Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Декоративная отделка чеканного изделия
После того как чеканка пластины будет закончена, переходят к отделке ее поверхности. Художественная отделка чеканного изделия – очень важный этап работы. Он определяет в большей степени выразительность всей композиции. Цвет металлов и сплавов довольно однообразен, и часто бывает желательно получать более разнообразные цвета и оттенки. Успех в этом во многом зависит от опыта и навыка, но прежде всего требует художественного чутья и вкуса. Гармоничной отделкой художник смягчает или острее подчеркивает ту или иную форму, усиливает общую выразительность композиции. Определенными приемами можно затемнить фон и тем самым усилить впечатление от рельефа, его выступающие формы сделать более заметными и легко читаемыми, повысить контрастность рисунка. Можно, наоборот, придать всей композиции мягкость, погасить блеск чистого металла. Цель всякой отделки – придать пластине более приятный вид и предохранить ее от окисления. Тонируя металл, удается одним лишь цветом добиться едва заметных переходов не только от одной части композиции к другой, но также мягко перейти к фону из другого материала, например, ткани, близкой по цвету и тону в интерьере помещений. Чеканное произведение примет законченный, цельный вид если художник не ограничивается отделкой только поверхности металла. Выразительность металлических элементов усилится от гармоничного сочетания с материалами из которых выполнены другие части художественных изделий, например, с деревом, камнем, тканью (сукном, суровым полотном, мешковиной), кованым железом, стеклом и другими. Так, очень эффектно выглядит чеканный рельеф, наложенный на мореную из дуба деревянную доску, ажурная чеканка на фоне красного или темного сукна, чеканка украшенная эмалью или в комбинации с резным деревом. Выразительные сочетания материалов художник, а особенно начинающий художник‑дизайнер, может найти самостоятельно, увидеть удачные примеры на выставках, в музеях, встретить в литературе по искусству и дизайну. Здесь все зависит от его фантазии и художественного чутья. Например, посмотрите на чеканные изделия (рис. 4.46, см. далее рис. 4.47), выполненные художником И. Малаховским. Эти произведения декоративно‑прикладного искусства украсят любой современный интерьер.
Гораздо большую трудность (правда, трудность техническую) представляют собой тонкости и секреты декоративной отделки металла. Современной химией разработаны разнообразные приемы, некоторые рецепты известны еще с прошлых веков, но необходимые сведения разбросаны в литературе, многие из рецептов малоизвестны или вовсе забыты (например, при раскопках в гробнице Тутанхамона не было найдено ни одного документа или рецепта по художественной обработке материалов). Поэтому приведение их в систематизированный вид окажется весьма полезным для всех видов художественной обработки металлов. Из множества методов и рецептов здесь отобраны легко осуществимые в домашних, училищных или университетских условиях, не требующие редких и дорогих химикалиев и не вредные для здоровья.
Рис. 4.46. Декоративные блюда «Бараны», «Петухи» – чеканка по железу с отделкой воронением. Блюдо «Бараны» дополнительно декорировано меднением, блюдо «Петухи» – плавленой смальтой. Автор И. Малаховский.
Химическая отделка заключается в том, что под действием различных веществ на поверхности металла образуются новые химические соединения, которые более или менее прочно соединяются с основным металлом и придают изделию тот или иной цвет. Чаще всего это сернистые, хлористые или кислородные соединения металлов. Иногда химическая отделка получается очень стойкой, не изменяется даже при нагревании или действии слабых кислот. В других случаях образовавшиеся пленки не прочны, легко стираются или смываются водой и для закрепления их покрывают бесцветным лаком. Перед тем как приступить непосредственно к отделке изделия, его поверхность нужно тщательно очистить от загрязнений (жировых пленок, остатков флюсов, окисей металлов и т. д.). От тщательности подготовительных операций во многом зависит успех и качество последующих отделочных работ. Предварительно делают это следующим образом. После окончания чеканки работу снимают со смолы и осторожно отжигают, чтобы удалить остатки смолы. Медные и латунные изделия отбеливают в слабом растворе (5–15 %‑ном) серной кислоты, железные – в растворе соляной кислоты, а алюминиевые – в теплом растворе двууглекислой соды. Затем изделия следует тщательно промыть (желательно в теплой проточной воде), и их можно открацевать (протереть) мягкой металлической щеткой. После такой подготовки приступают к отделке.
