
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обработка поверхностей заготовок на горизонтально-расточных станкахСодержание книги
Поиск на нашем сайте
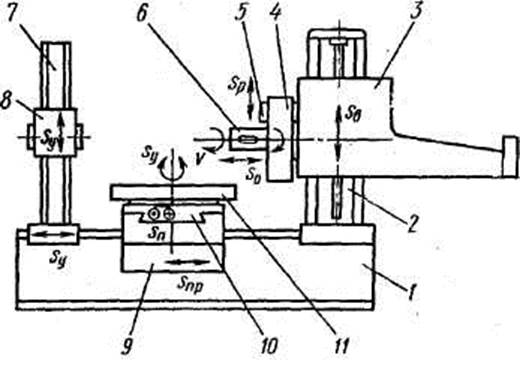
Горизонтально-расточные станки относятся к числу наиболее распространенных, на их базе выполнены конструкции других универсальных и специальных расточных станков. На рис. 4.5.1 показан общий вид горизонтально-расточного станка. На станине 1 установлена стойка 2, на вертикальных направляющих которой смонтирована шпиндельная бабка 3. В шпиндельной бабке расположены коробка скоростей и коробка подач. Шпиндель коробки скоростей полый, на нем закреплена планшайба 4 с радиальным суппортом 5. Внутри полого шпинделя смонтирован расточной шпиндель 6. Задняя стойка 7 с подшипником 8 предназначена для поддерживания длинных расточных оправок. Подшипник 8 перемещается по задней стойке 7 синхронна со шпиндельной бабкой 3, сохраняя соосность со шпинделем.
Рис. 4.5.1 Общий вид горизонтально-расточного станка
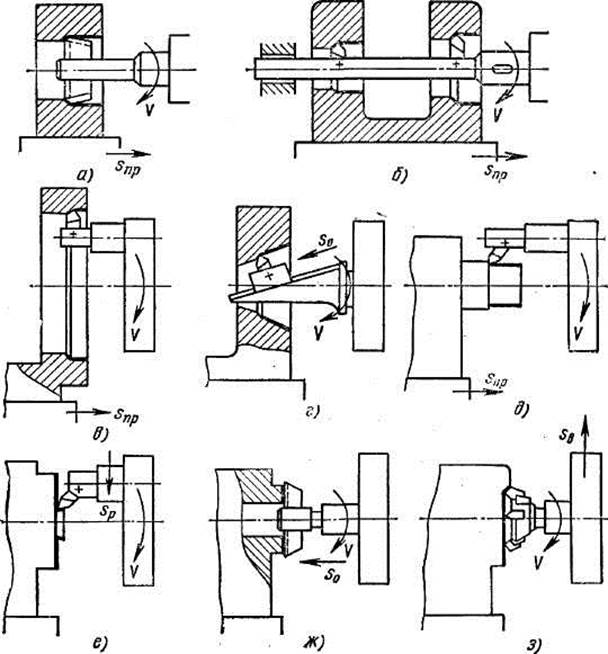
Заготовку устанавливают на но во ротном столе 11, состоящем из двух частей: салазок 9, перемещающихся вдоль станины, и каретки 10, имеющей поперечное перемещение. Главным движением является вращение расточного шпинделя или планшайбы. Движение подачи в зависимости от характера обрабатываемых поверхностей получает стол (заготовка) или инструмент за счет осевого перемещения расточного шпинделя 6, радиального перемещения суппорта 5 или вертикального перемещения шпиндельной бабки 3 по направляющим стойки 2. На расточных станках обрабатывают отверстия, наружные цилиндрические и плоские поверхности, уступы, канавки, реже конические отверстия и нарезают внутреннюю и наружную резьбы резцами. Наиболее распространенным видом обработки на расточных станках является растачивание отверстии. Растачивание цилиндрических отверстий. Растачиванием отверстий резцами исправляют форму и оси предварительно обработанных иди отлитых отверстий. Резцы закрепляют в консольной или двухопорной оправке. Использование консольной оправки целесообразно в тех случаях, когда длина обрабатываемого отверстия l ≤ 5 d, так как с увеличением длины оправки снижается ее жесткость, что приводит к необходимости уменьшения глубины резания. На рис. 4.5.2, а показана схема растачивания отверстия небольшой длины двухлезвийным пластинчатым резцом, закрепленным в консольной оправке. Заготовке сообщают продольную подачу. При небольшой длине отверстия, когда возможна работа с короткой жесткой оправкой, растачивают при осевой подаче расточного шпинделя. Растачиванием с продольной подачей заготовки получают более правильное отверстие вследствие постоянного вылета шпинделя.
