Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Маленькая дорога для автомобиля, но великая дорога для человечестваСодержание книги
Поиск на нашем сайте
Да, это не дорога в общепринятом смысле этого слова. У нее нет обочины и разметки, отсутствуют светофоры и, о, ужас, нет постов полиции. Мало того, у нее еще и большие проблемы с покрытием, да и автомобили по ней сейчас не ездят. Но все же это одна из самых великих дорог за всю историю человечества. И чтобы это понять, выйдете ночью на улицу и поднимите голову вверх. Там, на Луне, находится маленькая дорога, которую «построил» «Луноход-1». Наш луноход. Следует признать, что «гонку за Луной» мы проиграли — «Луноход-1» стал лишь пятым так называемым «подвижным образованием» на спутнике Земли — ранее по ней уже успели прогуляться американцы Армстронг, Олдрин, Конрад и Бин. И все же именно «Луноход-1» был первым управляемым транспортным средством. «Луноход-1» появился на Луне 17 ноября 1970 года. Изначально предполагалось, что он будет ездить по планете лишь трое-четверо суток, однако он смог проработать 11 суток. Всего 11? Да, всего. Но не забывайте, что речь идет о лунных сутках, которые равны 13,66 земным. За это время он смог преодолеть 10 540 метров, дважды написать цифру 8 в Международный женский день и сделать массу исследований.
Сейчас на Марсе трудится марсоход Curiosity (верхнее фото). Но как знать, может быть, там в будущем появятся и «марсомобили». По крайней мере, были же автомобили на Луне Потом были и другие луноходы. Это и советский «Луноход-2», который сумел проехать в общей сложности 42 км, и американские лунные автомобили, которые использовались для перевозки экипажей экспедиций Аполлон-15 (прилунение состоялось 30 июля 1971 г.), Аполлон-16 (прилунение 21 апреля 1972 г.) и Аполлон-17 (прилунение 11 декабря 1972 г.). Появились «автомобили» и на Марсе. Причем один из них — американский Curiosity — оказался там совсем недавно
. Контроль качества продукции Термин качество продукции имеет несколько различных определений, например: В стандарте ГОСТ 15467-79: совокупность свойств продукции, обусловливающих её пригодность удовлетворять определённые потребности в соответствии с её назначением. В стандарте ИСО 8402-86: «Качество - совокупность свойств и характеристик продукции или услуги, которые придают им способность удовлетворять обусловленные или предполагаемые потребности». В стандарте ГОСТ Р ISO 9000-2005: «Качество - это степень соответствия совокупности присущих характеристик требованиям». В учебнике Огвоздина В. Ю.: Качество продукции - это совокупность объективно присущих продукции свойств и характеристик, уровень или вариант которых формируется при создании продукции с целью удовлетворения существующих потребностей Контроль качества продукции Качество продукции - совокупность свойств продукции, обуславливающих её пригодность удовлетворять определённые потребности в соответствии с её назначением. Контроль качества - это процесс получения и обработки информации об объекте с целью определения нахождения параметров объекта в заданных пределах. Процесс контроля заключается в установлении соответствия действительных значений физических величин установленным предельным значениям. Контрол ь должен ответить на вопрос находится ли контролируемая физическая величина в поле допуска или выходит за его пределы. Контроль параметров и характеристик объекта, связанный с нахождением действительных значений физических величин, называется измерительным контролем. В тех случаях, когда нет необходимости определять числовые значения физических величин, а требуется установить только факт нахождения параметра в поле допуска или выхода из него, производится качественная оценка параметров объекта, т.е. осуществляется качественный контроль. Качественный контроль в отличие от измерительного контроля называют просто контролем. Виды контроля Классификация видов контроля основана на различных признаках: время проведения и место контроля в технологическом цикле, управляющее воздействие контроля, объект контроля и др. Рассмотрим наиболее распространённые виды контроля.
При разрушающем контроле для выполнения контрольных операций необходимо разрушить изделие и дальнейшее его использование становится не возможным. Примером разрушающего контроля, когда определение соответствия контролируемого параметра установленным предельным отклонениям, сопровождается разрушением объекта, является проверка изделия на прочность. При неразрушающем контроле соответствие контролируемого параметра установленным предельным отклонениям определяется по результатам полученной информации об объекте контроля. Взаимодействие органов средства контроля с объектом контроля не вызывает разрушения объекта и не изменяет его свойств. Примерами неразрушающего контроля являются: контроль размеров деталей, отклонений формы и расположения поверхностей, давления, температуры и др. Результаты контроля можно использовать для воздействия на ход производственного процесса.