Однако следует предупредить, что при проведении отделочных работ нужно соблюдать большую осторожность в обращении с кислотами и щелочами. Строго соблюдать правила техники безопасности, работать в резиновых перчатках, под тягой в вытяжном шкафу или на открытом воздухе.
Шлифовка
Для придания изделию законченного вида после выполнения всех чеканных работ можно приступить к отделке его металлической поверхности. Делается это не только для красоты, но и для того, чтобы изделия стали более стойкими к коррозии и окислению. В первую очередь поверхность шлифуют. Для художественных изделий не подходит грубая слесарная шкурка, мастера обычно берут нулевку. Процесс это долгий и требует большого внимания. Чтобы не испортить рельефность композиции, на шкурку почти не надавливают. На начальных стадиях шлифовки крупных изделий и при обработке краев можно использовать шкурку с крупным зерном, постепенно заменяя ее на более мелкую. Качество чеканки при этом не ухудшится. Шлифуют мелкой шкуркой, стараясь не заваливать прямых и острых выступов изображения и не менять формы поверхностей. Для этого куски шкурки наклеивают на деревянные брусочки или пробку. Назначение материалов для шлифования зависит от размеров зерен, из которых они состоят. Чем меньше зерно, тем чище, ровнее получится обрабатываемая поверхность. Кроме шкурки можно применять различные шлифующие порошки, пемзу, крокус (окись железа), мел, известь. Некоторые из них продаются в готовом виде. Полируют шлифовальными порошками с маслом, натирая поверхность до блеска суконным, войлочным тампоном или кусочком мягкой бархатной ткани. Хорошей полировочной смесью может быть состав: венской извести 50 весовых частей, крокуса 25 весовых частей, и окиси хрома 25 весовых частей. Иногда шкуркой или шлифными порошками металлическим поверхностям придают чешуйчатый вид. Шкурку или тампон с порошком придавливают к поверхности большим пальцем и несколько раз поворачивают на месте в одну сторону, а затем в другую сторону. Получается кружок, рядом с ним другой. Лучше смотрится поверхность, целиком обработанная таким образом. Шлифованную и полированную поверхность металла можно покрывать стойкими химическими соединениями, образующие на металле пленки, окрашенные в различные цвета.
Патинирование
После того как полировка изделия окончена, можно придать изделию разнообразные цветовые оттенки обработкой различными химическими веществами. В результате их взаимодействия с металлом возникают новые соединения, которые образуют на поверхности несмываемый налет. Патинированием называется обработка металлов соединениями серы или хлора. При этом поверхность металла приобретает черный или сероватый цвет. При работе с химическими веществами необходимо соблюдать требования техники безопасности. Многие смеси легковоспламенимы и опасны для жизни, поэтому хранить их нужно вдали от источников огня в герметично закрывающейся стеклянной посуде.
Патинирование с использованием серной печени. Чтобы получить этот состав, берут серу и поташ в отношении 1:2. их тщательно перемешивают и нагревают на медленном огне в течение 20–25 минут, периодически помешивая металлической лопаточкой. Потом добавляют воду и продолжают нагревание до полного растворения. В результате жидкость окрашивается в черный цвет. Если изделие небольших размеров, то его погружают в раствор целиком, когда оно не помещается в ванночку можно использовать кисть с мягким ворсом. Через некоторое время на его поверхности образуется налет черного цвета, который не смывается водой и не взаимодействует с кислотами. Для образования более ровного и густого налета перед патинированием металлическую пластину нагревают на закрытом огне. По окончании процесса изделие промывают под струей воды и высушивают. Можно легко придать изделию вид старинного произведения искусства, протерев выступающие места чеканки смесью порошка пемзы и машинного масла. В этих местах металл приобретает исходный цвет, основной фон становится матово‑серым, а там, где рельеф особенно глубокий, – останется черным. Вместо пемзы можно использовать любое чистящее средство для металлической посуды. Наиболее эффектно смотрится обработанное таким способом серебро, но его часто применяют для декоративной отделки меди. Патинирование с использованием сернистого аммония. Раствор готовится следующим образом: 1 чайную ложку порошка сернистого аммония растворяют в 1 л воды и тщательно перемешивают. После обработки этим составом изделие покрывается черным налетом сульфида меди. Если перед патинированием пластину прогреть, то цвет получится более насыщенным. Чем выше будет температура нагрева, тем более ярким получится цвет. Так можно получить всю гамму оттенков от коричневого до черного. Естественный цвет изделию можно вернуть, опустив его в смесь 10 %‑ного раствора азотной и серной кислоты. Держите его там до тех пор, пока не получится нужный цвет или сульфид меди не сойдет полностью. Если у вас в запасе только концентрированные кислоты, то для приготовления раствора заранее рассчитайте необходимую массу кислоты и постепенно добавляйте ее в воду. Не смешивайте кислоты до того, как разбавите их водой. При взаимодействии азотной и серной кислот выделяется большое количество теплоты, поэтому смешивать их нужно в специальной посуде для химических реактивов. Работать с этими кислотами следует с соблюдением всех требований техники безопасности.
