Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сборка методом полной взаимозаменяемости.Содержание книги
Поиск на нашем сайте
Такая сборка является признаком наиболее высокой технологичности конструкции. Процесс сборки сводится к соединению деталей без дополнительной обработки. Упрощается организация сборочных потоков (конвейеров) и легко решается проблема запасных деталей и узлов. Однако, полная взаимозаменяемость требует высокой точности изготовления отдельных деталей, что значительно повышает их себестоимость.
На рисунке представлена кривая нормального распределения, которая характерна для оценки фактических размеров в пределах допуска. Метод полной взаимозаменяемости означает, что любая деталь, изготовленная в пределах допуска, удовлетворяет требованиям соединения одной детали с другой, если при
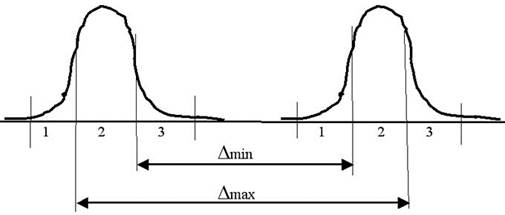
Селективная сборка. Сущность метода заключается в том, что детали изготовленные с расширенными допусками, перед сборкой сортируются на группы по заранее установленным градациям размеров. Сборку деталей производят только со сборкой одноименных групп соединяемых деталей, т.е. только в тех сочетаниях, которые обеспечивают заданную точность сборочного размера. Такой метод также применяется, если выбор другого оборудования для обеспечения требуемой точности экономически не эффективен по сравнению с селективной сборкой. Метод селективной сборки позволяет получать высокую точность сборочного размера при наличии широких допусков на изготовление деталей, однако для его осуществления требуется 100% контроль деталей по соединяемому параметру перед сборкой.
На рисунке представлен вариант, когда все получаемые детали разбиваются на три группы. На сборку детали поступают тремя группами. Как видно из рисунка, точность сборки увеличилась во столько раз на сколько групп разбили все получаемые детали.
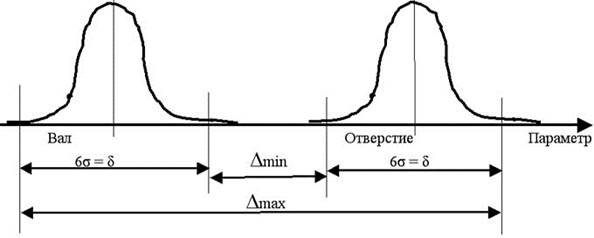
Метод неполной взаимозаменяемости или теоретико-вероятностный метод сборки. Метод означает, что используется знание закона распределения фактических размеров в пределах поля допуска.
Метод применяется, когда допуск на требуемый параметр меньше, чем получается на оборудовании. Тогда разработчик может разрешить изготавливать детали, но при этом часть деталей уйдет в брак. Таких деталей будет всего 0,27% от всего объема изготавливаемых деталей. Следует учесть, что брак бывает исправимый и неисправимый. Метод требует 100% проверки деталей перед сборкой.
Сборка с пригонкой. Сборка с пригонкой означает, что требуемая точность собираемых деталей достигается путем снятия слоя материала с заранее определенной конструктором поверхности детали. Преимущество данного метода: обеспечивает требуемую точность при неточном изготовлении и при большой накопленной погрешности сборочной цепи. Метод применяется в серийном и мелкосерийном типе производства. Недостатки: - необходимость введения доработки деталей при сборке, т.е. замер размеров всех составляющих звеньев, снятие требуемого слоя материала и контроль, в случае необходимости осуществляется антикоррозионное покрытие обработанной поверхности; -прерывается производственный цикл; -резко снижается производственная культура (стружка и пыль летят в собираемые приборы).
|
|||||
|
|
Последнее изменение этой страницы: 2021-04-13; просмотров: 243; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.234.202 (0.009 с.) |

 и при
и при