
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Металлургические процессы при газовой сваркеСтр 1 из 5Следующая ⇒
ГАЗОВАЯ СВАРКА МЕТАЛЛОВ
Суть газовой сварки заключается в нагреве металла до расплавления, теплом которое выделяется при сгорании горючего газа и кислорода. Для газовой сварки используется горючий газ – ацетилен, а в качестве окислителя – кислород. Строение и виды ацетилено – кислородного пламени СТРОЕНИЕ ПЛАМЕНИ В процессе горения ацетилена кислороде, в пламени образуется 3 зоны: 1. Ядро; 2. Восстановительная зона; 3. Факел. Все эти три зоны имеют разную температуру, за счёт протекания в них разных процессов. Самая высокая температура развивается в восстановительной зоне, на расстоянии от ядра 2 – 4мм. Именно восстановительной зонной осуществляется нагрев металла при газовой сварке.
ВИДЫ ПЛАМЕНИ НОРМАЛЬНОЕ Соотношение ацетилена и кислорода от 1:1 до 1:1,1
Ядро - резко очерченное, цилиндрической формы с плавным закруглением, ярко светящейся оболочкой, четко выражены все три зоны. Используют для сварки большинства сталей, сплавов и цветных металлов НАУГЛЕРОЖИВАЮЩЕЕ Соотношение ацетилена и кислорода более 1:0,95 (избыток ацетилена)
Ядро теряет резкость очертания, на конце появляется зеленый венчик, восстановительная зона бледнеет и почти сливается с ядром. Факел желтеет. Используют для сварки чугуна, наплавки твердыми сплавами ОКИСЛИТЕЛЬНОЕ Соотношение ацетилена и кислорода менее 1:1,3 (избыток кислорода))
Ядро конусообразное, укороченное, имеет менее резкие очертания, бледнеет. Пламя - синевато-фиолетовое, горит с шумом. Все зоны сокращаются подлине. Окисляет металл. Шов получается хрупким и пористым. Используют при сварке латуни
МОЩНОСТЬ ПЛАМЕНИ Характеризуется количеством ацетилена, проходящего за 1 час через горелку, необходимым для расплавления 1 мм толщины свариваемого металла. Регулируется наконечниками и вентилями горелки. Температура пламени при сгорании ацетилена в кислороде ∼ 3150 – 3620 °С.
Технология газовой сварки Для сварки большинства металлов применяют нормальное (восстановительное) пламя. Окислительное пламя (с избытком кислорода) применяют при сварке с целью повышения производительности процесса, но при этом обязательно пользоваться проволокой, содержащей повышенное количество марганца и кремния в качестве раскислителей, оно также необходимо при сварке латуни и пайке твердым припоем. Науглероживающее пламя (с избытком ацетилена) применяют при наплавке твердыми сплавами. Пламя с незначительным избытком ацетилена используют для сварки алюминиевых и магниевых сплавов. Качество наплавленного металла и прочности сварного шва сильно зависят от состава сварочного пламени. Сварка углеродистых сталей Низкоуглеродистые стали можно сварить любым способом газовой сварки. Пламя горелки должно быть нормальным, мощностью 100-130дм 3/ч при правой сварке. При сварке углеродистых сталей применяют проволоку из малоуглеродистой стали св-8 св-10га. При сварке этой проволокой часть углерода, марганца и кремния выгорает, а металл шва получает крупнозернистую структуру и его предел прочности такового для основного металла. Для получения наплавленного металла равнопрочного основному, применяют проволоку св-12гс, содержащую до 0.17% углерода; 0.8-1.1 марганца и 0.6-0.9% кремния. Сварка легированных сталей Легированные стали хуже проводят тепло чем низкоуглеродистая сталь, и поэтому больше коробятся при сварке. Низколегированные стали (например XCHД) хорошо свариваются газовой сваркой. При сварке применяют нормальное пламя и проволоку СВ-0.8, СВ-08А или СВ-10Г2 Хромоникелевые нержавеющие стали сваривают нормальным пламенем мощностью 75дм3 ацетилена на 1мм толщины металла. Применяют проволоку СВ-02Х10Н9, СВ-06-Х19Н9Т. При сварке жаропрочной нержавеющей стали, применяют проволоку содержащую 21% никеля 25% хрома. Для сварки коррозиностойкой стали содержащей молибден 3%, 11% никеля, 17% хрома. Сварка чугуна Чугун сваривают при исправлении дефектов отливок, а так же восстановлении и ремонте деталей: заварке трещин, раковин, при варке отколовшихся частей и пр.
Сварочное пламя должно быть нормальным или науглероживающим, так как окислительное вызывает местное выгорание кремния, и в металле шва образуются зерна белого чугуна. Сварка меди Медь обладает высокой теплопроводностью, поэтому при ее сварке к месту расплавления металла приходится проводить большое количество тепла, чем при сварке стали. Одним из свойств меди затрудняющим сварку, является ее повышенная текучесть в расплавленном состоянии. Поэтому при сварке меди не оставляют зазора между кромками. В качестве присадочного металла используют проволоку из чистой меди. Для раскисления меди и удаления шлака применяют флюсы. Сварка латуни и бронзы Сварка латуни. Газовую сварку широко используют для сварки латуни, которая труднее поддается сварке электрической дугой. Основное затруднение при сварке состоит в значительном испарении из латуни цинка, которое начинается при 900С. Если латунь перегреть, то вследствие испарения цинка, шов получится пористым. При газовой сварке может испаряется до 25% содержащегося в латуни цинка. Для уменьшения испарения цинка сварку латуни ведут пламени с избытком кислорода до 30-40%. В качестве присадочного металла используют латунную проволоку. В качестве флюсов применяют прокаленную буру или газообразный флюс БМ-1 Сварка бронзы Газовую сварку бронзы применяют при ремонте литых изделий из бронзы, наплавке работающих на трение поверхностей деталей слоем антифрикционных бронзовых сплавов и пр. Сварочное пламя должно иметь восстановительный характер, так как при окислительном пламени увеличиваются выгорание из бронзы олова, кремния, алюминия. В качестве присадочного материала используют прутки или проволоку, близкие по составу к свариваемому металлу. Для раскисления в присадочную проволоку вводят до 0.4% кремния. Для защиты металла от окисления и удаления окислов в шлаки применяют флюсы тех же составов, что и при сварке меди и латуни. Конструктивные элементы подготовки кромок и швов стыковых соединений Характер шва и форма кромок |
Конструктивный элемент |
Размеры, мм | ||||||||||||||||||||||
|
Кромок |
Шва | Толщина металла | Притупление | Зазор | Ширина шва | Выпуклость | |||||||||||||||||||
| S | c | b | e | q | |||||||||||||||||||||
| Односторонний с отбортовкой двух кромок | 
| 
| 0,5-1 | - | 0-1 | 1-2 | - | ||||||||||||||||||
| Односторонний без скоса кромок | 
| 
| 1-3 | 1-3 | 0,5-2 | 5-7 | 1-1,5 | ||||||||||||||||||
| Двусторонний без скоса кромок | 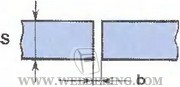
| 
| 3-6 | - | 1-2 | 6-8 | 1-2 | ||||||||||||||||||
| Односторонний со скосом одной кромки | 
| 
| 5-10 | 1-2 | 1,5-3 | 8-12 | 1-2,5 | ||||||||||||||||||
| Односторонний со скосом двух кромок | 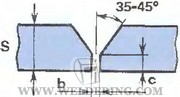
| 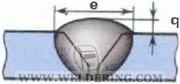
| 6-15 | 1,5-3 | 2-4 | 12-20 | 1,5-2 | ||||||||||||||||||
| Двусторонний с двумя скосами двух кромок | 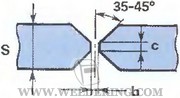
| 
| 11-25 | 2-4 | 2-4 | 20-34 | 2-2,5 | ||||||||||||||||||
Примечание:

