Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
В производстве сварных конструкцийСодержание книги
Поиск на нашем сайте
ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
В ПРОИЗВОДСТВЕ СВАРНЫХ КОНСТРУКЦИЙ
Рекомендовано в качестве учебного пособия Редакционно-издательским советом Томского политехнического университета
Составители
А.А. Хайдарова, С.Ф. Гнюсов
Издательство
Томского политехнического университета
2014
УДК 621.791.05(075.8) ББК 34.641я73 Т38
Техническая документация в производстве сварных конструк- Т38 ций: учебное пособие / сост.: А.А. Хайдарова, С.Ф. Гнюсов; Томский политехнический университет. − Томск: Изд-во Томского политехниче-
ского университета, 2014. – 78 с.
В учебном пособии рассматриваются различные виды технологических документов
в соответствии с единой системой технической документации (ЕСТД). На основании требований ЕСТД приводятся указания к описанию технологических процессов сборки и сварки конструкций в комплекте технологических документов. Предназначено для студентов, обучающихся по направлению 150700 «Машино-строение», а также студентов ИДО, обучающихся по специальности 150202 «Обо-рудование и технология сварочного производства».
УДК 621.791.05(075.8)
ББК 34.641я73
Рецензенты
Доктор технических наук директор АНО НИИ интроскопии
О.А. Сидуленко
Директор ООО «Эксперт»
А.А. Альбах
Учебное пособие подготовлено при финансовой поддержке
Министерства образования и науки РФ, госзадание «Наука» № 862
© Составление. ФГАОУ ВО НИ ТПУ, 2014 © Хайдарова А.А., Гнюсов С.Ф., составление, 2014 © Оформление. Издательство Томского политехнического университета, 2014
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ........................................................................................................................................................... 4
1. ОБЩИЕ ПОНЯТИЯ.............................................................................................................................. 5
2. ВИДЫ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ.................................................. 9
2.1. Документы общего назначения...................................................................................... 9
2.1.1. Правила оформления титульного листа....................................................... 9
2.1.2. Правила оформления технологической инструкции................... 20
2.1.3. Правила оформления карты эскизов............................................................ 23
2.2. Документы специального назначения............................................................ 27
2.2.1. Правила оформления маршрутной карты.............................................. 27
2.2.2. Правила оформления операционной карты.......................................... 45
2.2.3. Правила оформления карты технологического процесса...... 52
ПРИЛОЖЕНИЕ 1........................................................................................................................................ 54
ПРИЛОЖЕНИЕ 2........................................................................................................................................ 69
3
ВВЕДЕНИЕ
Производственный процесс включает в себя несколько этапов при изготовлении сварных конструкций. Дословно определение производ-ственного процесса звучит следующим образом: «Совокупность всех действий людей и орудий труда, направленных на изготовление кон-кретных видов продукции на предприятии».
Основой производственного процесса являются технологические процессы. Применительно к сварочному производству технологический процесс изготовления сварных конструкций содержит транспортные и заготовительные операции, сборку, сварку, контроль качества свар-ных соединений и другие виды специальных сварочных работ. Независимо от типа производства и класса опасности объекта лю-бой технологический процесс должен быть отражен в комплекте техно-логической документации в соответствии с комплексом государствен-ных стандартов, устанавливающих правила и положения о порядке раз-работки, оформления, комплектации и обращения технологической до-кументации.
Технологическая документация - это совокупность графических
и текстовых технических документов, которые отдельно или в комплек-се определяют процесс изготовления изделий промышленного произ-водства. Номенклатура технологической документации определяется ГОСТ и ЕСТД, входящими в систему унифицированной документации.
Технологические документы определяют технологию изготовления изделия и содержат необходимые данные для организации производ-ства, в том числе: маршрутные и операционные карты, карты эскизов и схем, спецификацию технологических документов, технологическую инструкцию, ведомость по материалам и оснастке.
При разработке технологической документации на сборочно-сварочные процессы специалист сварочного производства должен руко-водствоваться требованиями нормативно-технической документации, регламентирующей правила сборки и сварки конструкции конкретного типа технических устройств. Наряду с умением работать с нормативно-технической документа-цией специалист сварочного производства должен хорошо разбираться в способах сварки, правильно назначать параметры режима сварки и сварочные материалы. Необходимо знание свойств свариваемых ма-териалов для правильного назначения предварительного и сопутствую-щего подогревов, а также режимов термической обработки.