Активный контроль объекта осуществляется непосредственно в ходе технологического процесса формирования изделия, например обработки детали на станке. Текущие результаты активного контроля дают информацию о необходимости изменения режимов обработки или корректировке параметров технологического оборудования, например необходимость изменения положения между режущим инструментом и деталью. Активный контроль может быть ручным, при котором режимами и остановкой станка в процессе изготовления изделия управляет оператор, наблюдающий за показаниями приборов или автоматическим, когда управление станком осуществляется с помощью команд, выдаваемых установленным на станке или вне станка устройством. Применение активного контроля позволяет повысить производительность труда, улучшить качество изготовления, вести одновременное обслуживание нескольких единиц технологического оборудования, получать высокую точность изделий, использовать на этих работах операторов относительно невысокой квалификации. Перспективным является создание устройств активного контроля, работающих без настройки по образцовым объектам. В качестве образцовых могут быть как материальные объекты (например, образцовые детали), так и соответствующее программное обеспечение. В отличие от активного пассивный контроль осуществляется после завершения отдельной технологической операции или всего технологического цикла изготовления объекта (детали или изделия). На стадиях жизненного цикла изделия, в том числе технологического процесса изготовления, производимый контроль имеет различное назначение и протяжённость во времени.
Входному контролю подвергают сырье, исходные материалы, полуфабрикаты, комплектующие изделия, техническую документацию и т. д. Контроль производится по ряду параметров, среди которых: визуальный и инструментальный контроль геометрии продукции, соответствие отгрузочным документам, наличие дефектов и др. С входного контроля начинается формирование качества изделия при производстве на данном предприятии. Операционный контроль или межоперационный контроль проводится на различных стадиях производственного процесса изготовления изделия. Назначение и порядок его проведения определяется технологической документацией - маршрутными и операционными картами. Приёмочный контроль состоит в проверке готовых изделий и наиболее ответственных узлов. Контролю подвергаются: взаимное расположение элементов изделия, качество выполненных соединений (сила и момент затяжки резьбовых соединений, качество пригонки стыкуемых поверхностей и др.), правильность постановки и наличие деталей в соединениях, масса узлов и изделия в целом, уравновешенность вращающихся частей изделия и т.д. Непрерывный и периодический контроль состоит либо в непрерывной проверке соответствия контролируемых параметров нормам точности либо соответственно в периодической проверке через установленные интервалы времени. В произвольные моменты времени могут проводить летучий контроль.
Большинство видов контроля проводится непосредственно на рабочих местах: у станка, на производственных участках, в цехах и т.п., такой контроль называют подвижным. Однако, осуществить такой контроль не всегда возможно, т.к. возникает необходимость применения специальных средств контроля, требующих отдельно расположенных контрольных участков, стендов, лабораторий, а иногда отдельно стоящих сооружений, как например радиационный контроль, такой контроль называют стационарным. Объектами контроля являются: производимая продукция; техническая, товарная и сопроводительная документация; параметры технологического процесса; средства технологического оснащения; документация по прохождению рекламаций; правила соблюдения условий эксплуатации, а также технологическая дисциплина и квалификация исполнителей.
КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ - проверка соответствия качества продукции или процесса, от которого оно зависит, установленным требованиям. Контроль качества продукции включает государственный надзор за качеством продукции, ведомственный контроль качества продукции и технический контроль качества в объединениях, предпри- ятиях и организациях. Государственный надзор за качеством продукции осуществляют Госстандарт и его органы; он заключается в контроле за соблюдением стандартов, технических условий и метрологических правил, состоянием средств измерений и работой служб стандартизации и метрологии на местах. Ведомственный контроль качества продукции проводится инспекциями по качеству соответствующих министерств или ведомств. Технический контроль качества продукции осуществляется на всех стадиях производственного процесса, начиная от поступления исходного сырья и кончая отгрузкой готовой продукции. Его основные функции: установление соответствия показателей качества продукции требованиям конструкторской документации, техническим условиям, показателям опытных образцов, получение информации о состоянии производственного процесса, учет, анализ и предупреждение дефектов и брака в производстве, отказов и неисправностей у потребителя и выработка мер по устранению причин их появления. Основными видами технического контроля являются: входной контроль материалов, полуфабрикатов, покупных комплектующих изделий, поступающих со стороны; операционный контроль, выполняемый в ходе технологического процесса; контроль технологического процесса на соответствие его установленным требованиям; приемочный контроль готовой продукции. По форме все эти виды контроля и измерений могут быть: активными, осуществляемыми техническими средствами, встроенными в технологическое оборудование; плановыми, проводимыми по графику; летучими, организуемыми без заранее определенных сроков; инспекционными, проводимыми в целях про верки качества операционного приемочного или контроля. При выборе технических средств контроля предпочтительными являются средства неразрушающего контроля. Особо ответственные и дорогостоящие детали и сборочные единицы охватываются сплошным пооперационным контролем с применением уникальных контрольно-измерительных средств, например голографических, лазерных и т. п. Контроль качества продукции в объединениях и на предприятиях проводится отделами технического контроля (ОТК). Начальник ОТК имеет право прекращать приемку продукции, запрещать использование в производстве предметов и средств труда, не соответствующих требованиям, останавливать выпуск продукции в подразделениях, не соблюдающих технологическую