Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Гравирование резцом по металлу
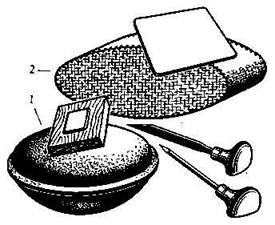
Резцовая гравюра является старейшим видом искусства. Принцип гравирования заключается в механическом вырезании штрихов на металле с помощью специальных инструментов — резцов. Сохраняя все особенности глубокой печати, гравюра резцом по металлу отличается высокими художественными достоинствами. Четкость линий, выразительность штриха, строгость и лаконизм, заложенные в технике гравирования, заставляют художника быть особенно требовательным к процессу создания композиции в металле. Блестящим художником резцовой гравюры считают русского медальера Ф. П. Толстого, исполнившего иллюстрации к поэме «Душенька» писателя И. Ф. Богдановича. Из советских художников особенно интересно творчество старейшего гравера Д. И. Митрохина. Его чрезвычайно поэтичные гравюры, выполненные главным образом на тонком цинке, отличаются большой художественной выразительностью. Современные советские художники, особенно молодежь, все чаще и настойчивее обращаются к гравюре резцом. Их смелые поиски в технике, бережное отношение к чистой и изящной линии резца являются залогом успешного развития гравюры в советском искусстве. Рабочее место гравера. Успех начинающего резчика по металлу во многом зависит от правильной организации рабочего места. На устойчивом и просторном столе гравера располагают подушку — кожаную или брезентовую, круглой или продолговатой формы, набитую песком. Подушка позволяет исполнителю во время работы менять наклон и свободно вращать в горизонтальной плоскости гравировальную доску. При перерисовке рисунка-оригинала на печатную доску и при корректуре оттиска граверу необходимы лупа и зеркало. Во избежание обратного изображения, рисунок-оригинал или печатный оттиск кладут перед зеркалом «вверх ногами» и рисуют с него, смотря в вертикально стоящее зеркало. Помимо приспособлений на столе располагают штихель и гравировальные иглы различных формы и назначения. Штихели хорошо держать на специальной подставочке с гнездами. При гравировании на металле большое значение имеет освещение. При прямом и открытом свете металл блестит, затрудняет работу и портит зрение, поэтому нужен экран (деревянный подрамник, обтянутый калькой). Экран устанавливают с наклоном между источником света и рабочим местом. Это приспособление дает достаточно сильный и рассеянный свет без резких теней.
Доски для гравирования. Для гравирования используют главным образом медные пластины толщиной 0,5 — 2,5 миллиметра, а также тонкие цинковые или стальные пластинки. Медь берут чистую красную; чем чище медь, тем лучше идет работа — игла или штихель ровнее берут металл, выбирая нужную в нем глубину. Чистый хорошо прокатанный и прокованный лист меди не ломок, в нем нет отслоев и пузырьков, его лучше шлифовать.
46. Подушки для гравирования: 1 — кожаная; 2 — брезентовая Чтобы металл сделать наиболее плотным, его планируют на металлической основе. Для этого пластинку равномерно проковывают сильными ударами молотка с закругленным концом и выравнивают окончательно молотком с плоским и широким концом. После этого лист разрезают на доски нужного размера концом шабера или слесарной ножовкой. Края досок опиливают широким плоским напильником, закругляют углы и снимают фаску. Фаска нужна для того, чтобы во время печатания вал легче находил на доску, бумага и сукно не прорезались неопиленным краем при сильном давлении вала. Обрезанную и опиленную доску сначала зачищают шабером, а затем шлифуют грубым шлифовальным камнем из песчаника, периодически смачивая камень водой или маслом. Затем поверхность доски шлифуют пемзой и древесным углем, смоченным в растворе поваренной соли. При таком шлифовании поверхность доски будет достаточно спланированной, без заметных углублений и выпуклостей. Закончив шлифование, поверхность доски полируют и доводят до зеркального блеска. Для этого применяют отмученный мел или крокус. Порошок мела или крокус перетирают с деревянным маслом и этой смесью с помощью мягкой тряпочки кругообразными движениями трут доску. Затем отполированную доску промывают скипидаром или бензином, чтобы смыть следы жирных пятен, так как в жирных местах лак не будет приставать к металлу. Эстампная бумага. Для печатания гравюр употребляют бумагу определенной сортности — эстампную. Она слабо проклеена, активно впитывает влагу, хорошо принимает на себя краску, имеет достаточную плотность и шероховатую поверхность. Если нет специальной бумаги, можно использовать другую, предварительно ее обработав. Бумагу, содержащую большое количество клея, нужно залить кипятком и оставить в воде на сутки.
