Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
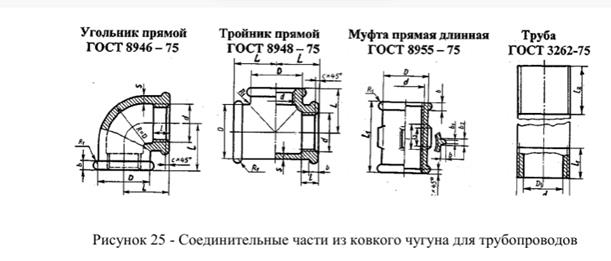
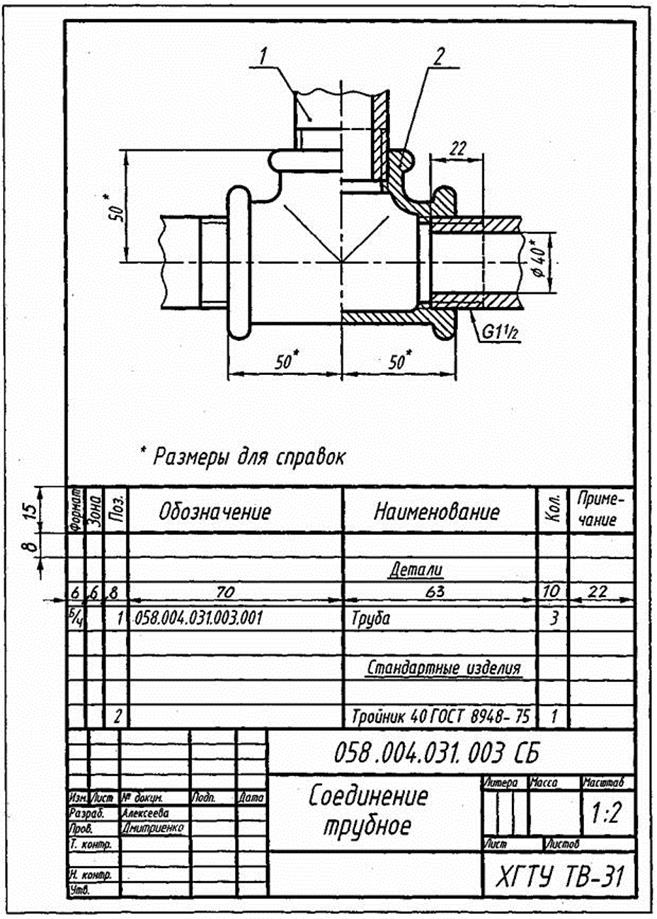
Последовательность выполнения работы. Вычертить соединение трубной резьбойСодержание книги
Поиск на нашем сайте Вычертить соединение трубной резьбой. Изучить ГОСТ 2.311-68, 2.109-73, 2.106-96. Над основной надписью составить спецификацию, в которой трубы вписать в раздел «Детали», а соединительную деталь – в раздел«Стандартные изделия». Всем деталям присвоить номера позиций, которые идут в порядке возрастания и указываются в графе «Поз.». Номера позиций указывают на поле чертежа на полках линий-выносок, проводимых тонкими линиями, начинающимися с утолщённой точки, от изображений составных частей. Номера позиций располагают параллельно основной надписи чертежа и группируют их в колонку или строчку. Размер шрифта номеров позиций должен быть на один-два размера больше, чем размер шрифта, принятого для размерных чисел на том же чертеже. Название фитинга, его ГОСТ и размер даны в табл. 2 исходных данных. Пример выполнения работы приведён на рис. 26
4. Контрольные вопросы. 1 Как на чертежах изображают резьбу на стержне? В отверстии? 2 Как изображают резьбовое соединение? 3 Что общее входит в обозначение стандартных резьб (кроме трубных и конических)? 4 По какому диаметру обозначается метрическая резьба на стержне? В отверстии? В соединении? 5 Как обозначается трубная резьба? 6 Что такое Dу в трубном соединении? 7 В каких трубных соединениях необходима контргайка? 8 Какая резьба является нестандартной?
Тема3.4. Неразъемные соединения Задание 6 «Сварное соединение» 1.Цель работы: - Ознакомление с видами сварных соединений - Ознакомление и изучение студентов с правилами оформления на чертежах изображений швов сварных соединений сборочной единицы из металла в соответствии с требованиями ГОСТов ЕСКД и СПДС.
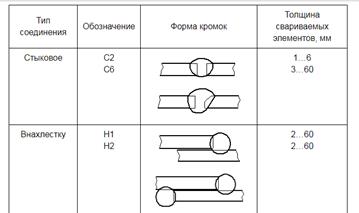
Виды сварных соединений Основными видами сварных соединений являются стыковые, угловые, тавровые и внахлестку: - стыковые (С) – детали соединяются встык по торцевым поверхностям (рис. 1а); - угловые (У) – детали располагаются под углом и соединяются по кромкам снаружи угла (рис. 1б); - тавровое (Т) – детали образуют форму буквы Т (рис.1в); - внахлестку (Н) – детали частично перекрывают друг друга (рис. 1г). Швы этих соединений обозначают буквой с индексом, соответствующим определенному характеру выполнения шва (табл. 3). Выполняются швы сварных соединений без скоса кромок, со скосом одной кромки, со скосом двух кромок и в стыковых соединениях с отбортовкой двух кромок.
