Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Общие замечания по деталированию.
1. Технологические операции, например, по запрессовке, расклепыванию, развальцовыванию, обжатию, сверлению и нарезанию, скреплению деталей болтами, шпильками и винтами, выполняются при сборке изделия. Обычно в технических требованиях к сборочному чертежу эти операции оговариваются. Детали на рабочих чертежах, выполняемых по чертежу общего вида, следует изображать в таком виде, в каком они поступают на сборку, т. е. до выполнения указанных технологических операций при сборке изделия (рис.22,23). 2. На сборочных чертежах с учетом рекомендаций стандартов (ГОСТ 2.315-68) некоторые части и элементы деталей показываются упрощенно, условно или вообще не показываются, а на рабочих чертежах эти детали должны быть показаны, как правило, без упрощений и, если они стандартизованы, с указанием номеров стандартов.
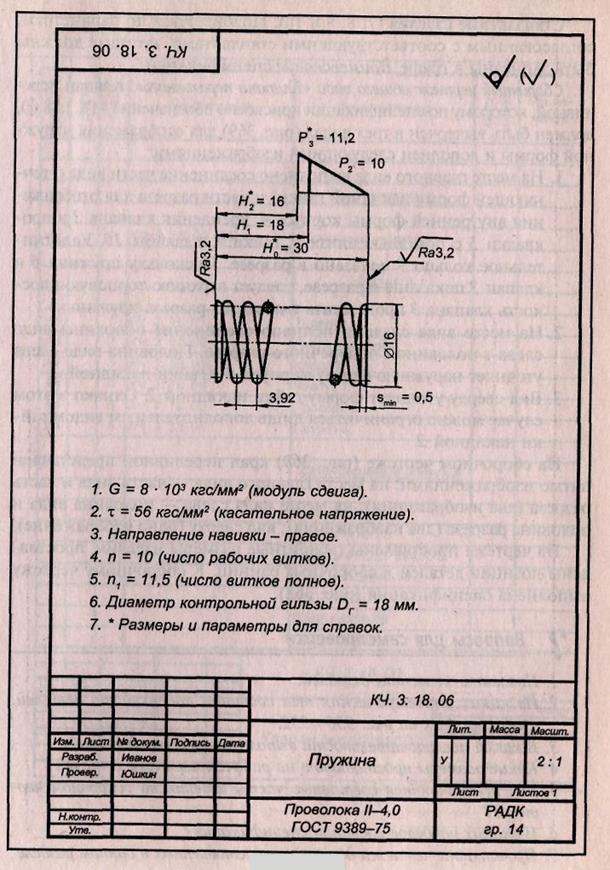
3. Пружины и некоторые другие детали на сборочных чертежах изображаются условно или схематично, а на рабочих чертежах пружины показываются с диаграммами механических характеристик. 4. Размеры под шпоночные пазы, шлицы, гнезда под установочные и крепежные винты и шпильки должны быть вычерчены в соответствии со стандартами на эти элементы. 5. Изображенные на сборочных чертежах упрощенно гнезда для шпилек и винтов, без указания недореза и запаса сверления, на рабочем чертеже должны изображаться без упрощений в соответствии с ГОСТ 2.318-81. 6. Особо следует подчеркнуть, что изображение на рабочем чертеже некоторых деталей не должно соответствовать положению этих деталей в сборочной единице, а определяется главным образом характером обработки. ПРИМЕР ВЫПОЛНЕНИЯ СБОРОЧНОГО ЧЕРТЕЖА Рассмотрим порядок выполнения сборочного чертежа на примере Клапана переливного, аксонометрия которого представлена на рис. 24. Выполняя разборку и сборку деталей сборочной единицы, можно предварительно установить число деталей, присвоить им нумерацию в порядке разборки (сборки), уточнить наименование, материал и другие характеристики деталей (оригинальных или стандартизованных), что позволяет составить структурную схему изделия (ГОСТ 2.102-68), а по ней разделы спецификации сборочной единицы. Необходимо ознакомиться с принципом работы сборочной единицы.