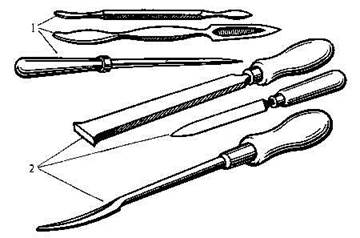
Эстампную бумагу достаточно увлажнить губкой за 2 часа до печатания. Бумагу режут по формату отпечатка, оставляя поля, в таком количестве, сколько предполагают сделать отпечатков. Нарезанную бумагу кладут в стопку, вниз правой стороной, т. е. той, на которой зерно бумаги более крупное, а замачивают обратную левую сторону. Намоченную и сложенную в стопку бумагу держат под небольшим прессом. Грунты и лаки. Для нанесения рисунка поверхность печатной формы грунтуют, покрывают лаком и коптят. Вещество, входящее в состав грунта, по своим свойствам обладает мягкостью и эластичностью, т. е. качествами, необходимыми для свободного рисования. Кроме этих качеств лак также кислотоупорен и незаменим в тех случаях, когда гравирование ведут, применяя кислоты для травления, т. е. в офорте. 47. Гравировальные иглы
47. Резец или штихель
В состав так называемого твердого грунта входят асфальт, канифоль, черный вар и натуральный воск, по одной весовой части каждого из них. Чтобы приготовить грунт, берут асфальт и размельчают его в ступе, а затем плавят в металлической посуде, добавляя к асфальту немного очищенного скипидара. В полученный состав добавляют размельченную канифоль, вар и небольшими кусочками воск и плавят на несильном и равномерном огне не более 30 минут, все время тщательно размешивая. После варки дают составу отстояться и выливают его на плоскую твердую поверхность, где грунт застывает. Не дав грунту окончательно затвердеть, его формуют в небольшие шарики или цилиндрики, которые хранят в прохладном месте. Краски для печати. Для печатания употребляют специальную краску для глубокой печати, обладающую необходимыми свойствами: при подогревании размягчается, при остывании затвердевает; не расплывается на оттиске; под давлением хорошо переходит из углублений доски на увлажненную бумагу и при высыхании не утрачивает чистоту и глубину тона. Для хорошего чернового красителя берут пигмент (порошок) слоновой кости (одну или с ламповой копотью) олифу из льняного масла и зеленое мыло. Насыпают порошок краски и перетирают со слабой олифой. Когда краска будет достаточно густой, к ней прибавляют немного крепкой олифы и старательно перемешивают, пока не получится тонкотертая тестообразная масса, после чего прибавляют немного зеленого мыла и вновь перетирают; если полученная краска будет слишком густой, ее можно разбавить скипидаром. При использовании различных пигментов красок в разных пропорциях можно получить черный краситель разнообразных оттенков (теплый, холодный и нейтральный). Краску хранят в воде в банках с хорошо прилегающей крышкой. Если нет под рукой хороших олиф, их можно приготовить самому. В железную эмалированную посуду с ручкой и плотно пригнанной крышкой наливают льняного масла примерно 1/3 посуды и ставят на огонь. Когда масло закипит, его следует снять с огня и дать ему остыть. Затем его вновь ставят на огонь. Как только появятся пары, зажженной бумагой их поджигают, тут же накрывают посуду крышкой и отставляют с огня. Полученная таким образом олифа называется слабой.
Для получения крепкой олифы необходимо масло подогревать и охлаждать несколько раз, пока олифа не станет густой. Для безопасности варить олифу лучше на открытом воздухе. Инструменты. Самый нужный инструмент при гравировании — резец, или штихель, изготовленный из стали высокого качества. Резец вставляют в деревянную ручку. Ручки резцов бывают короткие, с наглухо приделанными к ним резцами, и длинные, приспособленные для смены резцов. Резцы бывают различных форм с острием в виде ромба, квадрата или их половины, с полукруглыми боками и острым углом, с плоским широким острием, с нарезанными параллельно идущими канавками для гравирования параллельных линий, ромбического профиля с круто загнутым концом для выполнения коротких штрихов и точек треугольной формы и др.
