
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Характеристика, особенности, технические параметры заданного оборудованияСодержание книги
Поиск на нашем сайте
Характеристика, особенности, технические параметры заданного оборудования
Токарно винторезный станок 16К20
Описание
Токарно винторезный станок 16К20 — универсальный металлообрабатывающий агрегат, используемый для нарезания резьбы, выполнения токарных операций и сверления. Данная модель является модификацией предыдущей версии станка — 1К62, она превосходит предшественника по всем эксплуатационным параметрам.
КРАТКОЕ ОПИСАНИЕ И ОСНОВНЫЕ ОСОБЕННОСТИ: Токарный станок модели 16К20 проектировался для выполнения разнообразных работ. На нем можно точить наружные и внутренние поверхности в виде цилиндров, конусов, разных профилей; растачивать внутренние поверхности; обрабатывать торцы; нарезать несколько типов наружной и внутренней резьбы; обрабатывать осевым инструментом; отрезать, подрезать и прочие операции. Главным движением является вращение шпинделя с закрепленной заготовкой в патроне. Инструмент, закрепленный на суппорте в резцедержателе, осуществляет прямолинейное вдоль или поперек станины движение подачи. Характеристики Обрабатываемая деталь: · окружность детали над направляющими — 400 мм; · окружность детали над суппортом — 220 мм; · наибольшая длина заготовки зажатой в центрах — 1500 мм; · максимальный вес заготовки, зажимаемой в патроне — 300 кг; · Шпиндель: · · точностной класс — Н согласно ГОСТ 8–82; · посадочный место на шпинделе — 6К согласно ГОСТ 12593–72; · посадочный конус на шпинделе — Морзе 6, М80; · отверстие в валу шпинделя — 55 мм; · крутящий момент — 2 тыс. Нм. Обороты шпинделя: · количество ступеней — 12; · частоты прямого вращения — max 12,5 min 2000 об/мин; · частоты обратного вращения — max 19 min 2420 об/мин. Подачи: · вдоль станины — 42; · поперек станины — 42; · продольные рабочие — 0,7−4,16 мм/об; · Резьбы: · число метрических — 45; · число дюймовых — 28; · число модульных — 38; · число питчевых — 37; · нарезаемые архимедовой спиралью — 5.
Диагностика. Проверки станка должны быть ежедневными, еженедельными. Ежедневные проверки: • проверка крепления контактных соединений проводов, в т.ч. силовых и подтяжка при необходимости; • проверка состояния изоляции соединительных проводов, и, при наличии повреждений, восстановление изоляции; • визуальная проверка на отсутствие внешних дефектов. -Еженедельные проверки: • проверка состояния заземления и, при необходимости, измерение сопротивления (не более 1 Ом).
6. Перед сдачей в ремонт оборудование или участок сети с соответствующими каналами или траншеями должны быть тщательно отчищены от масла, пыли, мусора и грязи. Ответственность за подготовку объектов к передаче в ремонт возлагается на администрацию производственного цеха - владельца оборудования. Приемка оборудования или участка из ремонта осуществляется контрольно-приемным аппаратом отдела технического контроля предприятия совместно с начальником соответствующего эксплуатационного или ремонтно-эксплуатационного участка и с мастером производственного цеха - владельца оборудования. Вышедшие из ремонта энергетическое оборудование или участок сети считаются принятыми в эксплуатацию после проверки их состояния, проведения предусмотренных испытаний, включая испытания в рабочем режиме. Испытание электрической части технологического оборудования производится одновременно с испытанием самого технологического оборудования. Оформление приемки из ремонта производится предусмотренными подписями в карте ремонта. Приемка из ремонта электрооборудования или участка сети высокого напряжения, а так же электрооборудования со сложными схемами управления по списку, утверждаемому главным энергетиком предприятия, производится высоковольтной или электротехнической лабораторией предприятия.