Рис. 4.5.2 Схемы обработки поверхностей заготовок на горизонтально-расточных станках Отверстия с отношением На рис. 4.5.2, б показано одновременное растачивание двух соосных отверстий. Оправка с резцами получает главное вращательное движение, а заготовка — продольную подачу в направлении от задней стойки к шпиндельной бабке. Одновременное растачивание резцами нескольких отверстий повышает производительность, но не обеспечивает точности, поэтому таким способом обычно производят черновую обработку. При чистовом растачивании для обеспечения высокого качества обработки каждое отверстие рекомендуется растачивать отдельно. Отверстия большого диаметра, но малой длины растачивают резцом, закрепленным в радиальном суппорте планшайбы (рис. 4.5.2, в). Планшайбе с резцом сообщают главное вращательное движение, а столу с заготовкой — продольную подачу. Отверстия диаметром более 130 мм обрабатывают расточными блоками и головками. Растачивание параллельных и взаимно перпендикулярных отвер стий. Растачивают с одной установки заготовки. После растачивания первого отверстия стол перемещают в поперечном направлении на величину, равную межцентровому расстоянию, затем растачивают второе и другие отверстия. Если требуется расточить два взаимно перпендикулярных отверстия, то после растачивания первого отверстия стол поворачивают на 90° и растачивают второе отверстие. Растачивание конических отверстий. Конические отверстия обрабатывают расточными головками, закрепленными в расточном шпинделе, которому сообщают осевую подачу. Конические отверстия диаметром более 80 мм растачивают резцом с использованием универсального приспособления, смонтированного на радиальном суппорте планшайбы (рис. 4.5.2, г). В процессе обработки резец перемещается по наклонным направляющим приспособления. Конические отверстия большой длины и диаметра растачивают с помощью приспособления, установленного на двухопорной оправке. Сверление, зенкерование, развертывание, цекование, зенко вание и нарезание резьбы метчиками. На расточных станках эти операции выполняют так же, как и на вертикально-сверлильных. Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и осевую подачу. Заготовка, установленная на столе станка, остается неподвижной. Обтачивание наружных цилиндрических поверхностей. Резец закрепляют на радиальном суппорте планшайбы (рис. 4.5.2, д) и сообщают ему главное вращательное движение, а столу с заготовкой — продольную подачу. Подрезание торцов. Торцы подрезают двумя способами: с подачей резца в направлении, перпендикулярно или параллельном оси шпинделя. На рис. 4.5.2, е показано подрезание торца проходным резцом, закрепленным на радиальном суппорте планшайбы. Резцу сообщают радиальную подачу (в направлении, перпендикулярном к оси шпинделя) перемещением суппорта планшайбы. Небольшие плоскости подрезают пластинчатым резцом (рис. 4.5.2, ж), которому сообщают осевую подачу (в направлении, параллельном оси шпинделя) перемещением расточного шпинделя. Обработка торцовых поверхностей с радиальной подачей обеспечивает большую их точность. Фрезерование поверхностей. На рис. 4.5.2, а приведен пример фрезерования вертикальной плоскости торцовой фрезерной головкой, закрепленной в расточном шпинделе. Фрезе сообщают главное вращательное движение ивертикальную подачу перемещением шпиндельной бабки.
|
||||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 150; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.146.152.119 (0.01 с.) |

 > 5 и соосные отверстия растачивают резцами, закрепленными в двухопорной оправке. При ее установке необходимо точно совместить ось шпинделя с осью втулки подшипника задней стойки.
> 5 и соосные отверстия растачивают резцами, закрепленными в двухопорной оправке. При ее установке необходимо точно совместить ось шпинделя с осью втулки подшипника задней стойки.