48. Гладилки и шаберы: 1 — гладилки; 2 — шаберы
Для нанесения рисунка по грунту потребуются гравировальные иглы разных диаметров и сечений, заточенные под разными углами. Для изготовления гравировальных игл можно использовать любую сталь; начинающему граверу достаточно иметь несколько разных игл. В продаже имеются литографские иглы, которые также годятся для резцовой гравюры. При удалении и ослаблении штрихов, выскабливании больших плоскостей, а также обработке фасок доски нужны будут гладилки и шаберы. Затачивание резцов и игл. Научиться умело точить инструмент — одно из условий успеха в этом сложном и интересном искусстве. Точат только режущую, переднюю часть инструмента. Боковые плоскости резца не точат. Вначале затачивают инструмент на мелкозернистом точильном камне; на мягких камнях заточку ведут с водой, на твердых — с деревянным маслом, смешанным пополам с керосином. Штихель ставят режущей плоскостью на поверхность бруска и затачивают равномерными движениями вперед и назад. Нельзя сваливать инструмент в стороны во время затачивания, особенно надо следить за тем, чтобы не тупилась и не крошилась режущая часть резца. Заканчивают заточку на оселках, на куске толстой гладкой кожи, смазанной шлифовальной пастой. Иглы затачивают на крупнозернистом бруске с чистым керосином, затем на мелкозернистом точильном камне с водой. Для окончательной заточки иглы используют тонкую наждачную бумагу.
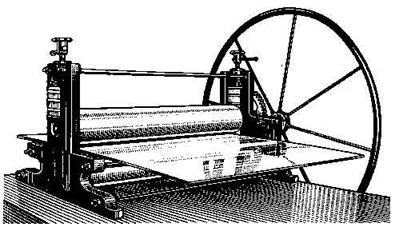
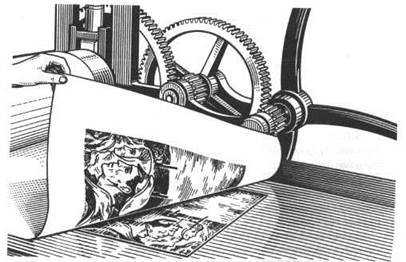
Печатный станок. Станок для получения оттиска прост по конструкции. Он состоит из станины, двух гладко отшлифованных валов, талера (металлической доски), двух регулирующих давление винтов и большого вращающего валы махового колеса. В основу действия такого станка положено прокатывание печатной формы под сильным давлением между двумя вращающимися валами, что позволяет оттискивать изображение из углубленной печатной формы. Подобный печатный станок сможет сделать любой квалифицированный слесарь или токарь. Станок (офортный пресс), эстампную бумагу, металл можно приобрести через местные отделения художественного фонда РСФСР. Подготовка доски. Чтобы покрыть доску твердым лаком, ее необходимо слегка нагреть на огне. Наносить лак на поверхность доски можно разными путями. Кусочек лака завертывают в тонкую льняную тряпочку, а затем в шелковую ткань, концы шелка скручивают в ручку и связывают ниткой. Изготовленным тампоном водят по разогретой доске. Расплавленный лак тонким слоем ложится на доске. Окончательно разравнивают лак тампоном из замши, набитым ватой. Можно кусочком готового лака провести несколько полос по нагретой поверхности доски и разровнять лак замшевым тампоном. Грунтовку лаком делают и с помощью кожаного валика, которым раскатывают твердый лак на нагретой доске. Закончив грунтовку лаком, доску коптят. Копчение укрепляет грунт и делает виднее штрихи, прорезанные иглой. Коптят доску, пока лак еще не затвердеет. Факел изготовляют из ваты, смоченной в керосине, и укрепляют на металлическом стержне (ручке). Перевернув доску грунтом вниз, факел держат на таком расстоянии от доски, чтобы копоть равномерно и обильно покрывала ее поверхность. Перевод рисунка на грунтованную доску. Рисунок переводят в зависимости от его характера круглой или граненой иглой. Иногда рисунок наносят без предварительного перевода, в этом случае он приобретает особую выразительность, связанную со свободным и непринужденным исполнением. Рисовать иглой прямо на доске сложно, нужно иметь для этого большой опыт и мастерство; молодому любителю этого искусства не обойтись без перевода на доску готового рисунка. Рисунок-оригинал, выполненный в размер гравировальной доски, помещают на гладкую доску и накладывают сверху лист кальки, закрепив кнопками. Взяв перо и тушь, копируют основные контуры рисунка. Затем одну из сторон кальки натирают мягким графитом, накладывают на печатную форму, прикрепив кальку к медной доске кусочками воска, и переводят, не слишком сильно надавливая карандашом или тупой гравировальной иглой, следя за тем, чтобы не было пропусков; на доске остается след в виде небольшого углубления. Рисунок-оригинал сохраняют для дальнейшей работы.