Оформление маршрутно-технологической документации на эксплуатацию и обслуживание заданного оборудования
Согласно ГОСТ 3.1109 - 82 описание технологических процессов в технологической документации по степени детализации может быть маршрутным, операционным и маршрутно-операционным. Маршрутное описание выполняется с сокращенным описанием содержания всех технологических операций в МК в последовательности их выполнения без указания переходов и технологических режимов. Это описание применяется в единичном и мелкосерийном производстве при большой номенклатуре изделий, когда более детальное описание связано с большими трудозатратами. Операционное описание выполняется с полным описанием всех технологических операций в ОК в последовательности их выполнения с указанием переходов и технологических режимов, данных о средствах технологического оснащения, материальных и трудовых затратах. Операционное описание применяется в серийном и массовом производствах. Маршрутно-операционное описание выполняется с сокращенным описанием технологических операций в МК в последовательности их выполнения и с полным описанием отдельных операций в КТП и ОК. Это описание применяется в серийном, мелкосерийном и опытном производстве, когда в технологическом процессе имеются отдельные сложные технологические операции, требующие детального описания. Рассмотрим правила, бланки и образцы, заполнения основных технологических документов. Титульный лист технологического процесса оформляется по ГОСТ 3.1105 - 2011. Пример оформления ТЛ по форме 2 для предприятия представлен на рис.17.1. Маршрутную карту используют при любой форме описания технологического процесса. При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных 12. Состав работающ Весь персонал электроцеха состоит из трёх категорий: общецеховой персонал, ремонтный и эксплуатационный. Общецеховой персонал представляет собой: Эксплуатационное обслуживание осуществляет эксплуатационный персонал, режим работы которого устанавливается в зависимости от количества рабочих смен и состава электрооборудования, работающего в эти смены. К эксплуатационному персоналу относятся электромонтёры в количестве 15 человек Ввиду износа оборудования (механического, электрического, морального) по этой причине на предприятии происходит организация ремонтной службы. В состав ремонтной службы входят:
Оплата труда тесно связана с различиями в сложности выполняемой работы. Чем сложнее выполняемая работа, тем больше она требует знаний, опыта, умственных и физических усилий, тем с большим правом при прочих равных условиях работник может претендовать на повышенную оплату своего труда. В настоящее время на предприятиях используются следующие основные формы оплаты труда: сдельная, повременная. Сдельной называется заработная плата, которую получает работник в зависимости от количества выполненной работы по установленным сдельным расценкам с учетом качества труда. Повременная заработная плата определяется квалификацией работника и количеством отработанного времени На АО «Уралтехнострой-Туймазыхиммаш» используется повременно-премиальная система оплаты труда. Заработная оплаты труда состоит из: 1. Часовых тарифных ставок (ЧТС) 2. Компенсационных выплат 3. Стимулирующих выплат Тарифная ставка-элемент тарифной сетки, который определяет часовой (дневной или месячный) размер оплаты труда работника в зависимости от сложности выполняемых работ или его квалификации (присвоенного ему тарифного разряда). Часовые тарифные ставки определяются из разряда рабочего. Компенсационные выплаты – денежные выплаты, один из трёх элементов заработной платы работника, состоящий из доплат и надбавок компенсационного характера Компенсационные выплаты – это доплаты за ночную смену,размер этих доплат прописывается в трудовом договоре и локально нормативных актах предприятия. Размер этой доплаты на АО «Уралтехнострой-Туймазыхиммаш» прописан в коллективном договоре, согласно этому коллективному договору составляет 50 процентов от часовой тарифной ставки. Также идут доплаты за переработки, если работник переработал норму рабочего времени,которая устанавливается на каждый месяц согласно производственному календарю с учетом выходных дней установленных правительством нашей страны. Доплата идёт если работник переработал: 1. За первые 2-а часа оплата идёт в полуторном размере от ЧТС. 2. Свыше 2-ух часов оплата идёт в двойном размере от ЧТС. Кроме того есть доплаты за выход работника в выходные дни. Он сам устанавливает оплату за этот рабочий день. Работник может выйти за одинарную зарплату и получить отгул в другой рабочий день написав заявление или он выходит за двойную оплату. Стимулирующие выплаты — это премиальная часть заработной платы. На АО «Уралтехнострой-Туймазыхиммаш» есть следующие виды премий: 1. Текущие – размер текущий премии составляет 30-50 % у основных рабочих от ЧТС 2. За сдачу аппаратов- размер премии за сдачу аппаратов 15% от ЧТС 3. Премии за выполнение особо важных работ
Заработная плата мастера электроцеха составляет 25000-28000 рублей.
В результате выполнения отчета по преддипломной практике, был произведен анализ энергетических характеристик технологических процессов предприятия АО «Уралтехнострой-Туймазыхиммаш. Выполнен также анализ назначения, эксплуатационных характеристик, принципа работы токарно-винторезного станка 16к20. Рассмотрены Правила по охране труда при эксплуатации энергоустановок, требования пожарной безопасности. Рассмотрены категории электроприемников, обязанности техника электрика, определены инструменты, применяемые при ремонте заданного оборудования. Выполнена принципиальная электрическая схема на формате А3. Характеристика, особенности, технические параметры заданного оборудования
Токарно винторезный станок 16К20
Описание
Токарно винторезный станок 16К20 — универсальный металлообрабатывающий агрегат, используемый для нарезания резьбы, выполнения токарных операций и сверления. Данная модель является модификацией предыдущей версии станка — 1К62, она превосходит предшественника по всем эксплуатационным параметрам.