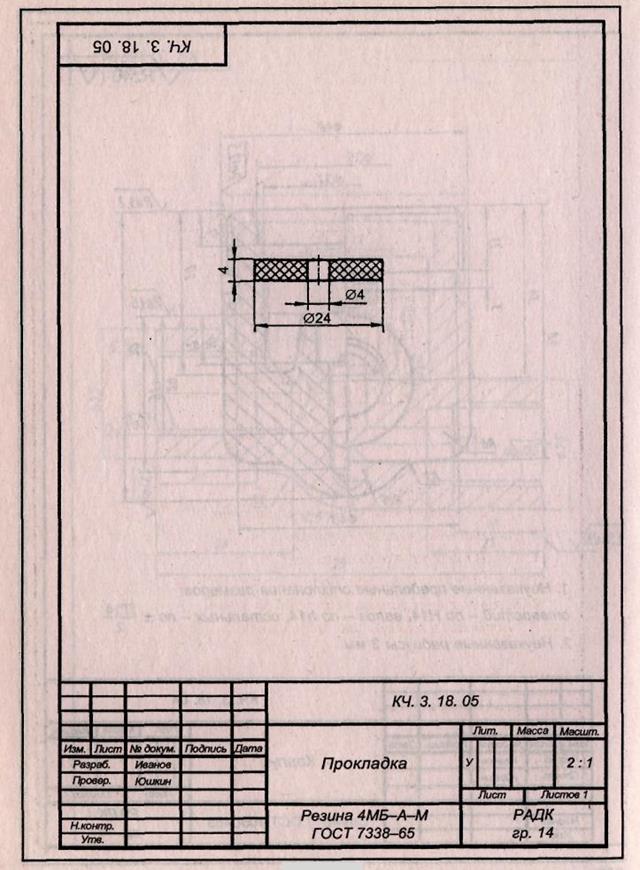
Клапан переливной предназначен для пропуска избытка жидкости из системы при определенных параметрах давления в трубопроводах. Таким образом, клапан переливной исполняет функции предохранительного устройства (предохранительный клапан). Гайка накидная 2 служит для регулирования усилия, передаваемого через пружину 6 на клапан 3. Плотность прилегания клапана с выступом внутри корпуса обеспечивается прокладкой 5.
Спецификация (рис. 32) для Клапана переливного состоит из разделов: Документация; Детали; Стандартные изделия. Детали. 1. Тарелка представляет собой тело вращения, имеющее несколько ступеней. Ось симметрии этой детали на эскизе (рис.25) должна быть расположена горизонтально. Для выявления формы отверстия в детали следует применить фронтальный разрез, расположив его на месте главного вида. 2. Гайка накидная — тело шестигранной формы. Для отображения ее наружной формы необходимо деталь изобразить в двух видах. В детали имеется сквозное отверстие, для отображения которого следует выполнить фронтальный разрез (или соединение половины главного вида и половины фронтального разреза), расположив их на месте главного вида (рис.26). 3. Клапан представляет собой асимметричную деталь ступенчатой формы. Для соблюдения при обработке соосности наружных и внутренних поверхностей главный вид предпочтительно расположить так, чтобы ось детали на чертеже была горизонтальной (рис.27). Для выявления внутренней формы следует применить фронтальный разрез, расположив его на месте главного вида. 4. Корпус — наиболее сложная по форме и технологии изготовления деталь. При ее изготовлении применяются различные технологические процессы — литье и механическая обработка на станках. Механической обработке подлежат не все поверхности детали, часть поверхностей после литья не обрабатывается. Для выявления наружной и внутренней форм следует применить фронтальный разрез на месте главного вида, на месте вида слева соединение половины вида слева с половиной поперечного разреза (рис.28а,б). Эта деталь для данной сборочной единицы является базовой (при выполнении сборочной операции).