49. Печатный станок Гравирование. Переведенный на грунт рисунок несколько углубляют таким образом, чтобы игла затронула поверхность металла. Затем грунт (лак) удаляют с доски. Для этого доску смачивают керосином или скипидаром и мягкой щеткой или тряпкой удаляют грунт. Доску, очищенную от грунта, чистят древесными опилками, смахивая их щеткой, после чего доску еще раз промывают ацетоном. Таким образом подготовленная доска готова к дальнейшему гравированию.
Положив доску на кожаную подушку и придерживая ее левой рукой, приступают к гравированию. Чтобы преодолеть естественную на первых порах робость и некоторую скованность, необходимо поработать некоторое время на пробных досках, выполнить несколько простых упражнений на загрунтованных обрезках металла, используя при гравировании различные резцы и нанося линии и штрихи в самых различных вариантах. До начала работы необходимо знать, что закругленные линии легче гравировать резцами квадратного сечения, а прямые — более сплюснутыми, треугольными или ромбическими; овальные и полукруглые резцы удобны для углубления штрихов и гравирования прямых линий. Резцами с узким лезвием режут более глубокие линии, а резцами квадратного и полукруглого сечения — более мелкие, но широкие, и т. д. Для гравирования самых тонких и паутинных линий в резцовой гравюре применяют очень острые и тонкие иглы, не оставляющие заусенцев. Вообще для гравюры, изготовленной резцом, типичны относительно мелкие штрихи. Богатый тональный диапазон достигается не столько глубиной прорезки, сколько за счет использования резцов различного сечения. Короткими штрихами можно достичь очень тонкой моделировки формы изображаемого, передачи фактуры разнообразных материалов. Большой выразительности можно добиться, применяя только контурную линию или пунктирную штриховку. Во время гравирования штихель кладут на стол и берут его всеми пальцами, придерживая ручку крепко мизинцем; при этом клинок лежит между средним, указательным и большим пальцем. При резьбе большой палец лежит крепко на доске, кисть движется и нажимает на ручку. Режут короткими движениями вперед, передвигая после движения резца и большой палец, который служит опорой на доске и не дает резцу срываться. Резец следует держать в максимально пологом положении по отношению к плоскости доски и вести его так, чтобы пальцы слегка скользили по доске. При гравировании закругленных линий левой рукой поворачивают доску навстречу ходу резца. Если во время гравирования по краям штрихов образуются заусенцы, их следует обязательно удалить четырехгранным шабером. Во время гравирования чаще всего встречаются помехи двух видов: либо резец срывается с поверхности доски, выскакивает из штриха; либо, наоборот, зарывается вглубь настолько, что иногра обламывается его конец. Это объясняется неправильным положением резца в ручке или неправильной заточкой резца. Набивание доски краской. Готовую краску для оттиска наносят на доску круглой щетинной кистью, но лучше использовать тампон. Для изготовления тампона вытачивают или вырезают из дерева колодку грибовидной формы, на широкую часть которой накладывают вату или волос и обтягивают ее мягкой кожей, у ручки края кожи стягивают шнурком. Слегка подогрев доску, тампоном набирают приготовленную краску и с силой вдавливают ее в углубления рисунка на доске, внимательно следя за тем, чтобы размягченная от тепла краска плотно заполняла штрихи на всю их глубину. Лишнюю краску сначала снимают с доски кусочком картона, поставив его на ребро, а потом поверхность протирают накрахмаленной марлей, после чего легко поглаживают ладонью, натертой порошком мела, кончают протирку доски тряпкой, намоченной в соленой воде или в 10%-ном растворе поташа. Если в отдельных местах доски краска будет сниматься с большим трудом, следует доску слегка подогреть и снять прилипшую краску. Случайно исчезнувшую краску из углублений рисунка набивают вновь и вытирают доску тряпкой.
50. Положение резца в руке
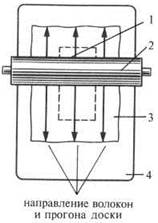
51. Набивание доски тампоном Печатание. Когда доска будет окончательно подготовлена, на доску пресса (талер) помещают ровный лист цинка толщиной не более 1 миллиметра. На нем карандашом обводят положение доски и листа бумаги. Подогретую доску (печатную форму) кладут на талер лицевой стороной вверх, а на нее помещают увлажненный лист бумаги правой стороной к награвированной поверхности доски. Доску и бумагу накрывают плотным сукном или войлоком, что обеспечивает мягкий натиск на доску, кроме того, сукно или войлок впитывает в себя излишнюю влагу из бумаги. Вертикальными винтами устанавливают необходимое давление и начинают плавно, не останавливаясь, вращать маховое колесо, пропуская между валами талер вместе с лежащими на нем доской, бумагой и сукном. Маховик останавливают, как только печатная форма и бумага полностью выйдут из-под верхнего вала на противоположный конец станка. Когда гравюра пройдет под валом, приподнимают сукно, осторожно и медленно снимают бумагу. После каждого очередного оттиска печатную форму набивают краской, вал и талер протирают мягкой тряпкой, смоченной в ацетоне.