Пары сернистого аммония вредны для здоровья, работать с ним нужно на свежем воздухе, или под вытяжным отверстием. При неосторожном обращении с кислотами можно получить сильные ожоги. Если они все‑таки попали на открытые участки кожи, промойте их под струей холодной воды и обработайте 3 %‑ным раствором пищевой соды. Пострадавшего сразу отвезите в больницу. Нельзя доверять работу с кислотами детям и подросткам. Если чеканку ребенок вполне может выполнить самостоятельно, то до процесса химической обработки его допускать не следует. Хранить сернистый аммоний нужно в герметичной стеклянной посуде в темном прохладном месте. Кислоты нельзя держать вместе с щелочами и горючими материалами. Патинирование латуни с использованием триосульфата натрия и азотной кислоты. Для того чтобы окрасить изделие из латуни в темный с красивыми оттенками цвет, возьмите 1 чайную ложку триосульфата натрия и разведите его двумя стаканами теплой воды. Раствор перемешайте до однородного состояния и добавьте в него 1–1,5 чайные ложки концентрированной азотной кислоты. В результате образуется мутная смесь желтого цвета с резким неприятным запахом серы. Опустите чеканку в раствор на 10–15 минут. С увеличением времени изделие будет окрашиваться в серый, зеленый, синий или фиолетовый цвет. Патинирование можно ускорить, прогрев его перед погружением в раствор в горячей воде. После истечения срока аккуратно выньте чеканку из раствора при помощи пинцета и тщательно промойте водой. Натрите изделие просеянным речным песком, а затем вторично погрузите в химический раствор, чтобы патина окончательно закрепилась. Обработанную пластину еще раз промойте водой, после чего насухо вытрите и протрите порошком пемзы с помощью мягкой губки. Высушенному изделию можно придать дополнительный блеск, протерев его тампоном, смоченным машинным или растительным маслом. Патинирование алюминия с использованием соляной кислоты. Для приготовления раствора смешивают 1 л концентрированной соляной кислоты и 150–200 г электролита кислой медной ванны. Погрузите изделие в раствор на 5–7 минут или нанесите его на поверхность с помощью кисточки или губки. Чеканка покроется черным налетом, густоту которого можно регулировать, увеличив или уменьшив на несколько минут время нахождения изделия в растворе. После обработки промойте изделие под струей холодной воды и высушите. Чеканку можно очистить от небольших шероховатостей смесью порошка пемзы с маслом. В заключение требуется дополнительная шлифовка.
Оксидирование
Этот способ обработки поверхности дает возможность получать различные цвета. Для оксидирования чаще всего используется концентрированная азотная кислота.