дисциплину; он несет уголовную и материальную ответственность за выпуск некачественной и некомплектной продукции. Контроль качества продукции является составной частью производственного процесса и направлен на выявление дефектов, брака в готовой продукции и на проверку надежности в процессе ее изготовления. Контроль качества продукции устанавливается на всех стадиях производственного процесса, начиная с контроля качества используемых сырья и материалов и кончая определением соответствия выпущенного продукта техническим характеристикам и параметрам не только в ходе его испытании, но и эксплуатации, а для сложных видов оборудования -с предоставлением определенного гарантийного срока после установки оборудования на предприятии заказчика. Такой подход к контролю предполагает проведение испытаний по мере готовности отдельных частей продукта (в особенности это касается сложных видов оборудования, в частности, комплексного). Усиление контроля качества в значительной степени связано с ориентацией производства на конкретного потребителя. Контроль качества в масштабах предприятия возложен на центральную службу контроля качества (или обеспечения качества), в функции которого входят разработка качественных показателей по всем видам выпускаемой продукции, методов проверки качества и порядка проведения испытаний, анализ рекламаций и порядок их урегулирования, выяснение причин возникновения дефектов и брака и условий их устранения. Служба контроля осуществляет свою деятельность в тесном контакте с соответствующими службами в производственных отделениях, а также с заводскими службами контроля качества (или отделами технического контроля). Центральная служба контроля может осуществлять проверку качества сырья и материалов, технологического процесса, организации контрольных испытаний, правил приемки, применяемых заводской службой качества или отделом технического контроля, а иногда и выборочно производить проверку качества продукции, уже прошедшей технический контроль. Одной из важнейших функций центральной службы контроля является планирование и координация всей работы в области обеспечения качества, установление необходимых связей между службами контроля качества в производственных отделениях предприятий. Через центральную службу контроля осуществляется централизация управления в области совершенствования качества выпус- каемой продукции. Таким образом, контроль призван обеспечить проверку исполнения управленческих решений на всех уровнях управления на соблюдение установленных нормативов и условий хозяйственной деятельности предприятия. Для контроля качества продукции необходимо располагать: 6) показателями (стандартами, техническими параметрами), характеризующими качество продукции; 7) методами и средствами контроля проверки качества; 8) техническими средствами для проведения испытаний; 9) результатами анализа рекламаций; 10) причинами возникновения дефектов, брака и условий их устранения. Кроме центральной службы контролем качества продукции занимаются в подразделениях и цехах. Они первые получают сведения об отклонениях от нормы, состава и качества материалов, о допущенных отклонениях технологического процесса и предупреждают о возникновении производственного брака. Своевременно полученная информация позволяет оперативно реагировать на нарушение хода технологического процесса и принимать срочные меры к сокращению потерь от брака. Все сведения, полученные в ходе проведенного контроля, ежедневно и посменно поступают в главную диспетчерскую службу. Служба главного диспетчера осуществляет следующие основные функции: - контролирует ход выполнения производственной программы по основным видам изделий и принимает меры по ликвидации отставания от плана по заготовкам, деталям и сборочным единицам; - принимает меры к предупреждению сбоев в ходе производства, возникающих в результате нарушений работы технологического оборудования, несвоевременности обеспечения инструментом, материалами, полуфабрикатами. Существуют различные статистические методы контроля качества продукции. Цель метода статистического контроля качества заключается в том, чтобы исключить случайные изменения качества продукции. Такие изменения вызываются конкретными причинами, которые необходимо установить и устранить. (Например, рабочий может применять неправильно выбранный инструмент или метод выполнения работы, станок может оказаться разлаженным). Выборочный контроль применяют, когда необходимо принять решение о качестве при приемке большой партии по результатам испытаний ограниченного количества образцов из этой партии. Наиболее часто выборочный контроль проводят при приемке партий комплектующих изделий или материалов от поставщиков. Выборочный контроль позволяет снизить затраты на контроль. Он также применяется и в тех случаях, когда изделие при контроле прихо дится разрушать. Следует отметить, что выборочному контролю присущ определенный риск, поскольку решение о качестве всей партии принимается по результатам контроля небольшой выборки образцов. Ошибочно может быть забракована «хорошая» партия (риск производителя) или принята плохая партия (риск потребителя). Этот риск можно снизить путем увеличения объема выборки контрольных образцов, но при этом возрастают расходы. На практике потребитель и изготовитель путем переговоров согласовывают методику выборочного контроля, приемлемую для обеих сторон. Важную роль в повышении эффективности контроля технологического процесса может сыграть специальная карта, представляющая собой схему, на которую нанесены допустимые границы параметров качества и результаты измерений в обусловленные сроки, что позволяет сразу наглядно обнаружить отклонения от стандартов и» при необходимости, составить соответствующий график. Карта контроля технологического процесса применяется в тех случаях, когда нужно проконтролировать качество продукции или услуг в процессе производства. Цель заключается в том, чтобы обнаружить, когда процесс производства «уходит из-под контроля» и начинается выпуск продукции с недопустимо нестабильным качеством. При этом можно срочно принять необходимые меры по корректировке процесса. Метод контроля технологического процесса можно использовать как в сфере услуг, так и в сфере производства. В течение дня в произвольные моменты времени в ходе процесса отбирают три пробы. Считается, что процесс нарушен, если три из пяти последовательных образцов вышли за пределы допустимых значений.