4
ОБЩИЕ ПОНЯТИЯ
Существует четыре принципа организации производства: техноло-гический, предметный, смешанный и поточный. Технологический принцип организации применяется в единичном и мелкосерийном производствах, предметный – в крупносерийном и массовом.
При технологическом принципе организации производства участки цехов и отделений организованы по видам технологических операций и на них изготавливают разнообразные изделия. В случае предметного принципа организации производства на участках изготавливают изделия до определенной степени готовности, однородной номенклатуры с выполнением различных технологических операций. В смешанном цехи,образованные по технологическому принципу,имеют в своем составе предметно-замкнутые участки или в цехах, обра-зованных по предметному принципу, имеются участки, на которых вы-полняются определенные технологические операции по изготовлению разнообразной номенклатуры заготовок и узлов. Поточный принцип применяется для разделения участков на по-точные линии в массовом производстве. Производственный процесс − основа деятельности любого пред-приятия, представляет собой совокупность отдельных процессов труда, направленных на превращение сырья и материалов в готовую продук-цию заданного количества, качества, ассортимента и в установленные сроки.
Производственный процесс включает в себя ряд технологических, информационных, транспортных, вспомогательных, сервисных и других процессов.
Технологический процесс изготовления сварных конструкций со-стоит из отдельных технологических операций, выполняемых на раз-личных участках производства. Технологический процесс –эточасть производственного процесса,содержащая целенаправленные действия по изменению и (или) опреде-лению состояния заготовки или изделия.
Технологический процесс может быть отнесен к изделию, его со-ставной части или к методам обработки, формообразования и сборки. Технологическая операция –законченная часть технологическогопроцесса, выполняемая на одном рабочем месте. Технологический переход –законченная часть технологическойоперации, выполняемая на одном рабочем месте одними инструментами на одних и тех же режимах.
5
Технологические операции при производстве сварных конструкций можно классифицировать следующим образом: 1. Заготовительные операции: · разметка или наметка; · резка: механическая, термическая; · правка или гибка: на прессах, на ротационных машинах; · очистка: механическая на станках, в галтовочных барабанах; · обработка: штамповка, пробивка или сверление отверстий, строжка кромок, обработка поверхностей.
2. Транспортные операции: · перемещение заготовок: межкорпусное, межцеховое, внутрицехо-вое;
· кантование заготовок, деталей, изделий. 3. Сборочные операции: · сборка вручную на прихватках или с помощью элементарных при-способлений;
· механизированная и автоматическая сборка с применением специ-альных сборочно-сварочных приспособлений.
4. Сварочные операции: · ручная дуговая сварка покрытыми электродами (РД); · ручная аргонодуговая сварка неплавящимся электродом (РАД); · механизированная сварка плавящимся электродом в среде актив-ных газов и смесях (МП);
· механизированная аргонодуговая сварка плавящимся электродом (МАДП);
· механизированная сварка порошковой проволокой в среде актив-ных газов и смесях (МПГ);
· механизированная сварка порошковой проволокой в среде инерт-ных газов и смесях (МПИ);
· механизированная сварка самозащитной порошковой проволокой (МПС);
· механизированная сварка открытой дугой легированной проволо-кой (МСОД);
· механизированная сварка под флюсом (МФ); · механизированная дуговая приварка шпилек/стержней (МДС); · механизированная контактная приварка шпилек/стержней (МКС); · автоматическая сварка под флюсом (АФ); · автоматическая дуговая приварка под флюсом шпилек/стержней (АФДС);
6
· автоматическая аргонодуговая сварка неплавящимся электродом (ААД);
· автоматическая аргонодуговая сварка плавящимся электродом (ААДП);
· автоматическая сварка плавящимся электродом в среде активных газов и смесях (АПГ);
· автоматическая сварка порошковой проволокой в среде активных газов и смесях (АППГ);
· автоматическая сварка порошковой проволокой в среде инертных газов и смесях (АПИ);
· автоматическая сварка самозащитной порошковой проволокой (АПС);