Это старый, проверенный долголетней практикой способ – обработка крепкой азотной кислотой. Он требует известного навыка и большой осторожности при обращении с кислотой. Особенно вредны образующиеся при обработке ядовитые газообразные выделения, поэтому работу нужно вести на открытом воздухе или в вытяжном шкафу. При работе с ней необходимо соблюдать требования техники безопасности, работать в химических резиновых перчатках. Оксидирование медной и латунной пластины. Процесс заключается в следующем: перед началом обработки приготовьте тампон из ваты или кусочка губки. Держать его нужно не руками, а пинцетом или закрепив на конце палочки. Обмакните тампон в концентрированную азотную кислоту или разведенную водой и начинайте осторожно обрабатывать поверхность чеканки. Сразу начинается бурная реакция с выделением газа. Поверхность сначала зеленеет, а потом постепенно чернеет. Реакция вскоре ослабевает и, наконец, прекращается. Тогда изделие нагревают, процесс вновь активизируется. Нагревание продолжают до полного испарения кислоты. Затем изделие охлаждают и тщательно промывают в горячей (лучше проточной) воде. В зависимости от концентрации кислоты, продолжительности обработки и степени нагрева можно получить самые различные тона – от оливково‑зеленых через коричневые и серые до черных. Отделка получается очень прочная, ее можно шлифовать и полировать. Чтобы выделить выступающие части рисунка, его сначала протирают кусочком мягкой ткани, смоченной в бензине или в любом растворителе, а затем на выбранные места наносят абразивный порошок. После окончания обработки изделие повторно шлифуют. По окончании обработки чеканку необходимо промыть и просушить. Таким же образом оксидируют изделия из бронзы. Оксидирование алюминия. Оно хорошо защищает чеканку от коррозии. Обработка производится без использования кислоты и позволяет получить богатую гамму оттенков. Перед началом оксидирования поверхность смачивают ацетоном, чтобы удалить жирные пятна и грязь, после чего изделие просушивается и обрабатывается бензином или другими растворителями. Затем производится нагревание с помощью паяльной лампы, включенной на среднюю мощность, при этом поверхность начинает быстро темнеть. Пламя должно равномерно прогревать всю поверхность. Помните, что температура плавления алюминия по сравнению с другими металлами низкая, поэтому горелку лучше держать на некотором расстоянии от изделия. Насыщенность цвета и его оттенки зависят от количества нанесенного на поверхность растворителя. Меньшего требуется для получения синего цвета, большего для черного. С помощью растворителя можно дополнительно затемнить некоторые детали чеканки. Для обработки мелких деталей используется тонкая кисточка или пипетка. Убрать нагар и вернуть его естественный цвет можно с помощью порошка пемзы. Его смешивают с маслом и наносят на небольшой кусочек губки, которым протирают выбранные места.
Декоративная окраска
Окрашивать чеканные изделия можно разными способами. Наиболее распространенным из них является обработка металла с помощью химических соединений. В результате реакций на поверхности образуется тонкий слой нового вещества, имеющего другой цвет. Меняя состав окрашивающего вещества, и внося в него небольшие добавления, можно получить богатую гамму оттенков. Перед началом обработки изделие необходимо очистить от грязи, окиси и пр. Первая чистка – ручная – проводится мягкой тряпочкой с порошком пемзы или извести. Затем его поверхность протирают растворителем или кипятят чеканку в слабом растворе едкого натра, чтобы удалить жировые пятна. После этого можно приступать к промывке и просушиванию. Чтобы окрашивание было равномерным, изделие непосредственно перед началом окрашивания опускают в раствор, состоящий из равных частей денатурированного спирта и воды. Части чеканки, не нуждающиеся в окрашивании, покрывают асфальтовым лаком, который впоследствии можно легко удалить скипидаром. Во время всех операций с химическими реактивами необходимо соблюдать меры безопасности. Погружаемые или прошедшие обработку изделия следует брать пинцетом, руки защитить резиновыми перчатками. Окраска меди. Следующим способом можно окрасить медь в различные цвета от оранжевого до темно‑красного. Приготовляют два раствора: 150 г серновато‑кислого натрия на 1 л воды и 10 г яри медянки, 25 г медного купороса на такое же количество воды. Их смешивают в равных пропорциях и нагревают примерно до 80 °C. Изделие погружают на короткие промежутки времени в раствор, так как насыщенность цвета меняется довольно быстро. Нужного оттенка можно добиться продолжительностью выдержки. Окрашенная тем же образом латунь будет иметь сходный спектр, более смещенный в сторону желтого цвета. В коричневый цвет