При сварке металла разной толщины на более толстом листе на участке длиной не менее 5S делают скос с одной или с двух сторон до толщины более тонкого листа, после чего подготавливают кромки.
Режимы газовой сварки
ПАРАМЕТРЫ РЕЖИМА
· Мощность пламени
· Вид пламени
· Диаметр присадочной проволоки
ВЫБОР ТЕПЛОВОЙ МОШНОСГП ПЛАМЕНИ
Мощность пламени выбирают в зависимости от толщины свариваемого металла и его теплофизических свойств и регулируют подбором наконечника горелки
|
|
| Номер наконечника горелки | 000 | 00 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Толщина свариваемой низкоуглеродистой стали, мм | 0,05-0,1 | 0,1-0,25 | 0,2-0,5 | 0,5-1,0 | 1,0-2,0 | 2,0-4,0 | 4,0-7,0 | 7,0-11,0 | 11,0-17,0 | 17,0-30,0 | 30,0-80,0 | св. 80,0 |
ОПРЕДЕЛЕНИЕ ВИДА ПЛАМЕНИ
Вид пламени регулируют и устанавливают на глаз в зависимости от материала свариваемых деталей
· НОРМАЛЬНОЕ
· НАУГЛЕРОЖИВАЮЩЕЕ
· ОКИСЛИТЕЛЬНОЕ
ПОКАЗАТЕЛЬ
СВАРИВАЕМЫЙ МЕТАЛЛ
Удельный расход (л/ч) на 1 мм толщина металла
Соотношение ацетилена и кислорода
1:1,1
1:1,1
1:0,9
1:1,1
1:1,3
1:1,1
1:1,1
1:1,1
ОПРЕДЕЛЕНИЕ ДИАМЕТРА ПРИСАДОЧНОЙ ПРОВОЛОКИ
Для сварки низко- и среднеуглеродистой стали диаметр присадочной проволоки определяют по формулам в зависимости от способа сварки и толщины металла