Условные изображения и обозначения сварных швов Для каждого способа сварки разработаны стандарты, в которых указаны конструктивные элементы швов, их условные изображения и обозначения. По характеру выполнения швы могут быть точечными, прерывистыми, непрерывными, т.е. сплошными. Прерывистый шов выполняется либо цепным, либо в шахматном порядке. Сплошные видимые швы сварных соединений изображаются сплошной основной линией (рис. 2а); а невидимые – штриховой (рис. 2б). При этом за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой производят сварку основного шва. За лицевую сторону двустороннего шва с симметрично подготовленными кромками может быть принята любая сторона
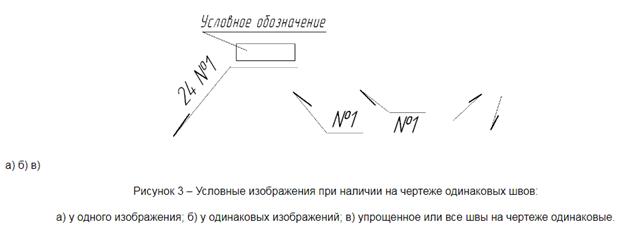
Видимые одиночные сварные точки независимо от способа сварки условно изображают пересекающимися тонкими сплошными линиями длиной 5…10мм (рис. 2а). Невидимые одиночные точки не изображают на чертежах. При наличии на чертеже нескольких одинаковых швов условные обозначения наносят у одного изображения, а от остальных - проводят линии-выноски с полками (рис. 3а, б). Одинаковым швам присваивают один номер, который наносят на линии-выноске с полкой, на которой находится обозначение шва, и указывают число швов (рис. 3а). У остальных швов наносят только номер шва соответственно над полкой или под полкой линии-выноски, в зависимости от видимости сварного шва (рис. 3б).
Если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной), порядковый номер им не присваивается, а швы без обозначения отмечают линиями-выносками, без полок (рис. 3в). Линия-выноска для обозначения сварного шва наносится со стороны ведения сварки и предпочтительно на том изображении детали, где сварной шов вычерчен в натуральную величину. На чертеже симметричного изделия допускается отмечать швы только на одной части изображения. Условное обозначение шва наносят: - на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис 3а); - под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. 3б). При этом предпочтительно линию-выноску проводить от изображения видимого шва. Линия-выноска, проведенная от изображения шва или одиночной сварной точки, всегда заканчивается односторонней стрелкой (рис. 3). Если сварной шов невидимый, то односторонняя стрелка наносится сверху линии-выноски, если шов невидимый – снизу (рис. 3а, б). Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз в технических требованиях или таблице швов (рис.4). В этом случае на изображении указывают только порядковый номер сварного шва.