медь окрашивают кипячением в растворе медного купороса. Через десять минут металл приобретает матовый сероватый оттенок, который легко счищается, если протереть остывшую чеканку подогретым льняным маслом. После этого изделие приобретает насыщенный коричневый цвет. Яркость окраски можно регулировать концентрацией медного купороса. Норма – 150 г на литр. Для получения коричневых тонов, от светлого до темного, применяют раствор сернистого аммония. На литр воды берут 20–25 граммов сернистого аммония. Изделие нагревают и горячим погружают в раствор или, если изделие крупное, наносят раствор кистью. Интенсивность тона зависит от температуры нагрева изделия: чем она выше, тем темнее коричневый тон покрытия. Чтобы придать чеканке желтую окраску поступают так: сначала погружают ее на несколько минут в 10 %‑ный раствор соляной кислоты с добавлением 1–2 г поваренной соли. Затем готовят смесь из 200 мл 20 %‑ной азотной кислоты, в которую постепенно вливают 100 мл концентрированной серной кислоты. Так как реакция сопровождается выделением большого количества теплоты, надо соблюдать осторожность. Просушенное изделие на короткое время погружают в этот раствор, затем сразу промывают под проточной водой. От пережигания могут образовываться пятна, которые удаляют, погрузив чеканку в слабый раствор хлористого цинка. Серый и черный цвет можно получить, используя хлористую сурьму (сурмяное масло). Ее наносят на металл и растирают жесткой щетинной щеткой. Добившись необходимого цвета, изделие промывают и просушивают. В зависимости от времени обработки (и от концентрации раствора) получают различные оттенки, начиная от светлых стальных, серовато‑фиолетовых и кончая совсем черными. Эта отделка очень прочная, применима и для латуни. Окраска латуни и бронзы. Изделия из медных сплавов легко окрасить в темно‑коричневый цвет. Готовится смесь из 4 мл нашатырного спирта, 5 г щавелекислого калия и 200 мл уксусной эссенции. Ею необходимо покрывать чеканку несколько раз, давая возможность полностью высохнуть, пока она не приобретет нужный цвет. Образующийся при такой обработке металлический глянец скоро сходит, и изделие приобретает ровную коричневую окраску. В тот же цвет можно покрасить и с помощью раствора 5–10 г яри медянки, 10 мг нашатырного спирта, разведенных в 1 л воды. Изделие погружают в него несколько раз, после чего оно приобретает оливково‑зеленый цвет. Для дальнейшей обработки в раствор добавляют еще литр воды. Чеканку опускают в ванну на несколько минут (интервал зависит желаемой степени окраски), затем просушивают над огнем. Операцию повторяют несколько раз до тех пор, пока металл не приобретет нужного цвета. В фиолетовый цвет чеканные изделия из медных сплавов окрашивают следующим образом, нагревают их до 70–80 °C и протирают кусочком войлока или ваты, пропитанных в сурьмяном масле. В зеленый – чеканки приобретают после обработки поверхности слабым раствором азотнокислой меди с поваренной солью. После того как изделие просохнет, его протирают раствором 5 г щавелекислого калия и 10 мл нашатырного спирта в 100 мл разбавленной уксусной эссенции. В такой последовательности окрашивание следует проводить до тех пор, пока цвет поверхности не станет темно‑зеленым. Для ускорения реакции чеканку прогревают на огне до температуры 50–60 °C. Есть и другой способ: готовое к окраске изделие обрабатывают тампоном, пропитанным олеиновой кислотой. На поверхности образуется слой окиси меди, имеющий темно‑коричневый цвет. По прошествии некоторого времени он начинает блекнуть и в конце концов становится светло‑зеленым с желтоватым отливом. Для закрепления окраски операцию повторяют несколько раз. Все оттенки желтого цвета можно получить обработкой чеканки в нейтральном растворе уксуснокислой меди (яри медянки). Кроме перечисленных можно применить следующий состав: 20 г едкого натра и такое же количество молочного сахара тщательно перемешивают в 1 л воды и подвергают продолжительному кипячению. К смеси постепенно добавляют 20 мл концентрированного раствора медного купороса. Раствору дают остыть и на короткий срок кладут в него обрабатываемые изделия, после чего они приобретают золотистый оттенок. Этот способ часто используется для окраски под золото. Более насыщенный цвет с красноватым отливом получается если протереть поверхность кашицей из 4 частей порошкового мела и 1 части сусального золота, которые разжижают дистиллированной водой. Иногда употребляется состав, содержащий 15 г сернокислого аммония, 10 мл раствора хлористой сурьмы и 30 мл воды. Его необходимо прокипятить и несколько раз профильтровать, осадок размешать в 2–3 л горячей воды. Для лучшего растворения добавить едкий натр. Изделие погружают в ванну и держат до тех пор, пока оно