При левом способе: dn=S/2+1 (мм) При правом способе: dn=S/2 (мм).
ПРИСОЕДИНЕНИЕ ШЛАНГОВ
Пред присоединением к горелке – шланги продуть
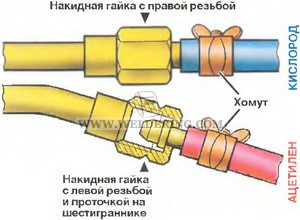
Присоединить к штуцеру горелки шланг для подачи кислорода
Проверить горелку на разрежение в ацетиленовом канале
Присоединить шланг для подачи ацетилена
Проверить точность и надежность закрепления шлангов хомутами
Допускается вместо хомутов закреплять шпанги не менее чем в двух местах по длине ниппеля мягкое отожженной проволокой
ПРОВЕРКА НА РАЗРЕЖЕНИЕ (ПОДСОС)

Прикрепить наконечник с помощью накидной гайки
Присоединить кислородный шланг к ниппелю
Установить давление кислорода по манометру редуктора (например, для наконечника №4 давление 0,2-0,4 МПа)

Полностью открыть вентиль ацетилена, а затем кислорода
Убедиться в наличии разрежения, поднеся большой палец к ниппелю ацетилена (палец должен присасываться)
ПРИ ОТСУТСТВИИ РАЗРЕЖЕНИЯ
1. Закрыть вентиль кислород и отсоединить наконечник
2. Завернуть инжектор из смесительной камеры на 1/2 оборота
3. Собрать горелку и испытать ее повторно
4. При отсутствии разрежения снять наконечник, вывернуть из него инжектор и мундштук. Проверить, не засорены ли отверстия. При необходимости прочистить мягкой проволокой и продуть воздухом
5. Проверить, плотно ли прижат инжектор к седлу корпуса горелки, устранить неплотность
|
|
ПРОВЕРКА НА ГАЗОНЕПРОНИЦАЕМОСТЬ
Присоединять кислородный шланг попеременно к ниппелям кислорода и ацетилена
Подать кислород под давлением 0,2-0,4 МПа
Мундштук опустить в воду на 15-20 с
На поверхности воды не должно быть пузырьков