52. Печатание. Схема расположения на талере: 1 — офортная доска; 2 — верхний вал; 3 — офортная бумага; 4 — талер
По первому пробному оттиску намечают исправления и дальнейшую работу над доской. Небольшие и средней величины доски можно печатать и без станка. Для этого берут кусок плотного картона и в нем вырезают отверстие, в которое доска должна входить совершенно свободно. На стол рисунком вверх кладут печатную форму, набитую краской, а сверху — картон с прорезью таким образом, чтобы он надавил на края сырой бумаги и доска втиснулась бы в прорезь. Сверху сырую бумагу покрывают сухой вощеной бумагой и притирают костяным или деревянным срезом отполированной пластины. Готовые сырые оттиски снимают, просушивают и прикрывают с лицевой стороны тонкой прокладочной бумагой. Оттиски укладывают в стопку между листами сухого картона, а сверху кладут груз. Доски по окончании печати нужно тщательно промыть керосином или скипидаром, чтобы краска не оставалась в штрихах, насухо вытереть и обернуть в плотную бумагу. При длительном хранении лицевую сторону досок грунтуют лаком или воском.
53. Снятие гравюры с печатной формы
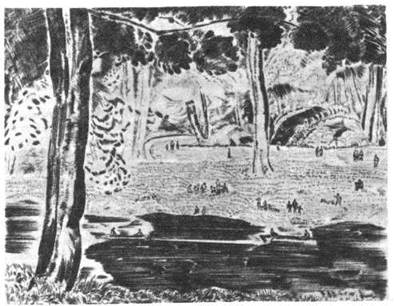
54. Д. И. Митрохин. Отдых на траве. Резцовая гравюра
ИНКРУСТАЦИЯ МЕТАЛЛОМ
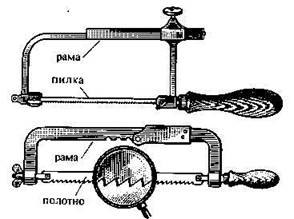
Многие имеют у себя дома мебель различного назначения, деревянные футляры, туалетные шкатулки, бювары и другие предметы с украшениями в виде декоративных накладок или вставок из металла. Со временем эти детали украшений отпадают от основы изделия или вовсе теряются. Кто пожелает, может инкрустировать готовые купленные деревянные вещи или изготовленные самим любителем художественного мастерства. В инкрустационных работах применяют в виде декоративных украшений растительные или геометрические орнаменты: штапики, жилки, уголки, кольца, овалы, звезды, ветки, листья, цветы различных формы и размеров. Используют главным образом листовой металл, который хорошо обрабатывается, несколько утрачивает блеск и имеет приятный внешний вид (латунь, медь, цинк, бронзу, серебро, олово и алюминий). Его цвет хорошо гармонирует с золотисто-коричневым фоном древесины. Инструменты и приспособления. Для выполнения инкрустационных работ требуются: стамески полукруглые (отлогая, средняя и крутая) различной величины, плоскогубцы, кусачки, слесарный молоток, ножницы для резки металла, небольшие тиски, разные напильники, дрель и сверла для дрели, медный паяльник, слесарная ножовка и слесарный лобзик, притирочный молоток для фанерования, рейсмус, кругорез, струбцинки металлические или деревянные, кернер для разметки отверстий на металле, нож обыкновенный и с плечевой рукояткой. Ножи делают из прочной стали, они предназначены для резания мягких и тонких металлических пластин. Для работы с металлом применяют ножницы разных размеров, их выбор зависит от толщины обрабатываемого металла. Для мелких работ по металлу толщиной 0,2 — 0,4 миллиметра можно использовать медицинские ножницы. Более толстый металл (0,5 — 1,5 миллиметра) режут большими ножницами, для удобства одну ручку ножниц зажимают в тиски, тем самым облегчая себе работу. Форма губок ножниц бывает различной. Для прямых резов и для обрезания металла по краю заготовки служат ножницы с прямыми губками (правые и левые). Отверстия и кружки вырезают ножницами с изогнутыми губками. Для распиловки металла служит слесарная ножовка, которая состоит из раздвижного станка и натянутого в нем твердозакалеиного полотна с мелкими зубьями. Полотно натягивают винтом с барашком. Ножовки бывают нераздвижные, но они менее удобны, так как в них можно поставить полотно только одной длины. Правила работы ножовкой таковы: полотно пилы надо хорошо натянуть в рамке так, чтобы зубцы смотрели в сторону от работающего. Пилу держат правой рукой, а левой нажимают на свободный конец пилы. Начинают резать осторожными движениями, чтобы получить прорезь. Когда она будет достаточно глубока, ножовке дают полный размах, нажимая на раму.