не приобретет желаемого цвета. В серебряный цвет чеканку можно окрасить раствором 40 г винного камня и 14 г рвотного камня в 1 л горячей воды. Затем добавляют другой раствор из 50 г соляной кислоты, 125 г порошка олова и 30 г сурьмы. Состав нагревают и кипятят в нем изделие до тех пор, пока оно не покроется ровным налетом. Другой способ окраски – механический – требует специального оборудования и навыков. Так как обычно используются порошковые краски или мелкая металлическая пыль различных цветов, для работы потребуется пульверизатор, растворители и связывающие вещества, которые оставляют на поверхности изделия тонкий слой защитной пленки. Если всего этого нет, то порошки просто вколачивают в металл киянкой или при помощи плоского чекана. Этот процесс лучше повторять несколько раз, в промежутках промывая чеканку под струей проточной воды. Впоследствии требуется обработка поверхности лаком. Он бывает как цветным, так и прозрачным, выбор зависит от желания мастера. Необходимо помнить, что лаки покрываются трещинами и мутнеют от плохих условий хранения. При помощи специального оборудования частицы металла наносятся на изделие под давлением. Но оно является очень дорогостоящим и не всегда доступно мастеру, собирающемуся работать в домашних условиях или в мастерских университета, колледжа и СПТУ. Очень эффектно выглядит серебрёное изделие. Для серебрения из отходов, содержащих серебро (фотоматериалы), или из обломков серебряных изделий приготовляют раствор азотнокислого серебра (ляписа и разбавляют его водой в 10 раз. Примечание. Эту операцию необходимо проводить только на открытом воздухе, так как выделяющиеся при реакции бурые пары окиси азота очень ядовиты). Затем крепким раствором поваренной соли, который постепенно приливают, переводят азотнокислое серебро в хлористое. Хлористое серебро выпадает в виде хлопьев в осадок, его хорошо промывают в воде, добавляют мел в порошке, слегка подкисляют серной кислотой и разбавляют водой до густоты жидкой сметаны. Массу наносят на чистую поверхность изделия и натирают его жесткой щетинной щеткой. На поверхности быстро образуется тонкое, но прочное серебряное покрытие, его промывают и высушивают. Серебрёное покрытие при желании можно, в свою очередь, тонировать под «старое серебро». Для этого применяют серную печень. Готовят ее следующим образом: смесь одной части серы (в порошке) и двух частей поташа подогревают 20–25 минут при постоянном помешивании до полного сплавления и образования густой массы серовато‑коричневого цвета с запахом сероводорода. Делать это лучше всего в железной посуде (например, в консервной банке), мешать железным прутком, а подогревать на электроплитке, так как на открытом огне сера легко загорается. Готовую массу выливают на чугунную или керамическую поверхность. Остывшую и затвердевшую серную печень разбивают на куски и хранят в стеклянной банке с притертой пробкой, иначе она поглощает влагу из воздуха и теряет свойства. По мере надобности из серной печени готовят раствор из расчета 10–20 граммов на литр воды. Окраска идет легко даже при комнатной температуре, но процесс ускорится, если изделие подогреть и погрузить в раствор горячим. В зависимости от концентрации и температуры получаются различные оттенки – от светло– и темно‑коричневых, до серых и черных с синеватым оттенком. Более суток раствор хранить нельзя; он теряет свои свойства. Лучшие результаты дают свежие, только что приготовленные растворы. Для получения различных оттенков на латуни – оранжевого, малинового, фиолетового и синего – применяют смесь следующих растворов: готовят раствор серноватистокислого натрия (гипосульфит натрия) 130 граммов на 1 литр воды, в отдельном другом литре горячей воды растворяют 35 граммов кристаллического свинцового сахара (азотнокислого свинца), оба раствора сливают вместе. Протравленные в азотной кислоте и промытые в воде изделия погружают в нагретый до 80 °C раствор. Цвета быстро сменяют друг друга: сначала желтый, потом оранжевый, красный, малиновый, фиолетовый, синий. Синий постепенно тускнеет, переходит в серый, и процесс заканчивается. Как только появляется желаемый цвет, изделие быстро вынимают из раствора, промывают, просушивают и покрывают бесцветным лаком, так как прочность пленки невелика. Интересная окраска с радужными переходами получается, если изделие извлекать из раствора постепенно. На верхней части, оказавшейся в воздухе, останется, например, желтая окраска, в середине переход к оранжевой, далее к красной, фиолетовой, и, наконец, нижняя часть, которая дольше всего будет находиться в растворе, приобретает синий цвет. Смесь растворов быстро теряет свои красящие свойства, поэтому ее нельзя хранить и каждый раз следует употреблять свежую.