Порядок зажигания горелки
1. При открытых вентилях горелки установить рабочее давление по манометру редуктора (средние значения 4 кгс/см2для кислорода и 1 кгс/см2для ацетилена) в соответствии с толщиной свариваемого металла. Закрыть вентили

2. Открыть на 1/4 оборота кислородный, а затем на один оборот ацетиленовый вентили

3. Поджечь горючую смесь. Пламя должно гореть устойчиво, не отрываясь от мундштука

4. Пламя регулируют ацетиленовым вентилем при полностью открытом кислородном

5. По мере нагревания мундштука ** может образовываться пламя с избытком кислорода. Чтобы исключить это, создают запас ацетилена. Необходимо убедиться в его наличии. При этом средняя светящаяся зона пламени должна быть примерно в 4 раза больше длины ядра. Это соответствует 15 %-ному избытку ацетилена в пламени
ФОРМА И РАЗМЕРЫ ЯДРА ПРИ ПРАВИЛЬНО ОТРЕГУЛИРОВАННОМ ПЛАМЕНИ В ЗАВИСИМОСТИ ОТ НОМЕРА НАКОНЕЧНИКА

Если при зажигании смеси горелка дает хлопок или при полном открытии ацетиленового вентиля появляется черная копоть, надо проверить:
· затянута ли накидная гайка;
· достаточно ли давление кислорода;
· нет ли воды в шлангах;
· не перекручены ли (придавлены) шланги
При хлопках горелку нужно выключить: перекрыть сначала ацетиленовый, а затем кислородный вентили. Иногда хлопки и обратные удары вызываются перегревом мундштука после длительной работы. Тогда горелку нужно погасить и охладить мундштук в воде. При частой прочистке мундштука его отверстие разрабатывается. Кроме того он обгорает в процессе сварки. Сильно разработанный мундштук надо заменить
ОБРАТНЫЙ УДАР
|
Возможная причина | Способ устранения | |
| Бочкообразная форма сужающейся части канала | Заменить мундштук (неустранимый дефект изготовителя) |

| Несовпадение осей выходного канала (1) и конфузора (2) | Развертывание конфузора конической разверткой |

| Уменьшение длины выходного участка канала менее трех диаметров выходного отверстия | Заменить мундштук |

| Мундштук сильно приближен к детали или засорен | Соблюдать расстояние от мундштука до детали. Прочистить мундштук |
| Резкое снижение давления кислорода | Отрегулировать подачу | |
Способы газовой сварки
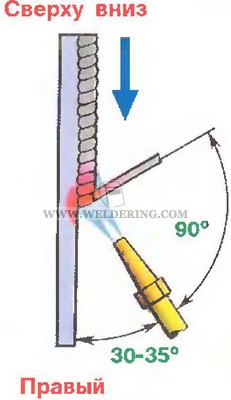
Правый способ

При правом способе горелку перемещают слева направо, а присадочная проволока перемещается вслед за горелкой. Пламя направляют на уже сваренный участок шва. Мундштуком производят незначительные колебания. При сварке листов толщиной менее 8 мм мундштук перемещают вдоль оси шва без колебаний. Конец проволоки держат погруженным в сварочную ванну и спиралеобразными движениями перемешивают жидкий металл для облегчения удаления окислов и шлаков. Правый способ используют при толщинах металла более 3 мм с разделкой кромок. Тепло пламени рассеивается меньше, чем при левом способе
|
|
Угол разделки кромок можно уменьшить, особенно при больших толщинах
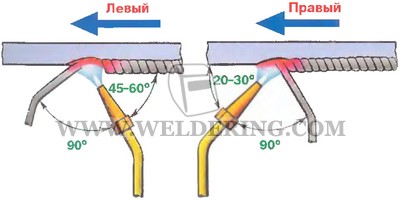
Левый способ
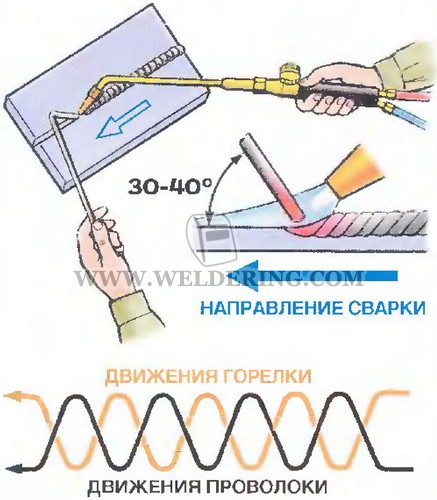
При левом способе горелку перемещают справа налево. Присадочная проволока находится перед пламенем, которое направлено на свариваемые кромки. Конец присадочной проволоки находится в восстановительной зоне. Этот способ применяют при сварке тонкостенных (до 3 мм) конструкций и при сварке легкоплавких металлов и сплавов
Примечание:
КАЧЕСТВО ШВА при правом способе сварки выше, чем при левом, так как металл лучше защищен факелом.
Положение мундштука горелки