55. Слесарный лобзик Слесарная ножовка
56. Ручной верстачок Иногда нужно сделать длинный распил, отпилить уголок. При обычной установке полотна это сделать невозможно, так как помешает рама. Полотно следует повернуть на 90°. Ножовкой пилят или всухую, или смазывают полотно машинным маслом. При распиловке цветных металлов смазка не нужна. В инкрустационных работах потребуются сквозные или ажурные детали из тонкого металла. Для этих целей служит слесарный лобзик, представляющий собой облегченную ножовку с тонкой пилкой. Зубья лобзиковых пилок направлены к ручке, поэтому пилят лобзиком на себя или сверху вниз, если пластина лежит горизонтально. Можно воспользоваться обычным лобзиком, но пилки следует взять специально для металла. Для того чтобы пилка лучше натянулась, перед закреплением второго конца ее раму лобзика несколько сгибают. Пилки по разным причинам часто рвутся. Если разрыв пилки произошел не посередине, а у зажима, то, вращая ручку в обратную сторону и выдвигая этим самым крепление зажима наружу, можно прихватить оборванный конец. Пилка станет несколько короче, но работать ею можно. Другой принадлежностью для ажурного выпиливания из дерева является ручной верстачок. Состоит он из обыкновенной столярной струбцинки и прикрепленной к ней упорной доски с треугольным вырезом. Верстак крепят винтом к столу так, чтобы треугольный вырез был снаружи; лист металла для выпиливания помещается на упорной доске. Пилку лобзика передвигают между краями выреза доски. Пилки, предназначенные для резания металла, различают по номерам в зависимости от толщины и ширины полотна и размера зубьев. При выпиливании пилку укрепляют в лобзике так, чтобы она была хорошо, как струна, натянута, а зубья ее были направлены вниз к ручке лобзика. Зажимают пилку сначала в нижнем зажиме (у ручки). Затем, если лобзик не имеет специального натяжного винта, грудью нажимают на ручку лобзика и закрепляют его верхний конец. Закрепив пилку в верхнем зажиме, надо постепенно ослабить нажим на лобзик. В лобзиках, имеющих натяжной винт, после закрепления второго конца пилки натягивают ее окончательно этим винтом так, чтобы она при касании пальцем издавала звонкий звук. В тех случаях, когда предстоит выпиливать внутренний замкнутый контур рисунка, пилку закрепляют в нижнем зажиме лобзика, свободный ее конец продевают в отверстие, просверленное дрелью в пластине металла внутри этого контура, и лишь затем закрепляют, как было указано выше, в верхнем зажиме. Рисунок орнамента, который наносят на поверхность пластины, должен оказаться при этом сверху, чтобы его было видно при выпиливании. Пластину с рисунком укладывают на выпиловочный верстак и левой рукой придерживают на месте, чтобы она при работе не подскакивала. Пилят не торопясь, плавно, без рывков, двигая лобзик вверх и вниз в одной вертикальной плоскости. Левой же рукой постепенно подают пластину вперед или поворачивают так, чтобы пилка лобзика резала металл без нажима точно по линиям рисунка, двигаясь все время в вырезе верстака. При крутых изгибах линии рисунка подача пластины вперед замедляется, а в вершинах углов поворота прекращается, пока плоскость полотна пилки лобзика не совпадет с направлением новой линии пропила. Если пилка при выпиливании сильно нагреется, следует на несколько минут прервать работу, чтобы пилка остыла. Так как небольшие металлические пластинки трудно удерживать рукой, следует всегда начинать выпиливать не с внешнего контура, а с внутренних элементов рисунка. Из тех же соображений рекомендуется мелкие детали группировать для выпиливания на одном куске металла. При работе лобзиком нужно помнить, что при выпиливании по прямой линии лобзик следует вести на материал; при выпиливании по кривой пилка остается на месте, а пластину двигают на пилку, делая при этом необходимые повороты; выпиливая острые углы, пилят до самой вершины по сторонам каждого угла; при выпиливании замкнутого контура в металле предварительно проделывают отверстия, делают их не в середине, а с углов, чтобы пилка была ближе к выпиливаемому контуру рисунка. При выпиливании из очень тонкого листа, тоньше 1 миллиметра, лучше поместить его между двумя дощечками или фанерками, скрепив их между собой по углам проволочными шпильками, и выпиливать все вместе. При заготовке двух или