — | — | ||||||
| 0,10 | 53 | 70 | 81 | 92 | 100 | — | — | — | — | — | ||||||
| 0,15 | 39 | 53 | 62 | 69 | 75 | 81 | 90 | — | — | — | ||||||
| 0,20 | — | 43 | 50 | 56 | 62 | 67 | 74 | 82 | – | – | ||||||
| 0,30 | — | — | 42 | 48 | 52 | 56 | 62 | 68 | 75 | — | ||||||
| 0,40 | — | — | — | 40 | 45 | 48 | 53 | 59 | 64 | 69 | ||||||
| 0,60 | — | — | — | — | 37 | 39 | 44 | 48 | 52 | 56 | ||||||
| 0,80 | — | — | — | — | — | — | 38 | 42 | 46 | 54 | ||||||
| 1,00 | — | — | — | — | — | — | — | — | — | 42 | ||||||

 1. Сверло с цилиндрическим хвостовиком. 2. Сверло с коническим хвостовиком. 3. Сверло с мечиком для резьбы. 4. Центровое сверло. 5. Сверло с двумя диаметрами. 6. Центровочное сверло. 7. Коническое сверло. 8. Коническое многоступенчатое сверло
1. Сверло с цилиндрическим хвостовиком. 2. Сверло с коническим хвостовиком. 3. Сверло с мечиком для резьбы. 4. Центровое сверло. 5. Сверло с двумя диаметрами. 6. Центровочное сверло. 7. Коническое сверло. 8. Коническое многоступенчатое сверло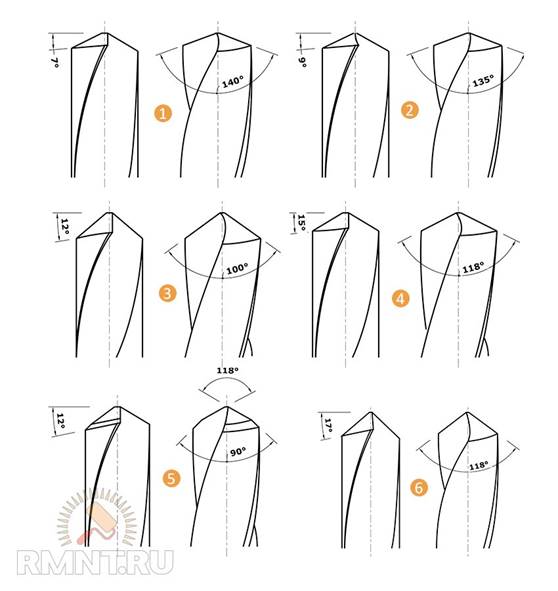 Различные типы заточки сверла. 1. Для жёсткой стали. 2. Для нержавеющей стали. 3. Для меди и медных сплавов. 4. Для алюминия и алюминиевых сплавов. 5. Для чугуна. 6. Бакелит
Различные типы заточки сверла. 1. Для жёсткой стали. 2. Для нержавеющей стали. 3. Для меди и медных сплавов. 4. Для алюминия и алюминиевых сплавов. 5. Для чугуна. 6. Бакелит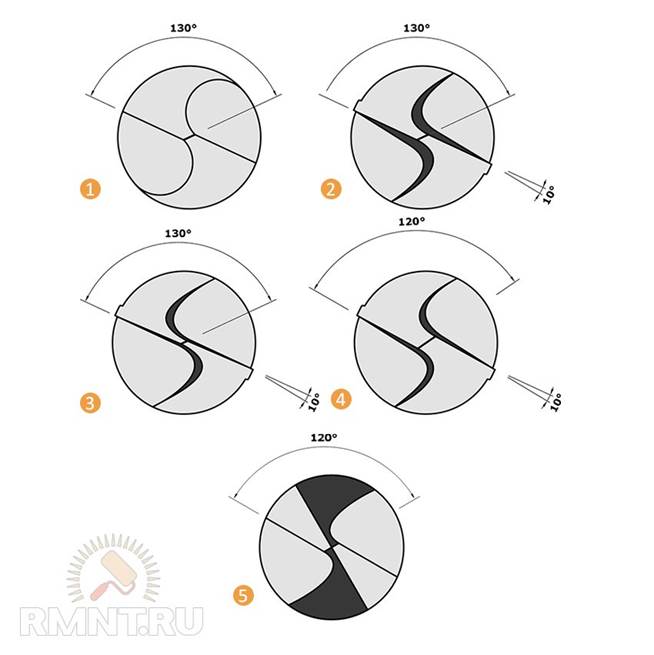 1. Стандартная заточка. 2. Свободная заточка. 3. Разбавленная заточка. 4. Тяжёлая заточка. 5. Раздельная заточка
1. Стандартная заточка. 2. Свободная заточка. 3. Разбавленная заточка. 4. Тяжёлая заточка. 5. Раздельная заточка

Таблица 2. Поправочные коэффициенты