Скорость нагрева металла регулируется изменением угла наклона мундштука α
Чем толще металл, тем больше должен быть угол наклона
Чем больше угол наклона, тем больше передается тепла пламени и, значит, больше глубина проплавления.
При сварке теплопроводных металлов (например, меди) угол должен быть больше, чем при сварке углеродистых сталей
Сварка в нижнем положении
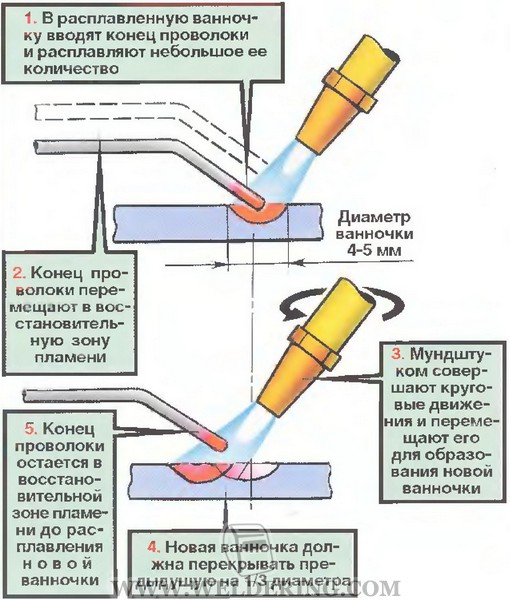
Сварка ванночками
Применяют при сварке тонких листов и труб из низкоуглеродистых и низколегированных сталей облегченными швами, а также при сварке угловых и стыковых соединений при толщине деталей до 3 мм

Вертикальные швы
Вертикальные швы сверху вниз сваривают только правым способом.
Швы снизу вверх сваривают правым и левым способами.

