Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Влияние температурных деформаций на погрешность обработки.Содержание книги
Поиск на нашем сайте
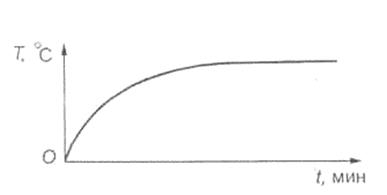
Влияние температурных деформаций на погрешность обработки значительно и составляет 40...70 % суммарной погрешности изготовления изделия. Один из методов повышения точности обработки состоит в уменьшении влияния температурных деформаций за счет уменьшения и распределения тепловых потоков, компенсации температурных деформаций за счет управления процессом резания. Для малогабаритных станков допустимая погрешность от его холодного состояния до сбалансированного установившегося температурного режима составляет 0,05 мм. Зависимость температуры Т рабочих элементов станка от времени его работы t, мин показана на рис. 1.
Рисунок 1 - Зависимость температуры элементов станка от времени его работы
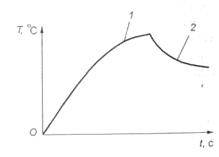
Примерно после 15 минут работы станка его температурный режим будет сбалансирован и значительного влияния на точность обработки уже не окажет. Но даже и в первоначальный период работы станка за счет системы регулирования можно компенсировать погрешность, связанную с изменением температуры элементов станка. В процессе резания 3/4 всей теплоты резания удаляется со стружкой, а 1/4 этой теплоты оказывает влияние на технологическую систему. Условия обработки оказывают существенное влияние на интенсивность тепловых изменений, возникающих в заготовках (рис. 2).
Рисунок 2 - Изменение температуры заготовки в процессе черновой (1) и чистовой (2) обработки
В резец при обычном точении переходит до 10 % теплоты, а при скоростном менее 1 %, при этом длина его режущего лезвия может увеличиваться до 50 мкм. Нагрев инструмента зависит от глубины, подачи, скорости резания, свойств обрабатываемого материала, конструктивных особенностей инструмента, условий и состава СОЖ и других факторов. Удлинение резца после начала обработки заготовки происходит интенсивно, затем наступает тепловое равновесие, когда количество теплоты, получаемой и отдаваемой резцом в окружающую среду, сравниваются и дальнейшего его нагрева и деформации не происходит. В отличие от станка у резца время резания одной детали обычно меньше времени теплового равновесия, а следовательно, меньше и деформации резца. Кроме того, во время замены заготовок или работы других инструментов резец остывает. Температурные деформации инструмента вызывают систематические погрешности обработки (погрешность формы). На рис. 3 представлена зависимость температурной деформации резца εд от времени резания t, когда время резания одной заготовки tр, чередуется
Рисунок 3 – Температурные деформации резца: 1 – при прерывистом резании; 2 – при непрерывном резании
Нагрев заготовки вызывает её деформацию а следовательно, и погрешность формы и размеров. Особое влияние на точность обработки оказывают температурные деформации заготовки малых размеров, тонкостенные и неравномерно охлаждаемые. Большое значение для снижения влияния температурных деформаций оказывает СОЖ. Однако необходимо создавать условия проникновения СОЖ непосредственно в зону обработки, что позволяет значительно повысить её эффективность.
|
|||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-13; просмотров: 167; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.227.0.21 (0.006 с.) |