Производство продукции осуществляется по заранее разработанному технологическому процессу, который осуществляется в диапазоне определенных контрольных параметров, характеризующих возможные отклонения в этом процессе. Выход за пределы допустимого значения контрольных параметров технологического процесса влечет за собой выпуск бракованной продукции, поэтому наблюдение за контролируемыми параметрами и анализ наблюдаемых изменений является непременным условием современного производства. Кроме того, в силу допущенных при проектировании ошибок или необходимости модернизации производства приходится постоянно вносить в технологию изменения, которые также могут стать причиной выпуска продукции с недопустимыми отклонениями. Отклонение параметров происходит, как правило, под действием большого числа случайных факторов, поэтому появление брака и причин, его определяющих, является случайным, и их анализ требует применения специальных статистических методов обработки информации, характеризующих протекание технологического процесса производства продукции. Выделим следующие статистические методы контроля качества продукции. 1. Гистограмма. Метод гистограмм является эффективным инструментом обработки данных и предназначен для текущего контроля качества в процессе производства, изучения возможностей технологических процессов, анализа работы отдельных исполнителей и агрегатов. Гистограмма - это графический метод представления данных, сгруппированных по частоте попадания в определенный интервал. 2. Расслаивание. Этот метод, основанный только на достоверных данных, применяется для получения конкретной информации, вы явления причинно-следственных связей. 3. Контрольные карты графически отражают динамику процесса, т.е. изменение показателей во времени. На карте отмечен диапазон неизбежного рассеивания, который лежит в пределах верхней и нижней границ. С помощью этого метода можно оперативно проследить начало дрейфа параметров по какому-либо показателю качества в ходе технологического процесса, для того чтобы проводить предупредительные меры и не допускать брака готовой продукции. Контрольные карты применяются в тех случаях, когда нужно проконтролировать качество про- дукции или услуг в процессе производства. В контрольные карты заносятся сведения о технологическом процессе. Вариантов записи очень много. Это зависит от вида продукции и целей производства Цель заключается в том, чтобы обнаружить, когда процесс производства уходит из-под контроля, и сразу же принять необходимые меры по корректировке процесса.
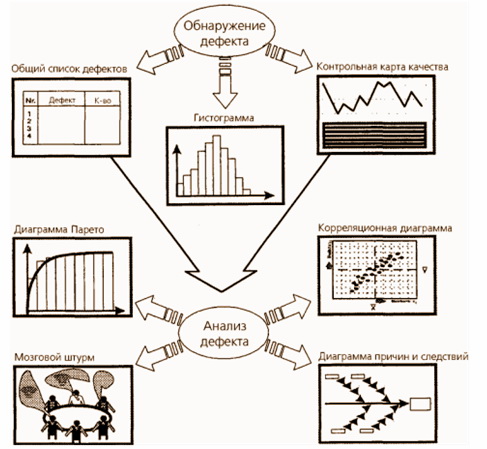
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА Методы (инструменты) контроля качества на предприятии – это простые в использовании средства, основанные на графическом изображении данных, позволяющие распознать, понять и решить проблему. Они обычно используются на производстве для обработки числовых данных, специально переработанных математически и статистически. Семь инструментов качества можно использовать в фазах: обнаружения дефектов и анализа дефектов. К ним относятся: · Сводная карта дефектов; · Гистограмма; · Карта регулирования качества; · Мозговой штурм; · Причинно-следственная диаграмма; · Диаграмма корреляций; · Диаграмма Парето. Схема 1. Методы контроля качества на предприятии.
|
||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 119; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.31.64 (0.016 с.) |