Объем сварочной ванны мал, поэтому металл удерживают от стекания давлением газов пламени или концом присадочной проволоки, погруженной в ванну.
Потолочные швы
Кромки нагревают до начала оплавления и в этот момент в ванну вводят проволоку, конец которой быстро оплавляется. Металл удерживается от стекания вниз давлением газов пламени. Сварку выполняют как левым,так и правым способом в несколько слоев с минимальной толщиной каждого слоя. Шов лучше формируется при правом способе.
СВАРКА МЕТАЛЛОКОНСТРУКЦИЙ
Балки
Прокатные
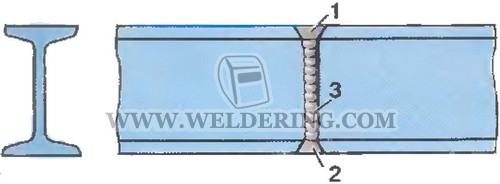
Монтажные стыковые швы выполняют сначала на толстом, а затем на тонком металле. Поэтому сначала накладывают швы полок (1 и 2), а затем - стенки (3)
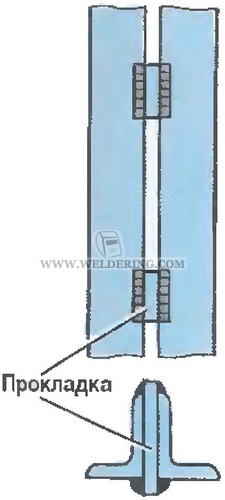
Сварные с совмещенным стыком
Угловые швы соединения стенки с полкой (4) выполняют в последнюю очередь. Продольные швы не доводят до конца балки на величину, равную одной ширине полки (низкоуглеродистая сталь) или двум (легированная сталь)
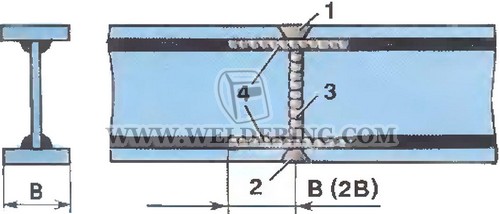
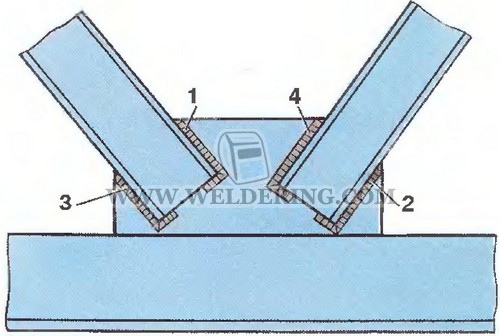
Сварные со смещенным стыком

Если толщина полок разная, то вначале выполняют стыковой шов полки с большей толщиной (1), а затем с меньшей (2). Желательно, чтобы угловые швы (4) накладывали одновременно два сварщика от концов к середине монтажного стыка
Стойки
Маломощная
Средней мощности
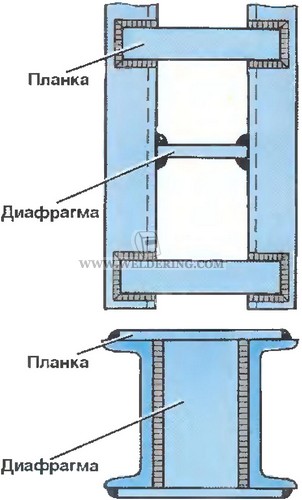
Высокой мощности

Фермы

Узлы фермы сваривают последовательно - от середины фермы к опорным узлам. Сначала выполняют стыковые, а затем угловые швы. Если швы разного сечения, то вначале накладывают швы с большим сечением, а затем с меньшим
Каждый элемент при сборке прихватывают швом длиной 30-40 мм. Близко расположенные швы нельзя выполнять сразу. Вначале дают остыть тому участку основного металла, где будет накладываться близко расположенный шов. Это снизит перегрев металла и пластические деформации
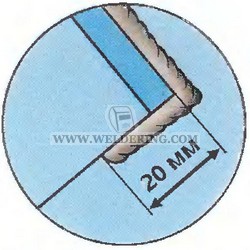
Конец продольного шва выводят на торец привариваемого элемента на длину 20 мм
Листовые конструкции
Резервуар

Последовательность выполнения швов
Настил
Последовательность выполнения швов
Поворотные стыки


Сварочная ванночка должна располагаться ниже верхней точки трубы
В конце шва выполняют соединение типа "замок"
Неповоротные стыки


Сварку выполняют преимущественно правым способом
Присадочный пруток располагают более полого к изделию
Во время сварки одного стыка не допускаются перерывы в работе
По окончании сварки пламя горелки отводят от расплавленного металла постепенно
Стыки труб с козырьками
1. Вырезают козырек газовым пламенем
2. Заваривают оставшуюся часть стыка (шов 1) с внутренней стороны трубы
3. Очищают кромки трубы и козырька
4. Заваривают козырек в последовательности 2-3-4