· плазменная сварка (П); · электрошлаковая сварка (ЭШ); · электронно-лучевая сварка (ЭЛ); · газовая сварка (Г); · контактная точечная сварка (КТС); · контактная стыковая сварка сопротивлением (КСС); · контактная стыковая сварка оплавлением (КСО); · высокочастотная сварка (ВЧС); · термитная сварка (Т); · кузнечная сварка (К); · пайка (ПАК); · лазерная сварка (Л). 5. Контрольные операции: · технический осмотр: визуальный и измерительный контроль; · капиллярный: цветной, люминесцентный, люмннесцентно-цветной; · радиационный: радиографический, радиоскопический, радиомет-рический;
· акустический: ультразвуковой; · магнитный: магнитоферрозондовый, магнитопорошковый, магни-тографический;
· течеискание: радиационный, масс-спектрометрический, маномет-рический, галоидный, газоаналитический, химический, акустиче-ский, капиллярный, наливом воды под напором, наливом воды без напора, поливанием струей воды под напором, пузырьковый, вскрытие, технологическая проба;
· механические испытания: статическое растяжение, статический из-гиб, ударный изгиб, механическое старение, металлография, изме-
7
рение твердости, испытания на коррозионную стойкость, спек-тральный анализ. 6. Специальные операции: · просушка; · предварительный и (или) сопутствующий подогрев: радиационный (электрический метод сопротивления и газопламенный), индукци-онный, комбинированный и термохимический;
· послесварочный отпуск: низкий, средний, высокий; · аустенизация; · стабилизирующий отжиг; · закалка; · нормализация; · термический отдых; · улучшение и др. Технологический процесс изготовления сварных конструкций на
производстве описывается в специально разрабатываемых технологи-ческих документах -графических или текстовых документах,которыеотдельно или в совокупности с другими документами определяют тех-нологический процесс или операцию изготовления изделия в соответ-ствии с требованиями нормативно-технической документации.
Различают несколько видов описания технологического процесса изготовления сварных конструкций:
1) маршрутное описание -сокращенное описание всех технологи-ческих операций в маршрутной карте в последовательности их выпол-нения без указания переходов и технологических режимов;
2) операционное описание -полное описание всех технологическихопераций в последовательности их выполнения с указанием переходов и технологических режимов;
3) маршрутно-операционное описание -сокращенное описаниетехнологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других тех-нологических документах.
В зависимости от типа производства и стадии разработки докумен-тов комплекты документов подразделяют на основной, дополнительный и полный (ГОСТ 3.1121−84 ЕСТД). Основной комплект документов представляет собойсовокупностьдокументов, необходимых и достаточных для выполнения процесса, без учета входимости технологических инструкций (ТИ), инструкций по охране труда (ИОТ), стандартов предприятий (СТП), карт типовых
8
(групповых) операций перемещений, но содержащих ссылки на их обо-значения. Дополнительный комплект документов –это совокупность ТИ,ИОТ, карты типовых (групповых) операций на перемещения, СТП, ссылки на обозначения которых имеются в основном комплекте доку-ментов, необходимых и достаточных для выполнения процесса вместе с основным комплектом документов.
Полный комплект документов состоит из совокупности основногои дополнительного комплектов документов.
Документы общего назначения
К документам общего назначения относятся: титульный лист (ТЛ), технологическая инструкция (ТИ) и карта эскизов (КЭ).
Правила оформления документов общего назначения представлены в ГОСТ 3.1105−2011.
2.1.1. Правила оформления титульного листа
ТЛ применяют при оформлении:
· комплекта технологических документов на отдельные технологи-ческие процессы (операции), специализированные по методам изготов-ления или ремонта;
· комплекта технологической документации на технологические процессы изготовления или ремонта изделий и (или) их составных ча-стей;
· отдельных технологических документов (далее − документов), если они имеют самостоятельное применение, например: ведомость ма-териалов, ведомость оснастки, ведомость оборудования, дефектацион-ная ведомость и т. д. ТЛ является первым листом комплекта технологических документов. Оформление титульного листа может быть выполнено на листе формата А4 с горизонтальным или вертикальным полем подшивки,
а также на листе формата А3, при выполнении всего комплекта доку-мента на листах соответствующих форматов. Далее в пособии будет рассмотрено оформление титульного листа комплекта технологических документов формата А4 с горизонтальным полем подшивки. На рис. 2.1 представлен ТЛ с полями для заполнения.