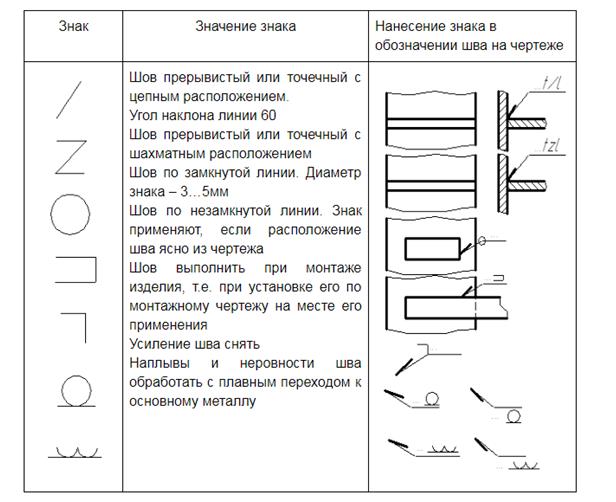
Рисунок 5 – Схема условного обозначения стандартных сварных швов. В условное обозначение швов сварных соединений через знаки «дефис» входят: 1. Вспомогательные знаки шва по замкнутой линии и монтажного шва (см. табл. 2). 2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений (например, ГОСТ 5264-80; см. табл. 1). 3. Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений (например С2, см. табл.3). 4. Условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений (например, А, но можно и не указывать). Таблица 2 - Вспомогательные знаки для обозначения сварки швов
5. Знак катета сварного шва å (равнобедренный прямоугольный треугольник) и размер катета (толщины) шва, согласно стандарту, на типы и конструктивные элементы швов сварных соединений (например, å5, табл. 3). Толщина шва должна находиться в пределах от 4мм до 1,2 толщины соединяемых элементов или равна. Знак выполняется сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва. 6. Для прерывистого шва – размер длины провариваемого участка, знак / или Z и размер шага (например, 5/40; 6 Z 70). Для одиночной сварной точки – размер расчетного диаметра точки (например, 6). Для шва контактной точечной электросварки или электрозаклепочного – размер расчетного диаметра точки или электрозаклепки; знак / или Z и размер шага (например, 5/60; 4 Z 80). Для шва контактной роликовой электросварки – размер расчетной ширины шва (например, Кр-5). Для прерывистого шва контактной роликовой электросварки – размер расчетной ширины шва, знак умножения «´», размер длины провариваемого участка, знак / и размер шага (например, 5 ´ 10/60). Таблица 3 – Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений
7. Остальные вспомогательные знаки (см. табл. 2). 8. Шероховатость механической обработки поверхности шва (в учебных целях можно не указывать). 2. Содержание листа:: на листе формата А4 1 Вычертить минимальное количество изображений для данной сборочной единицы. 2 Выполнить необходимые разрезы для прочтения контуров внутренних элементов детали. 3 Нанести размеры на данных изображениях. 4 Нанести условные обозначения швов сварных соединений согласно ГОСТ 2.312-72. 5. Составить и выполнить спецификацию на сборочный чертеж Исходные данные для выполнения задания выдаются индивидуально для каждого студента
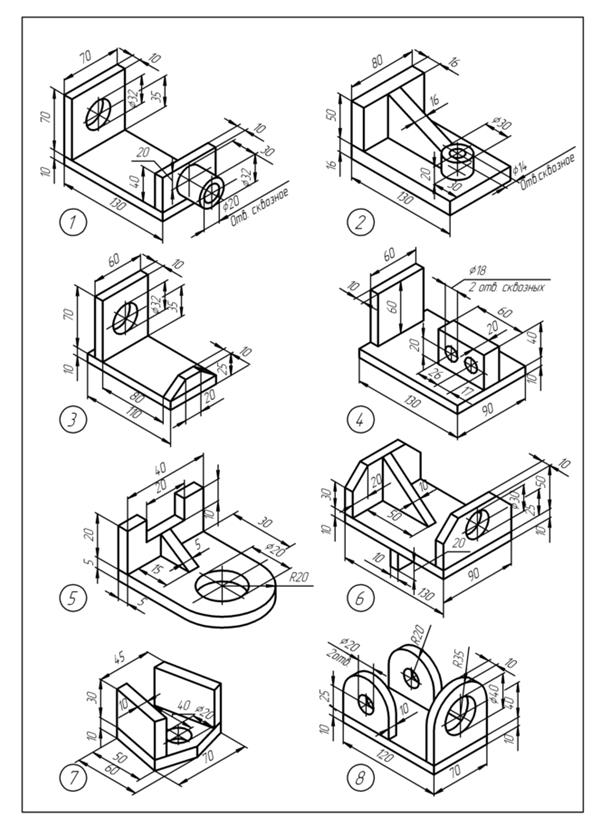
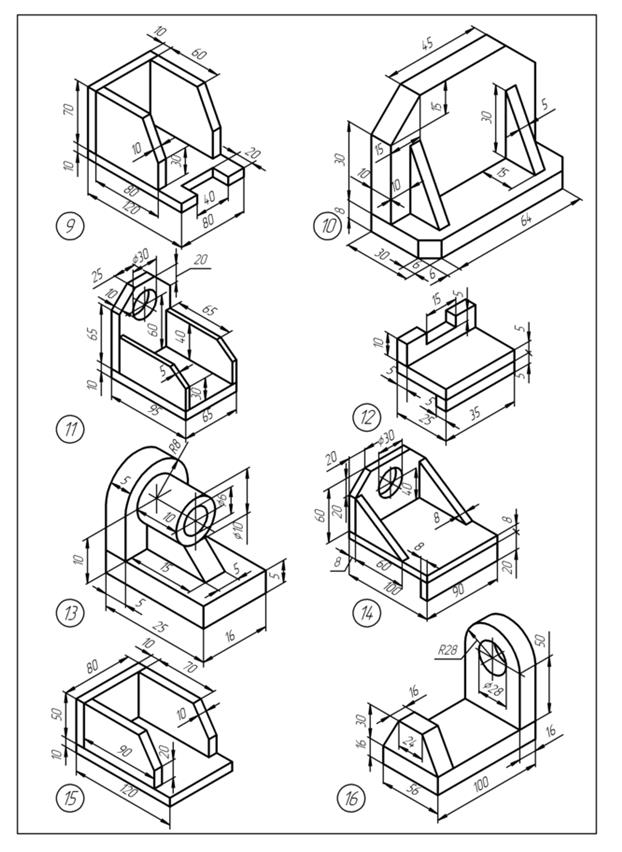
Варианты заданий
|
||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 149; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.007 с.) |