Отделка железных сплавов
Черный декапир, кровельная сталь. После тщательной очистки чеканку покрывают натуральной олифой (или каким‑либо растительным маслом, например «Олейна») и нагревают до 300–400 °C. Равномерный нагрев можно получить в муфельной печи, что позволяет добиться и наиболее равномерной тонировки. На поверхности изделия образуется прочная красивая пленка черно‑коричневого цвета (иногда синеватая) различных оттенков. Светло– и темно‑серые тона получают при обработке слабыми растворами азотной кислоты. Раствор готовят не крепче 1:10 (одна часть азотной кислоты на 10 частей воды). Более концентрированные растворы использовать не следует, так как они травят само изделие; вначале поверхность приобретает матово‑зернистое строение, а при продолжительной обработке разъедается и разрушается. Различные оттенки с радужными переходами от охристо‑золотистого, красновато‑коричневого можно получить за счет образования «цветов побежалости». Для этого хорошо очищенное изделие постепенно и равномерно нагревают. Начиная с 220 °C на нем образуется тонкая цветная пленка окислов металла. С повышением температуры окисная пленка утолщается, и цвет изделия изменяется. Для отделки больших изделий в синий и синевато‑черный тона применяют раствор следующего состава: каустической соды (едкий натр) 700 граммов, нитрита натрия (натриевая селитра) 200 граммов на 1 литр воды. Подготовленное изделие погружают в кипящий раствор (135–145 °C). В течение всего процесса раствор должен кипеть. Следующий способ. Рельеф станет более выразительным и зримым, если окрасить чеканку в глубокий темно‑синий цвет в водном растворе гипосульфита и уксуснокислого свинца. На один литр воды нужно взять 150 г гипосульфита и 40–50 г уксуснокислого свинца. Погруженная в раствор сталь окрашивается довольно медленно. Но если раствор нагреть до кипения, окрашивание ускорится. После промывки под струей проточной воды и просушки протрите металл маслом. Кстати в этом же растворе можно получить серебристо‑голубой цвет на поверхности латуни. Воронение – это один из самых надежных способов защиты стали и ее сплавов от ржавчины. Подвергая металл воронению из чисто практической необходимости, мастера постепенно открывали для себя красоту чеканки по железу с отделкой воронением (рис. 4.47).
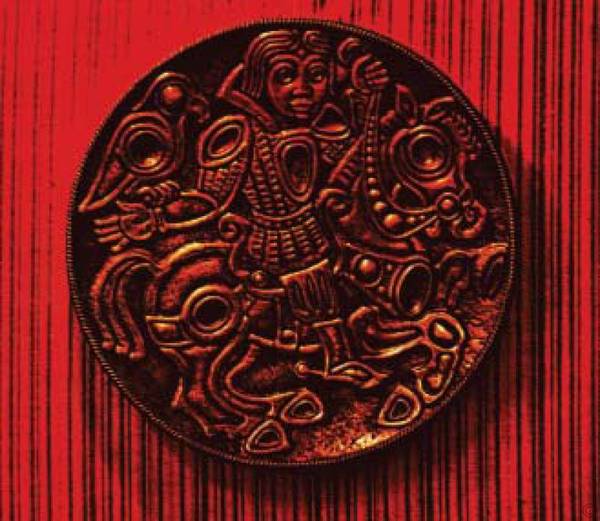
Рис. 4.47. Декоративное блюдо «Ванечка». Чеканка по железу с отделкой воронением. Автор И. Малаховский.