Виды используемых газов
Газовая сварка и резка металлов направлены на локальное плавление участка детали. В качестве горючего материала используют разные виды. Их выбор определен многими факторами. Основные из них – температура огня и количество тепла при сгорании. При сварке применяют несколько химических веществ.
Кислород
Важнейший элемент для пайки и резки. Он используется в качестве катализатора, необходимого для активизации процессов обработки металлов. Для него характерно отсутствие цвета и запаха, плохая растворимость в воде и спирте. Кислород является активным химическим соединением. Его содержат в специальных емкостях под постоянным давлением. Для кислородной сварки используют технический газ трех сортов. Каждый вид зависит от чистоты кислорода. Это свойство влияет на качество обработки деталей.
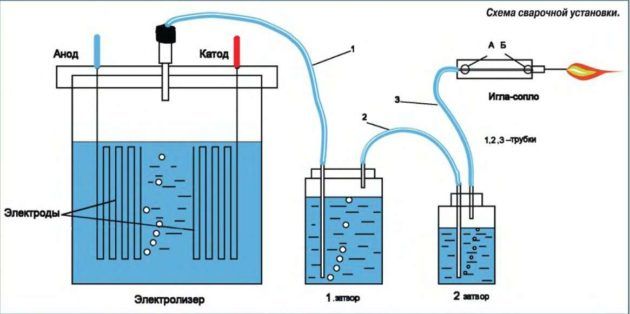
Ацетилен
Наиболее распространенный вид, так как обеспечивает высокую температуру по сравнению с другими воспламеняющимися веществами. Он образуется на основе углеродистого кальция с водой. Химическое вещество поглощает влагу из атмосферы и расщепляется под ее влиянием, поэтому соединение хранят в закрытых барабанах. Ацетилен взрывоопасный. Однако это качество исчезает, если смесь растворить в жидкости.
Водород
Не имеет запаха и цвета. При контакте с воздухом становится взрывоопасным. Химический элемент хранят в стальных баллонах под давлением.
Коксовый газ
Образуется посредством переработки каменного угля. Это бесцветная смесь горючих веществ с выраженным сероводородным запахом, которую транспортируют по трубопроводам. Получают коксовый газ в процессе выработки кокса из каменного угля. В состав коксового газа входят водород, метан и другие углеводороды
Природный газ
Используют на основе метана (до 98%), добываемого из недр Земли. В состав природного газа входят также другие углеводороды и иные примеси. Может образовывать конденсат.
Бензин и керосин
Продукты нефтеперерабатывающей отрасли. Имеют вид бесцветных жидкостей с запахом, которые легко испаряются. Газовая горелка подает их через испарители для образования пара.
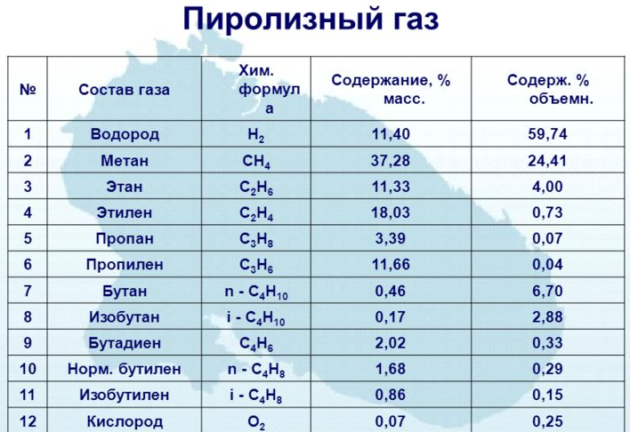
Пиролизный газ
Подвергается очистке, так как состоит из углеводородов и угарного газа. Это побочный продукт предприятий по переработке нефти.
ГАЗОВАЯ СВАРКА МЕТАЛЛОВ

Суть газовой сварки заключается в нагреве металла до расплавления, теплом которое выделяется при сгорании горючего газа и кислорода.
Для газовой сварки используется горючий газ – ацетилен, а в качестве окислителя – кислород.
Строение и виды ацетилено – кислородного пламени
СТРОЕНИЕ ПЛАМЕНИ
В процессе горения ацетилена кислороде, в пламени образуется 3 зоны:
1. Ядро; 2. Восстановительная зона; 3. Факел.
Все эти три зоны имеют разную температуру, за счёт протекания в них разных процессов. Самая высокая температура развивается в восстановительной зоне, на расстоянии от ядра 2 – 4мм. Именно восстановительной зонной осуществляется нагрев металла при газовой сварке.

