Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обозначение допусков и посадок на чертежах по ескдСодержание книги
Поиск на нашем сайте
Допуски Для валов и отверстий ГОСТ 25346 – 2013 установлено по 28 основных отклонений, каждое из которых обозначается буквами латинского алфавита. Для валов используют строчные буквы от а до zc. Основное отклонение h равно нулю. Для отверстий используют заглавные буквы от А до ZC. Основные отклонения вала от а до g и h предназначены для образования полей допусков в посадках с зазором; от j (js) до n – в переходных посадках; от р до zc – в посадках с натягом. Поля допусков образуют сочетанием основного отклонения и квалитета. Например, 45е8 означает, что вал диаметром 45 мм должен быть выполнен по 8-му квалитету с основным отклонением е. Посадки Посадку чаще всего указывают в системе отверстия, когда отверстие выполняется с одним основным отклонением Н (равным нулю), а зазоры или натяги обеспечиваются валами с различными размерами. Например, диаметр 45Н7/е7. В числителе указано поле допуска отверстия детали, а в знаменателе – поле допуска вала. Посадки в изделиях из древесины. Для деталей из древесины и древесных материалов ГОСТ 6449.1-82 предусматривает два основных отклонения для отверстия: Н, Js; и одиннадцать основных отклонений для валов: a, b, c, h, js, k, t, y, za, zc, ze. [4-7, 10]
Шероховатость поверхности Любые реальные поверхности имеют отклонения от идеально гладкого состояния, которые называются неровностями. Неровности поверхности детали зависят от свойств материала и особенностей технологического процесса его обработки. Неровности реальной поверхности определяют относительно идеальной поверхности. Различают два вида неровностей в зависимости от положения точек реальной поверхности по отношению к идеальной: выступы и впадины. Совокупность неровностей поверхности с относительно малыми шагами называется шероховатостью.
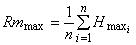
Высотные параметры для оценки шероховатости поверхности: Rmmax, Rm, Rz, Rp, Rk, Rv и Ra.Шаговый параметр: Sm. Rmmax - cреднее арифметическое высот отдельных наибольших неровностей на поверхности/ Rmmax определятся по формуле:
где H max i - расстояние от низшей точки впадины до высшей точки выступа i-й наибольшей неровности;n- число неровностей (не менее 5).
Рисунок 18. Среднее арифметическое высот отдельных наибольших неровностей на поверхности Rmmax
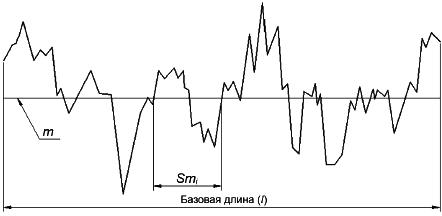
Rm - высота неровностей профиля. Это расстояние между высшей точкой наибольшего выступа профиля и низшей точкой наибольшей впадины профиля в пределах базовой длины (рисунок 2) - определяется по формуле:
где ymax- расстояние от средней линии профиля m до высшей точки наибольшего выступа профиля в пределах базовой длины;ymin- расстояние от средней линии профиля m до низшей точки наибольшей впадины профиля в пределах базовой длины.
Рисунок 19. Высота неровностей профиля Rm
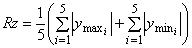
Rz - высота неровностей профиля по десяти точкам. Это сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля, измеренных от средней линии, в пределах базовой длины (рисунок 3):
где ymaxi- расстояние от средней линии профиля до высшей точки i-го наибольшего выступа профиля;ymini- расстояние от средней линии профиля до низшей точки i-й наибольшей впадины профиля.
Рисунок 20. Высота неровностей профиля по десяти точкам Rz
Rp, R k, R v - высота неровностей. Rp - расстояние от высшей точки наибольшего выступа профиля до линии единичных выступов в пределах базовой длины; Rk -расстояние от линии единичных выступов до линии единичных впадин в пределах базовой длины; Rv- расстояние от линии единичных впадин до низшей точки наибольшей впадины профиля в пределах базовой длины(рисунок 4).
