Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обслуживание источников питания сварочной дугиСодержание книги Поиск на нашем сайте
Обслуживание источников питания сварочной дуги
Обслуживание сварочного оборудования, в том числе источников питания дуги, входит в обязанности энергетика цеха или другого работника, назначенного приказом по предприятию........ Обслуживание источников питания сварочной дуги.
Обслуживание сварочного оборудования, в том числе источников питания дуги, входит в обязанности энергетика цеха или другого работника, назначенного приказом по предприятию. Он должен производить монтаж оборудования, обучение обслуживающего персонала (электромонтеры, наладчики, сварщики), наблюдение за правильностью эксплуатации и ремонта оборудования. Подключение и отключение от сети, заземление и техническое обслуживание с ремонтом источников питания производятся обученными электромонтерами, допущенными к этим работам. На монтажных площадках, стапелях и в цехах за одним наладчиком закрепляется до 10 сварочных агрегатов. Наладчик наблюдает за условиями эксплуатации оборудования сварщиками, составляет дефектные ведомости на ремонт оборудования и сам выполняет мелкие работы по ремонту. На предприятиях, где нет специально прикрепленных к сварочным постам наладчиков и электромонтеров, сварщикам разрешается подключать и отключать сварочные провода, продувать сжатым воздухом сварочные преобразователи и трансформаторы, чистить коллекторы, закреплять контакты сварочной цепи. Основные обязанности сварщика по обслуживанию источника питания: 1. Перед включением источника питания очистить его от пыли и грязи, проверить надежность изоляции сварочных проводов и их присоединения, а также оградить место сварки щитами, ширмами или брезентовыми занавесями. При обнаружении дефектов в источнике и в сварочных проводах сообщить об этом производственному мастеру, наладчику или электромонтеру для их устранения. 2. Убедиться в наличии заземления и его надежности. 3. Обеспечить защиту оборудования от атмосферных осадков. 4. Включить источник питания магнитным пускателем или рубильником. 5. Во время сварки работать только в брезентовых рукавицах и брезентовом костюме. В сырую погоду или в сыром помещении пользоваться резиновыми ковриками (или галошами).
Основные виды работ по эксплуатации и техническому обслуживанию Источников питания дуги
Сварка. Инструменты и принадлежности сварщика.
Электрододержатели
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель. Он предназначен для крепления электрода и подвода к нему сварочного тока. Электрододержатели применяются для проведения ручной электродуговой сварки и строжки всеми типами покрытых электродов. Они должны выдерживать 8 - 10 тыс. зажимов, быть легкими (масса не более 0,5 кг), также должны обеспечивать надежное закрепление электрода в необходимом для сварки положении, обладать надежной электроизоляцией, не нагреваться при работе, время замены электрода должно составлять не более 4 с.
Существуют два основных типа электрододержателей:
- электрододержатели винтового типа (рисунок 40) состоят из удобного держателя, исключающего проскальзывание в руке, и верхней поворотной части при помощи которой надежно удерживается электрод. Электрод вставляется в специальное отверстие в верхней поворотной части держателя;
- электрододержатели с зажимом (рисунок 41) имеют зажимную часть, также надежно удерживающую электрод. Электрод вставляется в этот зажим.
Рисунок 40 - Электрододержатель винтового типа
Рисунок 41 - Электрододержатель пассатижного типа
а - схема; б - общий вид 1 - защитный колпачок пружины; 2 - пружина; 3 - рычаг с верхней губкой; 4 - теплоизоляция; 5 - нижняя губка; 6 - конус резьбовой втулки
Другие внешние отличные электрододержатели являются модификациями вышеописанных конструкций.
Условное обозначение электрододержателя по ГОСТ 14651 состоит из типа электрододержателя, номера модификации электрододержателя, вида климатического исполнения, категории размещения по ГОСТ 15150-69 и обозначения настоящего стандарта.
Номер модификации электрододержателю присваивает Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования (ВНИИ- ЭСО) Министерства электротехнической промышленности.
Пример условного обозначения электрододержателя на номинальный сварочный ток 250 А, модификации 17, вида климатического исполнения У1 по ГОСТ 15150-69: электрододержатель ЭД-2517 У1 ГОСТ 14651-78.
Конструкция электрододержателей сочетает в себе удобство использования, долговечность и надежную фиксацию электродов любых диаметров. Варианты исполнения электрододержателя предназначены для использования при сварке с силой тока до 200 А и 300 А соответственно.
Согласно ГОСТ 14651-78 электрододержатели выпускаются трёх типов в зависимости от силы сварочного тока: 1 типа - для тока 125 А; 2 типа - 125 - 315 А; 3 типа - 315 - 500 А.
По электробезопасности электрододержатели должны соответствовать требованиям ГОСТ 12.2.007.8-75.
Существуют специальные электрододержатели - например, для безогарковой сварки, для подводной сварки (на них ГОСТ 14651 не распространяется).
Технические характеристики некоторых электрододержателей приведены в таблице 5.