9
Рис. 2.1. Форма ТЛ формата А4 с горизонтальным полем подшивки
В поле 1 следует указывать наименование вышестоящей организа-ции, в систему которой входит организация, разработавшая данный комплект документов (министерство, ведомство). Строкой ниже ука-зывается наименование вышестоящей организации или наименование промышленного объединения, в которое входит организация, разрабо-тавшая данный комплект документов (промышленное объединение, хол-
динг).На следующей строке в этом же поле указывается наименованиеорганизации (наименование предприятия, учреждения).
Пример:
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
В левой части поля2 следует указывать должность и подпись лица, согласовавшего комплект документов от заказчика с указанием, при необходимости, наименования (краткого обозначения) соответствую-щей организации. В правой части поля − должность и подпись лица, утвердившего комплект документов.
10
В верхней строчке в поле указывается действие подписывающего документ лица прописными буквами в едином падеже: СОГЛАСОВА-НО, УТВЕРЖДЕНО или СОГЛАСОВАЛ, УТВЕРДИЛ.
Пример:
В поле 3 указывается наименование комплекта документов илинаименование вида документа. Запись данных в поле 3 следует выполнять в следующем порядке: 1) на первой строке прописными буквами - наименование ком-
плекта документов (документации) или отдельного вида документа; 2) на второй и последующих строках строчными буквами - для комплекта технологической документации - указание общего понятия изготовления или ремонта изделия (деталей, сборочных единиц) без указания применяемого метода; для комплекта документов на техноло-гический процесс (операции) - наименование (или аббревиатуру) вида технологического процесса (операции) по организации производства, например: единичный технологический процесс (ЕТП), типовой (груп-повой) технологический процесс ТТП (ГТП), типовая (групповая) тех-нологическая операция ТО (ГО) и наименование основного технологи-ческого метода, применяемого при изготовлении (ремонте) изделий
и (или) их составных частей.
Пример:
КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ
на изготовление корпуса стального сосуда, работающего под давлением до 16 МПа
или
КОМПЛЕКТ ДОКУМЕНТОВ на технологический процесс изготовления корпуса стального сосуда, работающего под давлением до 16 МПа
Допускается:
· выполнять запись на второй и последующих строках прописными буквами;
· указывать для сброшюрованных в альбом комплектов докумен-тов после наименования технологического процесса с новой строки
11
наименование и обозначение нескольких изделий (деталей, сборочных единиц), вошедших в данный альбом. В левой части поля4 указываются должности и подписи лиц, под-твердивших согласование комплекта документов (проконтролировав-ших комплект ТД), отдельного вида документа с подразделениями предприятия, отвечающими за отдельные технологические методы, применяемые при изготовлении (ремонте) изделий и (или) их составных частей (например, главного металлурга, главного сварщика и т. д.). В правой части поля − должности и подписи лиц, ответственных за раз-работку комплекта (комплектов) документов или отдельного вида до-кумента. Справа от каждой подписи проставляют инициалы и фамилию лица, подписавшего документ, а ниже подписи - дату подписания. Примечание. Выполненное действие должно прописываться в верхней строчке прописными буквами с соблюдением общего падежа, принятого в подписи верхней строки поля 2.
Пример:
Номенклатуру должностных лиц, участвующих в согласовании и разработке документов (документации), устанавливает организация. Дополнительные визы должностных лиц на бумажном документе, при необходимости, допускается указывать на поле подшивки ТЛ. В поле 5 следует указывать номер акта и дату внедрения техноло-гического процесса или операции в производство. Например: Акт №13
от 12.12.12. В поле 6 при необходимости делаются отметки о соответствиикомплекта документов на технологические процессы отдельным «По-ложениям» или «Руководствам», действующим в организации.
В верхнем и нижнем полях оформляется основная надпись ком-плекта документов по ГОСТ 3.1103−2011. Основная надпись предназначена для указания назначения и об-ласти применения документа (комплекта документации, комплекта до-кументов на технологический процесс или операцию) и для соответ-ствующего оформления.
На рис. 2.2 представлена форма основной надписи для первого или заглавного (а) и последующих (б) листов технологических документов.