КРАТКОЕ ОПИСАНИЕ И ОСНОВНЫЕ ОСОБЕННОСТИ: Токарный станок модели 16К20 проектировался для выполнения разнообразных работ. На нем можно точить наружные и внутренние поверхности в виде цилиндров, конусов, разных профилей; растачивать внутренние поверхности; обрабатывать торцы; нарезать несколько типов наружной и внутренней резьбы; обрабатывать осевым инструментом; отрезать, подрезать и прочие операции. Главным движением является вращение шпинделя с закрепленной заготовкой в патроне. Инструмент, закрепленный на суппорте в резцедержателе, осуществляет прямолинейное вдоль или поперек станины движение подачи. Характеристики Обрабатываемая деталь: · окружность детали над направляющими — 400 мм; · окружность детали над суппортом — 220 мм; · наибольшая длина заготовки зажатой в центрах — 1500 мм; · максимальный вес заготовки, зажимаемой в патроне — 300 кг; · Шпиндель: · · точностной класс — Н согласно ГОСТ 8–82; · посадочный место на шпинделе — 6К согласно ГОСТ 12593–72; · посадочный конус на шпинделе — Морзе 6, М80; · отверстие в валу шпинделя — 55 мм; · крутящий момент — 2 тыс. Нм. Обороты шпинделя: · количество ступеней — 12; · частоты прямого вращения — max 12,5 min 2000 об/мин; · частоты обратного вращения — max 19 min 2420 об/мин. Подачи: · вдоль станины — 42; · поперек станины — 42; · продольные рабочие — 0,7−4,16 мм/об; · Резьбы: · число метрических — 45; · число дюймовых — 28; · число модульных — 38; · число питчевых — 37; · нарезаемые архимедовой спиралью — 5.
|
||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 142; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.169 (0.012 с.) |

 Заданное оборудование:
Заданное оборудование: максимальный вес заготовки, закрепляемой в центрах — 1300 кг.
максимальный вес заготовки, закрепляемой в центрах — 1300 кг.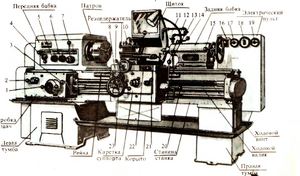
 поперечные рабочие — 0,035−2,08 мм/об.
поперечные рабочие — 0,035−2,08 мм/об. Порядок сдачи в ремонт и приема после ремонта.
Порядок сдачи в ремонт и приема после ремонта. На разработанный технологический процесс оформляется комплект технологической документации. Согласно ГОСТ 3.1102 - 82 технологическая документация включает документы общего и специального назначения. К документам общего назначения относятся: титульный лист (ТЛ), карта эскизов (КЭ) и технологическая инструкция (ТИ). В состав документации специального назначения входит 26 документов. Основными их них являются: маршрутная карта (МК), операционная карта (ОК) и карта технологического процесса (КТП).
На разработанный технологический процесс оформляется комплект технологической документации. Согласно ГОСТ 3.1102 - 82 технологическая документация включает документы общего и специального назначения. К документам общего назначения относятся: титульный лист (ТЛ), карта эскизов (КЭ) и технологическая инструкция (ТИ). В состав документации специального назначения входит 26 документов. Основными их них являются: маршрутная карта (МК), операционная карта (ОК) и карта технологического процесса (КТП). документов, в котором описывают весь процесс в технологической последовательности выполнения операций. При операционном описании технологического процесса МК играет роль сводного документа, в котором указывают адресную информацию (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
документов, в котором описывают весь процесс в технологической последовательности выполнения операций. При операционном описании технологического процесса МК играет роль сводного документа, в котором указывают адресную информацию (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. их на участке (в цехе)
их на участке (в цехе) 13.Оплата труда работников участка. Формы и системы оплаты труда различных категорий работников участка, их обоснованность.
13.Оплата труда работников участка. Формы и системы оплаты труда различных категорий работников участка, их обоснованность. Заработная плата электромонтёра 3-го разряда составляет 15000-16000 рублей.
Заработная плата электромонтёра 3-го разряда составляет 15000-16000 рублей. Заключение
Заключение