трех одинаковых фигур из разных материалов, а также когда хотят подготовить одновременно орнаментальную вставку и фон для нее, лобзик является незаменимым инструментом. Предположим, что в фанеру надо вставить металлическую вставку-украшение. На белую бумагу наносят точный рисунок украшения и наклеивают ее на фанеру, а с обратной стороны на клею крепят металлическую пластинку точно такой же толщины, как фанера. Сверлом просверливают небольшие отверстия для пилки; скрепленные вместе фанеру и металлическую пластинку помещают на выпиловочный столик и приступают к выпиливанию. Закончив выпиливание, освобождают пилку и разъединяют фанеру и металлическую пластинку. Из фанеры выпиливают такой же формы кусок, как и металлическая вставка. Металлическая вставка будет представлять собой план, а образовавшийся в фанере вырез — гнездо. Для того чтобы вставка-план плотно примыкала к отверстию (гнезду), необходимо при выпиливании лобзиком соразмерить величину перекоса пилочек с толщиной фанеры. Отклонение пропила от вертикали должно разняться удвоенной толщине листа материала.
Для вырезания кругов и колец из тонкого металла пользуются кругорезом. Это деревянный брусочек — стержень, на концах которого снизу помещены игла, нож и зажимной винт для него, а сверху две ручки. Держась правой рукой за ручку ножа и придерживая левой ручку иглы, энергично описывают круговые движения по поверхности металла, пока деталь не отделится от общего куска пластины. Диаметры кругов регулируют передвижением шила по гнездам стержня кругореза. Для того чтобы просверлить в металле отверстие, необходимо сверло поместить в инструмент (которым это сверло можно было бы привести во вращение), например дрель. Дрель — очень удобный инструмент для сверления малых отверстий. Она состоит из стержня с несколькими отлогими нарезками, по которым ходит гайка. Верхний конец стержня вставлен в деревянную ручку, а в нижнем есть патрон, в который вкладывается тонкое сверло, закрепляемое винтом. Сверление следует начинать с тщательной разметки центров будущих отверстий. На твердых материалах сначала намечают углубления керном и в углубление вставляют вершину сверла. Во время сверления сверла обильно смазывают. При сверлении медных пластинок в качестве смазки лучше использовать парафин. Если сверло тонкое и плохо зажимается патроном, его хвостовик можно обернуть тонкой свинцовой пластинкой, тряпкой или кожей. Система шестеренок дрели подобрана таким образом, что на каждый оборот ручки приходятся два-три оборота сверла. Для самых мелких сверл удобнее всего стержневая дрель с двойной винтовой нарезкой (двухходовая). Лучшие сверла, дающие точное отверстие, это цилиндрические спиральные. Во время работы, особенно с мягкими и вязкими металлами (медь, свинец, алюминий), промежутки между зубцами напильника забиваются опилками, и напильник начинает царапать поверхность. Время от времени его надо прочищать. Напильники с крупной насечкой чистят стальной щеткой или венчиком из тонкой стальной проволоки, шлифные напильники — полоской меди или свинца, которой проходят по ходу насечки, наискось через напильник. Заточка инструмента. Всякий режущий инструмент тупится в процессе работы, и поэтому его нужно время от времени затачивать. Такие инструменты, как стамески, ножи, резаки затачивают в три этапа: сначала на точиле, затем затачивают фаски лезвия на мелкозернистом бруске (для снятия заусенцев) и доводят лезвие на оселке. Затачивая инструмент на точиле, не надо сильно прижимать его к кругу, так как от этого образуются вмятины. Резец должен слабо скользить по поверхности точила примерно под углом 10 — 15°; затачивать резец нужно под постоянным углом. На поверхности точила резец все время слегка движется вправо и влево по прямой. Перевернув инструмент, затачивают фаску на противоположной стороне. Точило во время работы должно вращаться на инструмент, иначе зерна наждачного точила будут ломать металл на лезвии или прижмут тонкий слой металла к резцу, образуя заусенцы. Нужно не забывать время от времени опускать резак в воду, чтобы охладить его и не допустить перекаливания режущей поверхности. Если точило отсутствует, инструмент можно заточить и на крупнозернистом бруске. Чтобы снять заусенцы, заточку ведут на мелкозернистом бруске. Брусок должен иметь