12
а
б
Рис. 2.2. Форма основной надписи первого или заглавного (а)
и последующих (б) листов комплекта технологических документов
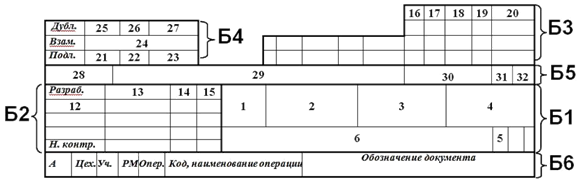
Основная надпись представлена в виде информационных блоков:
БЛОК 1 (Б1) - блок адресной (поисковой) информации; БЛОК 2 (Б2) - блок состава исполнителей; БЛОК 3 (Б3) - блок внесения изменений; БЛОК 4 (Б4) - блок дополнительной информации; БЛОК 5 (Б5) - блок вспомогательной информации; БЛОК 6 (Б6) - блок вида и назначения документа.
В табл. 2.1 представлены наименования реквизитов для каждого блока основной надписи.
Таблица 2.1
Наименования реквизитов в блоках основной надписи
1) код классификационных группировок технологических признаков, общих для группы деталей (сборочных единиц), ха-рактеризующих применяемый метод изготовления или ремонта, по «Технологическому классификатору деталей машиностроения 3 и приборостроения» или «Технологическому классификатору сборочных единиц машиностроения и приборостроения»; 2) код операции по «Классификатору технологических опе-раций в машиностроении и приборостроении» или по соответ-ствующим классификаторам, разработанным в его развитие (для типовых и групповых технологических операций) 4 обозначение документа по ГОСТ 3.1201 ЕСТД. Система обо-значения технологической документации
5 литера, присвоенная документу (комплекту документов) по ГОСТ 3.1102
1) наименование изделия по основному конструкторскому документу [для документов, разрабатываемых на единичный технологический процесс (операцию) или отдельные виды доку-ментов (ВМ, ВТМ и т. д.)], 2) наименование группы изделий (деталей, сборочных еди- 6 ниц), характеризующихся общностью конструктивных призна-ков, например «валы», «втулки», «зубчатые колеса» и т. д. [для типового технологического процесса (операции)], 3) наименование применяемого метода, например «напыле-ние», «наплавка» и т. д. [для группового технологического про-цесса (операции)]
14
Окончание табл. 2.1
указание дополнительной информации (по применяемости
28 в изделии, вариантам исполнения и т. д.). Графу следует запол-нять на основании требований, установленных в организации (предприятии) обозначение номера изделия (сборочной единицы), с которого Б5 29 вводится данный документ. Графу следует заполнять на осно-вании требований, установленных в организации (предприятии) обозначение основного документа (комплекта документов на 30 технологический процесс или операцию, комплект документа-ции), куда входит данный документ (комплект документов на технологический процесс или операцию)
Обозначение документа по ГОСТ 3.1201 Обязательному обозначению подлежат:
· комплекты документов на типовые и групповые технологиче-ские процессы (операции) и технологические инструкции;
· комплекты документации, комплекты документов на единич-ные технологические процессы, применяемые в среднесерийном, круп-носерийном и массовом типах производств;
· отдельные виды документов, имеющие самостоятельное при-менение, предназначенные для обработки средствами вычислительной техники, например ведомость оснастки, ведомость материалов и т. д.
Структура кодового обозначения документов представлена на рис. 2.3.
К. ХХ Х ХХ. ХХХХХ
Рис. 2.3. Структура кодового обозначения документов
К – код организации разработчика документации. ХХ Х ХХ –код характеристики документа,где первые две цифрыобозначают вид документации, третья цифра обозначает вид технологи-ческого процесса (операции) по организации, четвертая и пятая - вид технологического процесса по методу выполнения. ХХХХХ –порядковый регистрационный номер. Для кодового обозначения документации следует применять араб-ские цифры от 0 до 9. После кода организации-разработчика и кода характеристики до-кументации следует ставить точку. Порядковые регистрационные номера должны состоять из пяти цифр от 00001 до 99999. Номера присваиваются в пределах кода харак-теристики документации и кода организации-разработчика.
15
Пример: ФЮРА. 02190.00001 ФЮРА – код Томского политехнического университета; 02 – комплект документов технологического процесса; 1 – единичный процесс; 90 – сварка; 00001 – порядковый регистрационный номер.
В табл. 2.2 представлены коды по виду документации, в табл. 2.3 – по виду технологического процесса, в табл. 2.4 – коды по виду техноло-гического процесса по методу выполнения.
16
Документацию, не указанную в таблице, обозначают в соответ-ствии с требованиями, установленными на отраслевом уровне или предприятием (организацией).
Таблица 2.3
Коды по виду технологического процесса
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| Поделиться: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||