Рисунок 21. Высота неровностей Rp, Rk, Rv а) профилограмма; б) относительная опорная кривая
R a -cреднее арифметическое отклонений профиля. Этот параметр представляет собой среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины (рисунок 5).Raопределяется по формуле:
где yi- отклонение профиля от средней линии профиля;n- количество измеренных отклонений от средней линии профиля.
Рисунок 22. Среднее арифметическое отклонение профиля Ra
Sm - cредний шаг неровностей профиля. Это среднее значение шага неровностей профиля по средней линии профиля в пределах базовой длины (рисунок 7) определяется по формуле:
где Smi- шаг i-й неровности профиля по средней линии профиля;n- число шагов неровностей по средней линии профиля.
Рисунок 23. Средний шаг неровностей профиля Sm
Установлено 14 классов шероховатости поверхности. Классы 1 - 5, 13 и 14 определены через параметр Rz, классы 6 - 12 через параметр Ra. Требования к шероховатости поверхности определяются условиями работы поверхности. В общем случае, чем выше требования по точности, тем выше требования и по шероховатости поверхности. При выборе класса шероховатости должны быть учтены свойства материала и твердость поверхности детали. Высокие показатели для сталей можно получить при твердости не ниже HRC 30 - 35. Стальные изделия, подлежащие чистовой обработке, должны быть подвергнуты улучшению или нормализации. Термически необработанные низкоуглеродистые стали тонкой обработке поддаются плохо. По условиям обработки получить чистую отделку и точные размеры в отверстиях труднее, чем на валах. Поэтому, как правило, требование к шероховатости поверхности в отверстиях назначают на 1 - 2 класса ниже, чем на валах. ГОСТ предусматривает следующие предпочтительные числовые значения параметров (в мкм): Rm max, Rm, Rz – 1600; 400; 200; 100; 50; 25; 12,5; 6,3; 3,2; 1,6; 0,8; 0,4; 0,200. Ra - 100; 50; 25; 12,5; 6,3; 3,2; 1,6; 0,8; 0,4; 0,2; 0,1; 0,025. Параметр шероховатости Rm max находят без использования базовой длины. На практике его определяют путем визуального сравнения поверхности с поверхностью натурных образцов. Этот параметр используют при определении шероховатости поверхности заготовок, полученных путём пиления на лесопильных рамах, ленточнопильных и круглопильных станках, а также поверхности шпона. Остальные параметры используют для характеристики фрезерованных, точёных, шлифованных поверхностей. Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких). Значение параметра Ra указывают без символа, например, 0,8. Для остальных указывают символы, например, Rm max 6,3.[4-7, 11]
|
||||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 212; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.104.30 (0.009 с.) |

 , (1)
, (1)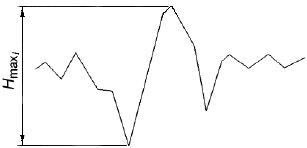
 , (2)
, (2)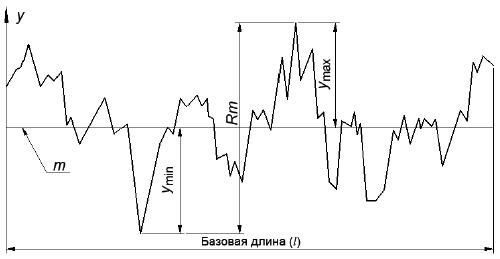
 , (3)
, (3)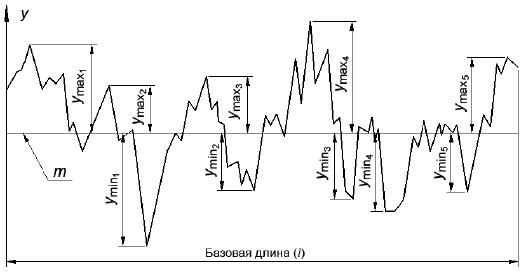
 , (4)
, (4)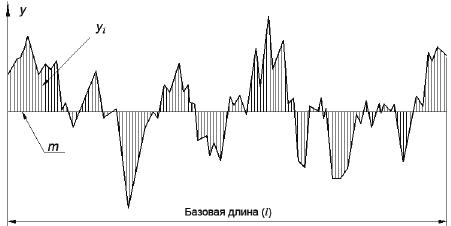
 , (5)
, (5)