Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
В процессе пайки, помимо жил проводов и поверхностей контактов, к которым провода присоединяют, участвуют также припои и флюсы.
Припоем называется свинцово-оловянный сплав в виде проволоки или палочки, который при пайке играет роль соединяющего материала. Для пайки обычных проводов выпускаются припои двух марок: ПОС-30 или ПОС-40; они отличаются друг от друга содержанием олова в процентах по массе (соответственно 30 и 40 %). Температура плавления припоев для ПОС-30 равна 225 °C, а для ПОС-40 – 234 °C. Для пайки полупроводниковых приборов используют припои с добавлением висмута, галлия, кадмия; добавки сообщают припоям легкоплавкость, температура их плавления не превышает 150 °C. Если в пайке участвуют детали из металлокерамики, то в качестве припоя используют порошковую смесь. Флюсы в процессе пайки играют роль изоляторов припаиваемых поверхностей от образования окисной пленки при нагреве; кроме того, они снижают поверхностное натяжение припоя. Флюсы должны отвечать следующим требованиям: – в интервале температур плавления припоя флюсы должны сохранять стабильность своего химического состава (не разлагаться на составляющие) и активности; – они не должны вступать в химическую реакцию с металлом и припоем; – продукты взаимодействия флюсов с окисной пленкой должны легко удаляться промывкой или испарением; – флюсы должны обладать достаточно высокой жидкотекучестью. Универсальными флюсами (подходящими для пайки и алюминиевых, и медных проводов с деталями из различных металлов) являются канифоль и паяльная кислота. Для пайки стальных проводов более подходящим будет флюс следующего состава: 3 части травленой соляной кислоты и 1 часть насыщенного водного раствора нашатырного спирта. В продаже имеются сплавы в виде брусков или проволоки, в которых объединены припой и флюс. Перед спайкой концы проводов освобождают от изоляции и тщательно зачищают наждачной бумагой до появления блеска. Чтобы получить более прочное соединение, концы жил предпочтительнее залудить (покрыть слоем расплавленного припоя). Далее концы закрепляют между собой скруткой. Способов скрутки жил для осуществления пайки существует множество (рис. 19–22). Применение того или иного способа зависит от материала жилы, ее сечения и функционального назначения соединения.
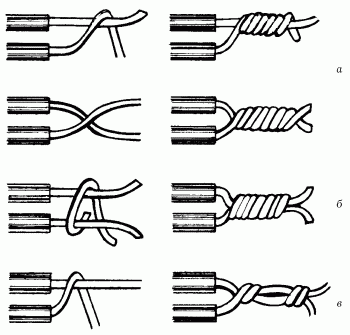
Рис. 19. Техника параллельной скрутки: а – простая скрутка; б – бандажная скрутка; в – скрутка желобком.
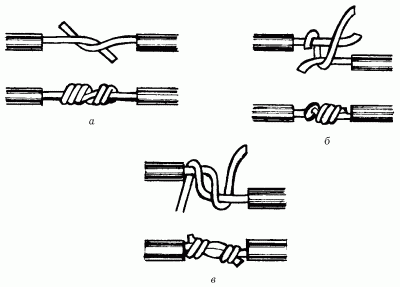
Рис. 20. Техника последовательной скрутки: а – простая скрутка; б – бандажная скрутка; в – скрутка желобком.
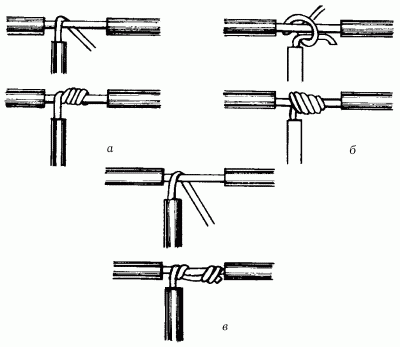
Рис. 21. Техника скрутки при соединении ответвлений: а – простая скрутка; б – бандажная скрутка; в – скрутка желобком.
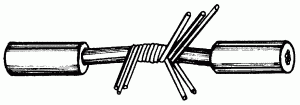
Рис. 22. Скрутка многопроволочных жил. Медные жилы перед пайкой можно скручивать любым способом, а алюминиевые предпочтительнее желобком (при этом способе практически вся поверхность контактируемых жил закрывается припоем, поэтому она надежнее защищена от образования оксидной пленки. При пайке проводов с большим сечением жил лучше всего применить бандажную скрутку или сочетание бандажной скрутки и скрутки желобком, так как плотно и прочно скрутить между собой жилы большого сечения затруднительно. Поверхность проволоки бандажа также следует залудить расплавленным припоем. Если предстоит соединить пайкой многопроволочные жилы, то после зачистки проволочки каждой жилы переплетают между собой в косички и только после этого производят скрутку (рис. 22). Техника пайки не представляет особой сложности. Она состоит из следующих этапов: 1. Нагревают паяльник. Степень нагрева можно проверить погружением жала паяльника в твердый нашатырь: если нашатырь шипит и от него идет сизый дым, то паяльник прогрет достаточно и можно приступать к пайке; перегревать паяльник не стоит; 2. В процессе нагревания на жале паяльника обычно образуется окалина, поэтому ее необходимо очистить напильником; 3. Рабочую часть паяльника погружают сначала во флюс, а затем в припой, так чтобы на его жале остались капельки расплавленного припоя. Не стоит брать очень большие капли припоя, вполне достаточно такого количества, чтобы припой при пайке охватил провода со всех сторон и при этом витки бандажа или скрутки просматривались из-под слоя; 4. Прогревают паяльником поверхности скрученных жил, заполняя зазоры между ними расплавленным припоем;
|
|||||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 132; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.124.244 (0.006 с.) |