5. Прокладка изготовляется в пресс-форме методом холодной штамповки. На главном виде прокладка должна располагаться с учетом технологии изготовления. Для данной детали применен фронтальный разрез (рис.29). 6. Пружина. Вне зависимости от положения пружины в сборочной единице изображение ее на рабочем чертеже должно быть только горизонтально и выполнено в (свободном) нерабочем состоянии. Пружины изображают только с правой навивкой, а действительное направление навивки указывается в технических требованиях (рис.30).
Рис.24
1-тарелка, 2-гайка накидная, 3-клапан, 4-корпус, 5-прокладка, 6-пружина. Стандартные изделия (7, 8, 9 и 10). Подбираются по параметрам, согласованным с соответствующими стандартами, которые должны быть записаны в графе Наименование спецификации.
Рис.25
Рис.26
Рис.28а
Рис.30
|
|||||||||||||||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 113; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.122.162 (0.009 с.) |
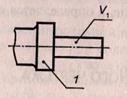 Рис.22а
Рис.22а
 Рис.22б Рис.22в
Рис.22б Рис.22в
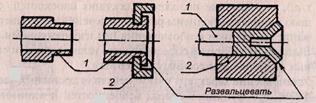
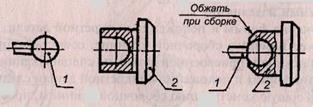 Рис.23г Рис.23д Рис.23е
Рис.23г Рис.23д Рис.23е
 Герметичность тарелки 1 с корпусом 4 обеспечивается кольцом 9.
Герметичность тарелки 1 с корпусом 4 обеспечивается кольцом 9.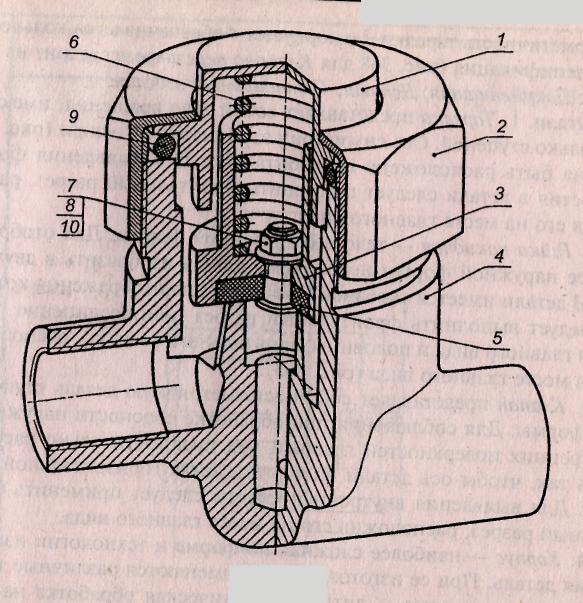
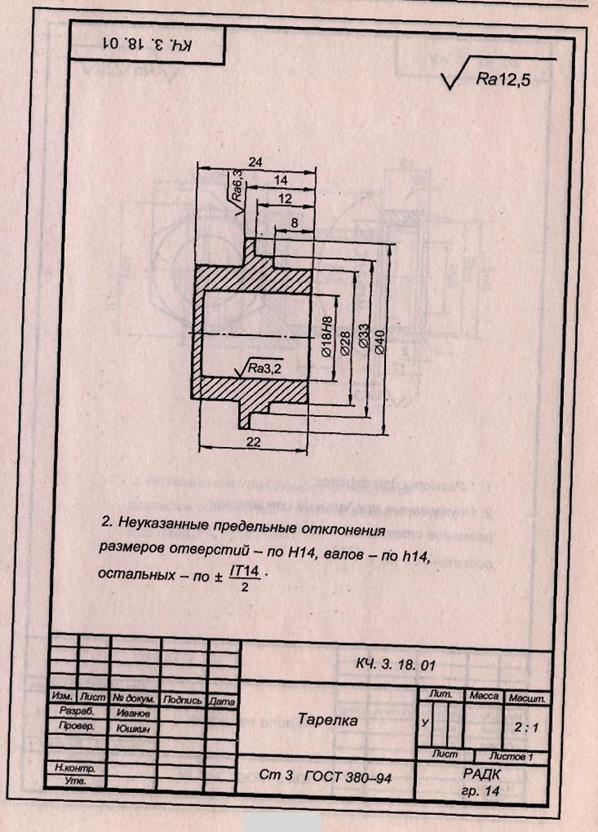
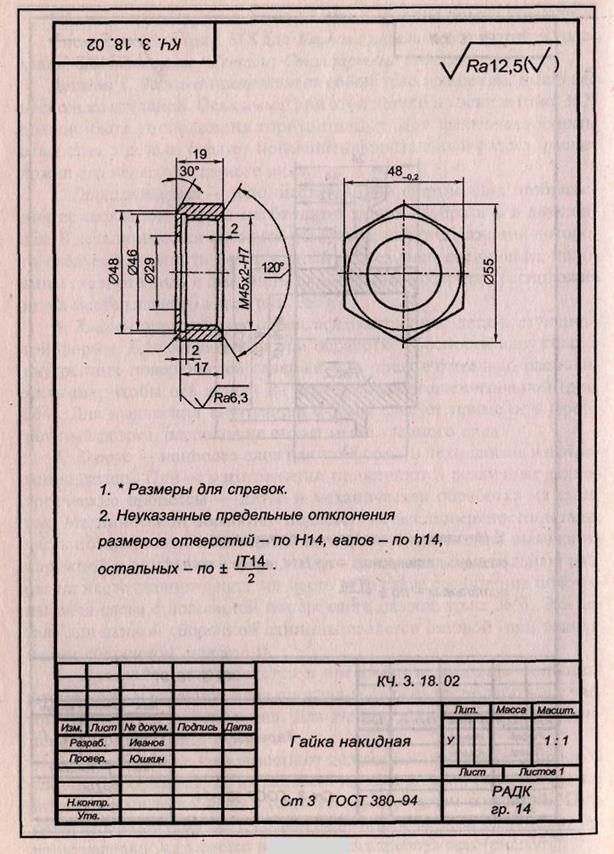
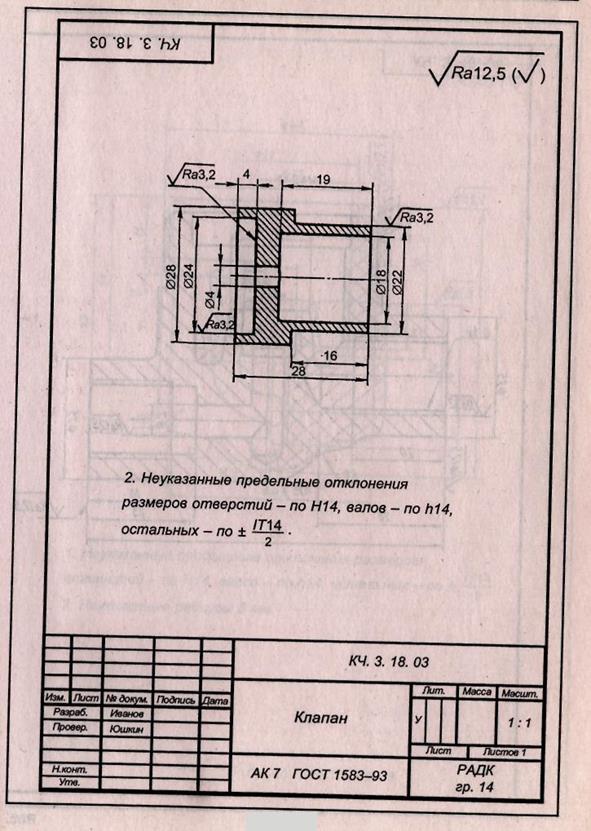 Рис.27
Рис.27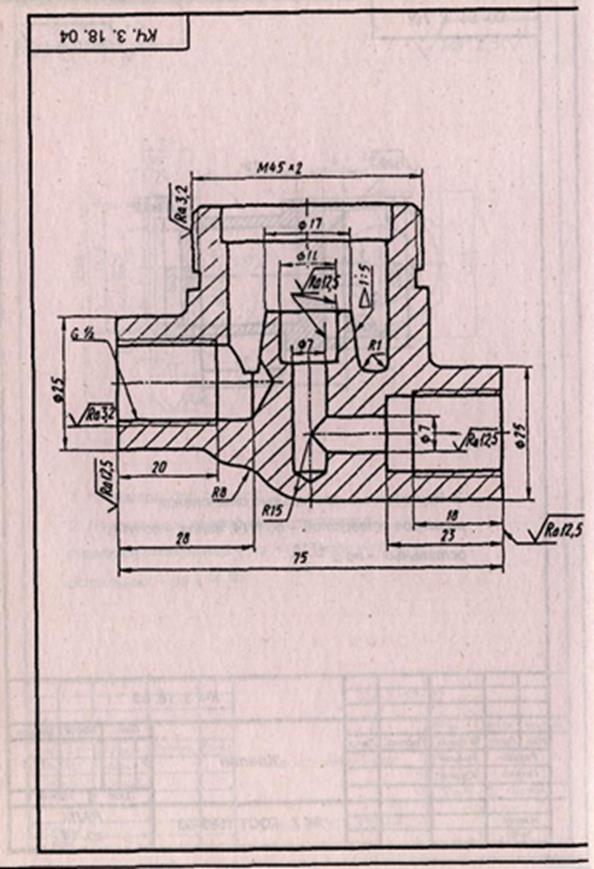
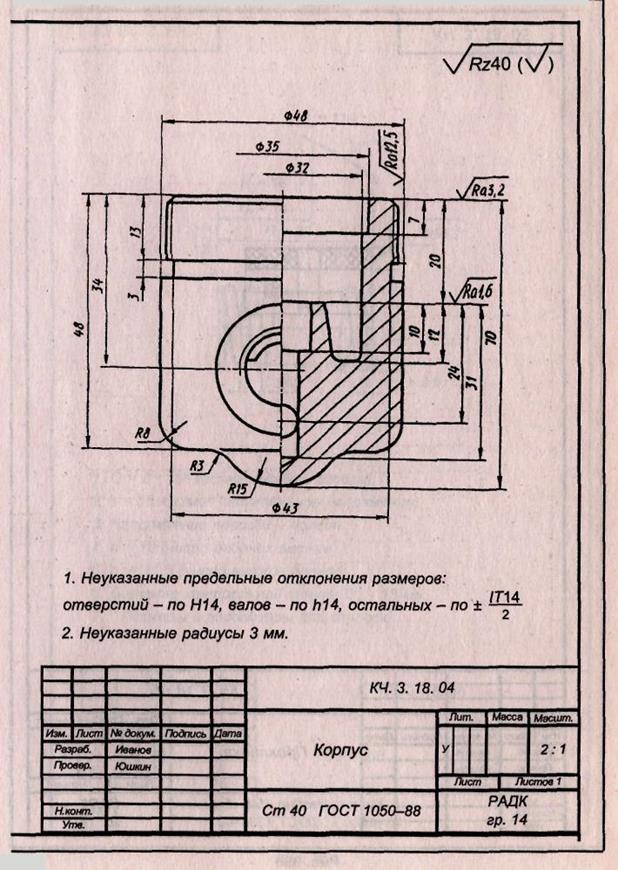 Рис.28б
Рис.28б