ровную, гладкую поверхность. При небольшом угле заточки (10 — 15°) инструмент кладут на брусок, плотно прижимая фаску лезвия к бруску, и ведут им наискось вперед и назад. После нескольких таких движений резец переворачивают в руке и начинают точить фаску с другой стороны. Так с легким нажимом резак затачивают до тех пор, пока заусенец не отпадет. Во время заточки на мелкозернистом бруске надо стараться, чтобы при движении резца вперед правая рука не опускалась вниз, а при движении к себе не поднималась вверх. Если угол заточки резца не будет постоянным, то фаска у него получится не строго плоской, а закругленной. Когда лезвие инструмента получится достаточно острым, приступают к правке лезвия на оселке. Оселок представляет собой брусок с очень мелким зерном. Лучше всего пользоваться оселками для правки бритвы. Смочив оселок водой, круговым вращением начинают наводить резец; в результате остатки заусенцев на оселке быстро снимаются. Оттачивать инструмент необходимо не более 10 — 15 минут. Длительное оттачивание может привести лишь к сточке резака и его затуплению. Когда инструмент будет наведен, его надо вытереть тряпочкой и проверить остроту. При заточке зубила точат попеременно обе грани. Угол между ними может быть различным и изменяется в зависимости от твердости обрабатываемого металла в следующих пределах: для алюминия и цинка — 35°; меди и латуни — 45°; стали — 60°; бронзы — 75°. Углы удобнее всего проверять по шаблону. Сверла можно затачивать напильником и на абразивном круге. Винтообразные канавки по оси сверла служат для удаления стружки. Ребро между плоскостью канавки и задней поверхностью является режущей кромкой. Угол между кромками делают 116 — 118°, однако он может меняться от 90 до 140° в зависимости от твердости обрабатываемого материала. Сверло при заточке держат левой рукой возможно ближе к передней части, а правой рукой — за хвостик, покачивая сверло плавным движением. При этом нужно соблюдать следующие условия: режущие кромки должны быть симметричны, должны иметь одинаковый угол наклона и одинаковую длину; поперечная кромка должна составлять с режущей кромкой угол 55°. Надо помнить, что сильно нажимать на инструмент во время затачивания нельзя, иначе его рабочий конец нагреется слишком сильно и после этого может стать мягким.
58. Заготовка шаблонов геометрических фигур
Заготовка шаблонов. При изготовлении инкрустациоиных деталей следует пользоваться шаблонами. Шаблоны представляют собой элементы орнаментальных украшений, благодаря которым можно легко изготовить любое число деталей, необходимых для той или иной композиции. Шаблоны изготовляют из твердого материала, желательно из тонкого дюралюминия. Толщина шаблона не должна превышать 3 миллиметров. У молодых любителей художественного ремесла часто возникают затруднения в построении простейших геометрических фигур. Мы расскажем, как построить и изготовить шаблоны элементарных геометрических форм. Берем лист белой бумаги, отмериваем на нем по верхнему краю прямоугольную полосу шириной в 5 сантиметров, длиной 25 сантиметров. На этой полосе отмериваем по линейке и отмечаем карандашом: квадрат 5, прямоугольные треугольники 1 и 4, равнобедренную трапецию J, параллелограмм 2. Все эти фигурки разрезаем и откладываем в сторону. Затем берем вторую, несколько шире, полосу бумаги и вычерчиваем на ней с помощью циркуля и линейки круг 6, полукруг 7, овал 8, который строим с помощью циркуля из четырех центров, и ромб 9, который строим на перпендикулярном скрещивании двух неравных прямых. Наконец, из третьей полосы бумаги делаем правильный шестиугольник 10, основанный на шести радиусах, отложенных по окружности; правильный восьмиугольник 11, основанный на перекрещивании двух пар диаметров; равносторонний треугольник 12, полученный как результат проведения трех хорд в правильном шестиугольнике, и звезды, показанные штриховой линией внутри фигур 10 и 11. Пятиконечную звезду строят так: чертим окружность, проводим два взаимно перпендикулярных диаметра D1 и D2. Делим левый радиус диаметра D1 пополам и от полученной точки проводим линию в конец диаметра D2 (рис. а). Циркулем делаем дугу, как показано штрихов
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 139; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.98.71 (0.057 с.) |