Одежда сварщика
Одежда сварщика изготавливается из различных тканей при выполнении основных требований:
- огнестойкость и термостойкость наружной поверхности;
- внутренняя поверхность должна быть влагопоглощающей. Промышленностью предлагаются различные варианты одежды,
например, костюм «ЗЕВС», представленный на рисунке 49.
Рисунок 49 - Костюм «ЗЕВС» мужской
Выпускается в соответствии с ТУ 8572-111-54927561-2007.
Ткань верха:
- «Геркулес» (Klopman International), хлопок - 100 %, плотность - 460 г/м, цвет зеленый, НМВО пропитка «Гидрофойл», КЩС- 50, огнестойкая технология «Пробан» (105-0019-03);
- «Арсенал», хлопок - 100 %, 500 г/м, цвет черный, МВО, огнестойкая отделка (105-0019-79).
Сварщик также пользуется подшлемниками (рисунок 50), специальной обувью (рисунок 51), рукавицами (перчатками, рисунок 52).
Рисунок 50 - Подшлемник сварщика «ЗЕВС»
Подшлемник изготавливается по ГОСТ 17-635-87; ТУ 8579-00454927561-2007, используются ткани «Геркулес» и «Арсенал», застежка на пуговицах; в подшлемнике есть регулировка по глубине.
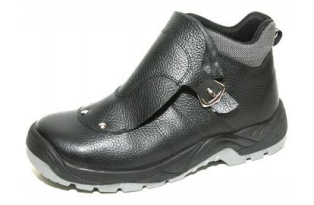
Рисунок 51 - Ботинки «Сварщик»
В специальной обуви для сварщиков использована подошва из нитрильного каучука (нитрил). Такая подошва выдерживает широкий температурный диапазон от минус 40 до плюс 300 оС, практически не скользит, имеет отличную износостойкость и хорошую масло-, бензо, кислото- (до 60 %) и щелочеустойчивость. Эта обувь имеет сертификат EN ISO 20345 HRO (Heat Resistant Outsole), подошва выдерживает воздействие высоких температур. Имеется механизм быстрого сброса обуви, в случае попадания искр, брызг раскаленного металла вовнутрь ботинка.
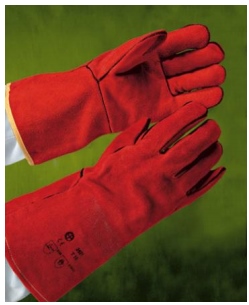
Рисунок 52 - Перчатки «ANSELL Воркгард»
Перчатки «ANSELL Воркгард» соответствуют ГОСТ 12.4.01075, EN388, EN407, EN420. Кожаные перчатки с усиленной ладонной частью отлично подходят для проведения сварочных работ, устойчивы к истиранию, разрывам. Все швы прошиты нитью «Кевлар Фай- бер», материал подкладки состоит из хлопка. Длина 380 мм. Применяются также специальные краги (рисунок 53).
Рисунок 53 - Краги спилковые пятипалые
Краги рекомендуются для работников металлургической промышленности, сварщиков. Защищают руки от искр, брызг раскаленного металла, повышенных температур. Отличительные характеристики: хлопчатобумажная подкладка. Соответствуют ГОСТ 17-528-85.
Обслуживание источников питания сварочной дуги
Обслуживание сварочного оборудования, в том числе источников питания дуги, входит в обязанности энергетика цеха или другого работника, назначенного приказом по предприятию........ Обслуживание источников питания сварочной дуги.
Обслуживание сварочного оборудования, в том числе источников питания дуги, входит в обязанности энергетика цеха или другого работника, назначенного приказом по предприятию. Он должен производить монтаж оборудования, обучение обслуживающего персонала (электромонтеры, наладчики, сварщики), наблюдение за правильностью эксплуатации и ремонта оборудования. Подключение и отключение от сети, заземление и техническое обслуживание с ремонтом источников питания производятся обученными электромонтерами, допущенными к этим работам. На монтажных площадках, стапелях и в цехах за одним наладчиком закрепляется до 10 сварочных агрегатов. Наладчик наблюдает за условиями эксплуатации оборудования сварщиками, составляет дефектные ведомости на ремонт оборудования и сам выполняет мелкие работы по ремонту. На предприятиях, где нет специально прикрепленных к сварочным постам наладчиков и электромонтеров, сварщикам разрешается подключать и отключать сварочные провода, продувать сжатым воздухом сварочные преобразователи и трансформаторы, чистить коллекторы, закреплять контакты сварочной цепи. Основные обязанности сварщика по обслуживанию источника питания: 1. Перед включением источника питания очистить его от пыли и грязи, проверить надежность изоляции сварочных проводов и их присоединения, а также оградить место сварки щитами, ширмами или брезентовыми занавесями. При обнаружении дефектов в источнике и в сварочных проводах сообщить об этом производственному мастеру, наладчику или электромонтеру для их устранения. 2. Убедиться в наличии заземления и его надежности. 3. Обеспечить защиту оборудования от атмосферных осадков. 4. Включить источник питания магнитным пускателем или рубильником. 5. Во время сварки работать только в брезентовых рукавицах и брезентовом костюме. В сырую погоду или в сыром помещении пользоваться резиновыми ковриками (или галошами).
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 641; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.031 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||