В художественном оружии воронение стало одним из средств решения декоративных задач. Так, вороненый фон на старинных кубачинских изделиях подчеркивал и делал более выразительными элементы орнаментальной насечки золотом и серебром. Из множества известных рецептов воронения стали предлагаем вам наиболее простые, но дающие красивые и прочные покрытия. В литре воды последовательно разведите 15 г хлористого железа, 30 г железного купороса и 10 г азотнокислой меди. Когда вы опустите в раствор изделие, на металле появится бурый налет. Снимите его щеткой и снова опустите изделие в раствор. Через некоторое время на металле снова появится бурый налет, который тоже надо удалить. Если процесс идет правильно, то коричневый цвет на поверхности стали станет гуще. Чтобы получить насыщенный черно‑коричневый цвет, почти черный цвет, этот процесс нужно повторить несколько раз. После промывки и просушки сталь протрите маслом. Чаще всего под воронением понимают получение на стали черного цвета с легким синеватым отливом, как вороново крыло. Чтобы получить такой цвет, разведите в литре воды 100 г двухромовокислого калия, в быту больше известного как хромпик. Опустив изделие в раствор, подержите его там 20 минут. Вынув из раствора, высушите при высокой температуре, например, над электроплиткой или над раскаленными углями. Металл приобретает серо‑бурый цвет. Эту же операцию проделайте несколько раз, пока не будет достигнут глубокий черный цвет с синеватым отливом. Металл необходимо протереть маслом. Воронение в натриевой селитре. Полированные стальные изделия воронят погружением в расплавленную натриевую селитру при температуре 310–350°. В течение 3–5 минут на поверхности детали образуется тонкая, но очень прочная пленка красивого синеватого цвета. Кроме химического, есть другой простой способ декорирования стали – термический. (Кстати, этим же способом можно получить различные цвета на меди и латуни). Если нагревать металл в муфельной печи или газовой горелкой, на нем быстро начнут последовательно сменяться цвета побежалости – от соломенно‑желтого до сине‑черного. Металл прекращают нагревать в тот момент, когда на нем будет получен нужный цвет. Предположим, что с помощью газовой горелки нужно добиться появления определенных цветов побежалости на чеканной работе. Чеканку кладут на кирпичи и направляют на нее пламя газовой горелки. Перемещая его по своему усмотрению, добиваются различной окраски отдельных участков, плавных переходов одного цвета в другой. Добиваясь определенной цветовой гаммы, металл протирают восковой мастикой, которую готовят следующим образом. Расплавленный на водной бане воск или парафин смешивают со скипидаром или парафином (на 2 части воска 1 часть скипидара). Остывшую мастику наносят на металл тряпичным тампоном и после высыхания натирают войлоком до появления мягкого блеска. Каждый цвет побежалости возникает на поверхности металла только при определенной температуре. Светло‑желтый (соломенный) цвет появляется на поверхности металла при температуре 220 °C, желтый – 230 °C, темно‑желтый – 240 °C, коричневый – 255 °C, коричнево‑красный – 265 °C, фиолетовый – 285 °C, темно‑синий – 300 °C, светло‑синий – 325 °C, серый – 330 °C. По цвету побежалости можно приближенно определить температуру нагрева металлического изделия. Обычно этот прием применяется при отпуске закаленной стали (см. выше). Оксидирование чеканки из железа или стали. (Рецепты взяты из статьи Г. Шульпина. Коррозия, или попросту ржавчина // «Наука и жизнь», № 9, 1980). Для этого в стакане воды растворите примерно 150 граммов едкого натра (осторожно – это весьма агрессивное вещество), 10 граммов азотнокислого натрия и 40 граммов азотнокислого натрия. Раствор нагрейте до кипения в металлической кастрюле (будьте очень осторожны!) и примерно на полчаса опустите в него очищенный железный предмет. После промывки водой железо приобретет сине‑черный цвет. Чтобы получить красно‑коричневый цвет, растворите в стакане воды около 5 граммов хлорного железа и нанесите этот раствор дважды с промежутком в несколько часов на железный предмет. Образующийся налет протрите железной щеткой и еще раз нанесите раствор. Черно‑коричневый цвет можно получить так. Нагрейте железный предмет в кипящей воде и опустите ненадолго в раствор бихромата калия в воде (20 грамм соли на стакан воды), высушите предмет на воздухе и подержите 1–2 минуты над газовой горелкой. Повторяя эту процедуру несколько раз, вы получите коричнево‑черную или чисто черную окраску. Можно наносить на легко окисляющиеся металлы не окисные пленки, а слои других, труднее корродирующих металлов. Широко распространены покрытия из никеля, хрома, олова; с точки зрения химика, ту же роль выполняют серебряное и золотое покрытия. Покрывать металлы можно и неметаллическими составами – красками, лаками, смолами, цементами. Часто поверхность железа фосфатируют, то есть покрывают слоем не растворимого в воде фосфата железа. Есть и такой остроумный способ защиты от коррозии. Вспомните: электрохимическая коррозия железа сопровождается переносом электронов от железа, в результате чего железо растворяется, в раствор переходят ионы Fe2+. Если подключить к этой системе еще один металл, более активный, чем железо, например, цинк, то электроны будут поставлять именно цинк, и именно он будет растворяться, сохраняя железо. Вот почему оцинкованное железо трудно поддается коррозии.
Отделка алюминия
Этот металл обладает множеством
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-01-14; просмотров: 571; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.146.255.127 (0.106 с.) |