Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Волоконно-лазерно-дуговая гибридная сваркаСодержание книги
Поиск на нашем сайте
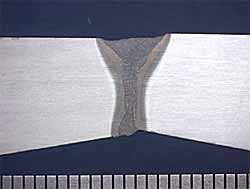
Процесс сварки, используемый для изготовления кольцевых сварных швов на участке трубопровода, существенно влияет на общую стоимость. Современная практика заключается в использовании механизированной сварки активным газом. Однако этот процесс требует высокого уровня укомплектования персоналом, и затраты на его обеспечение и необходимую поддержку в отдаленных регионах являются существенным компонентом общих затрат. Последние разработки, направленные на повышение производительности, включают использование нового тандемного оборудования, а также новый интерес к спирально-сварным трубам [17]. Этот раздел, основанный на работе Howse et al (2005), посвящен прогрессу, достигнутому с использованием процессов лазерной сварки [18]. Лазерная сварка и, в частности, лазерная сварка с доставкой волокон, в настоящее время развита до такой степени, что она предоставляет возможности для экономии затрат, которые возникают в результате сокращения трудоемкости, несмотря на ощутимые высокие капитальные затраты. Было продемонстрировано (Howse et al, 2002; Booth et al, 2002), что концепция мощной лазерной сварки наземных трубопроводов вполне осуществима. Были разработаны сварочные процедуры, которые дают сварные швы хорошего качества с удовлетворительной устойчивостью к стыковке. Кроме того, были разработаны технологии для сварки под углом 360 ° и для обеспечения хорошего сварного шва в положении начала и окончания сварки внахлест [17]. До недавнего времени существовало два основных типа промышленных лазеров, которые использовались на больших мощностях для сварки глубоких отверстий в замочной скважине. Это были лазеры на CO2 и лазеры на иттрии и алюминиевом гранате (Nd: YAG), легированные неодимом. С точки зрения обработки материалов, основное различие между Nd: YAG-лазерами и CO2-лазерами заключается в разнице в длине волны испускаемого света. Лазеры Nd: YAG излучают свет, который может передаваться на заготовку по оптоволоконному кабелю. Это гораздо более гибкая система подачи луча, чем для CO2-лазеров, которые требуют более громоздких отражающих или пропускающих оптических систем. Тем не менее, Nd: YAG-лазеры имеют существенный недостаток, заключающийся в том, что они неэффективны - они преобразуют только около 3% входной энергии для получения мощности лазерного луча. Это не является серьезной проблемой для некоторых производственных применений, но использование лазеров для сварки магистральных трубопроводов зависит от портативности процесса, и поэтому лазерный процесс Nd: YAG очень трудно обосновать экономически. Одним из основных достижений в области лазерных технологий в последнее время является внедрение волоконных лазеров на основе иттербия (Yb). Среда генерации для этих лазеров содержится в волокне, и отдельные блоки, генерирующие 200-300 Вт, могут быть объединены для производства одиночных лазеров мощностью до 10 кВт и выше. Длина волны генерируемого света аналогична длине волны лазеров на Nd: YAG, и, следовательно, используется доставка энергии по волокну. TWI недавно добавила волокнистую систему Yb мощностью 7 кВт к своим объектам лазерной обработки. Лазер способен выдавать мощность до 7 кВт по оптоволоконному кабелю диаметром 0,3 мм и способен создавать сфокусированное пятно с плотностью мощности 5,6 x 106 Вт / см2. Он работает на длине волны с хорошим взаимодействием материала с лазерами на Nd: YAG. Лазер также относительно компактен с размерами по длине, ширине и высоте 0,8, 1,2 и 1,6 м соответственно. Этот лазер является высокоэффективным источником энергии, который может быть упакован в контейнер и использоваться для трубопроводов [19]. Исходя из этого, TWI провела испытания сварки в материале трубопровода API 5L X80. Работа построена на ранних исследованиях, в которых исследовалась автогенная Nd: YAG лазерная сварка. Хотя сварка была возможна при толщине стенки до 12,7 мм, скорости были низкими. Были использованы более высокие скорости, необходимые для того, чтобы процесс поддерживал производительность, но аутогенный процесс не был терпим к изменению в суставном зазоре. Кроме того, в результате автогенного процесса были получены сварные швы с очень низкой ударной вязкостью. Чтобы решить проблемы с плохой устойчивостью к сборке на высоких скоростях и низкой ударной вязкостью, были разработаны гибридные сварочные процессы Nd: YAG с лазером-MAG, как сообщалось как Howse et al (2002), так и Booth et al (2002). Работа показала, что было возможно использовать мощную Nd: YAG-лазерную сварку в сочетании с процессом MAG для получения сварочных проходов с глубоким проникновением в серийно выпускаемых трубных сталях, которые удовлетворяли требованиям спецификации трубопровода, таким как BS 4515 и API 1104, с точки зрения критерии приемлемости пределов несовершенства. Сварные швы также показали приемлемые значения твердости и хорошую ударную вязкость при низких температурах [18]. Поэтому возможность гибридной сварки волоконным лазером была разработана с использованием волоконного лазера Yb в сочетании с программируемым источником питания дуги MAG. В обрабатывающих головках использовалась фокусирующая линза длиной 250 мм, обеспечивающая сфокусированное пятно диаметром 0,6 мм и удельную мощность 2,5 × 106 Вт / см2. Пример поперечного сечения сварного шва показан на рисунке 1 (примечание: стенка трубы была скошена для достижения желаемой толщины стенки).
Рисунок 1.2 – Макросекция гибридного сварочного шва из волоконного лазера Yb и MAG в стальной трубе Х80 со скоростью 1,8 м / мин.
Сварные швы были проверены как визуально, так и с помощью рентгенографии, и было установлено, что они хорошего качества без внутренних дефектов. Образцы также были взяты из этих сварных швов и использовались для испытания на прочность при перекрестном сварном шве и испытания на удар по Шарпи. Образцы дали приемлемую ударную вязкость и разрушение при растяжении произошло в исходном материале во всех случаях. Однако твердость этих сварных швов относительно высока, и использование этой технологии для коррозионно-критических применений потребует дальнейшего рассмотрения. Надежность процесса в промышленных приложениях требует тщательной оценки. Несмотря на то, что лазер TWI выглядит относительно надежной конструкцией и обеспечивает очень высокую готовность к обработке, это первая коммерческая система такого размера, которая подвергается оценке, и потребуется больше данных, прежде чем отрасль полностью убедится в ее возможностях. Аналогичным образом, необходимо выполнить работу для полной разработки интегрированной системы сварки труб, пригодной для использования в производственных условиях [].
|
||||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 64; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.243.86 (0.009 с.) |