ВИДЫ ПЛАМЕНИ
НОРМАЛЬНОЕ Соотношение ацетилена и кислорода от 1:1 до 1:1,1

Ядро - резко очерченное, цилиндрической формы с плавным закруглением, ярко светящейся оболочкой, четко выражены все три зоны. Используют для сварки большинства сталей, сплавов и цветных металлов
НАУГЛЕРОЖИВАЮЩЕЕ Соотношение ацетилена и кислорода более 1:0,95 (избыток ацетилена)

Ядро теряет резкость очертания, на конце появляется зеленый венчик, восстановительная зона бледнеет и почти сливается с ядром. Факел желтеет. Используют для сварки чугуна, наплавки твердыми сплавами
ОКИСЛИТЕЛЬНОЕ Соотношение ацетилена и кислорода менее 1:1,3 (избыток кислорода))

Ядро конусообразное, укороченное, имеет менее резкие очертания, бледнеет. Пламя - синевато-фиолетовое, горит с шумом. Все зоны сокращаются подлине. Окисляет металл. Шов получается хрупким и пористым. Используют при сварке латуни
| СОСТАВ ПЛАМЕНИ | Максимальная температура, °С | Расстояние, на котором достигается максимальная температура |
| Ацетилено-кислородное | 3150 | 2-6 мм от конца ядра |
| Пропан-бутан-кислородное | 2400 | 2,5 длины ядра от среза мундштука |
| Метан-кислородное | 2150 | 3-3,5 длины ядра от среза мундштука |
МОЩНОСТЬ ПЛАМЕНИ
Характеризуется количеством ацетилена, проходящего за 1 час через горелку, необходимым для расплавления 1 мм толщины свариваемого металла. Регулируется наконечниками и вентилями горелки.
Температура пламени при сгорании ацетилена в кислороде ∼ 3150 – 3620 °С.
Технология газовой сварки
Для сварки большинства металлов применяют нормальное (восстановительное) пламя.
Окислительное пламя (с избытком кислорода) применяют при сварке с целью повышения производительности процесса, но при этом обязательно пользоваться проволокой, содержащей повышенное количество марганца и кремния в качестве раскислителей, оно также необходимо при сварке латуни и пайке твердым припоем.
Науглероживающее пламя (с избытком ацетилена) применяют при наплавке твердыми сплавами. Пламя с незначительным избытком ацетилена используют для сварки алюминиевых и магниевых сплавов.
Качество наплавленного металла и прочности сварного шва сильно зависят от состава сварочного пламени.
Металлургические процессы при газовой сварке
Металлургические процессы при газовой сварке характеризуются следующими особенностями: малым объемом ванны расплавленного металла; высокой температурой и концентрацией тепла в месте сварки; Большой скоростью расплавления и остывания метла; интенсивным перемешиванием металла гладкой ванны газовым потоком пламени и присадочной проволокой; химическим взаимодействием расплавленного металла с газами пламени.
Основными в сварочной ванне являются реакции окисления и восстановления. Наиболее легко окисляются магний, алюминий, обладающие большим сродством к кислороду.
Окислы этих металлов не восстанавливаются водородом и окисью углерода, поэтому при сварке металлов необходимы специальные флюсы. Окислы железа и никеля, наоборот хорошо восстанавливаются окисью углерода и водородом пламени, поэтому при газовой сварке этих металлов флюсы не нужны.
Водород способен хорошо растворятся в жидком железе. При быстром остывании сварочной ванны он может остаться в шве в виде мелких газовых пузырей. Однако газовая сварка обеспечивает более медленное охлаждение металла по сравнению, например с дуговой. Поэтому при газовой сварке углеродистой стали, весь водород успевает уйти из металла шва и последний получится плотным.



