
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Дефекты прокатанного и кованного металла
Трещины - бывают одиночные или групповые, расположенные беспорядочно или идущие в определенном направлении. По длине они достигают нескольких метров; глубина трещин в зависимости от размеров проката, причин и условий возникновения дефекта - до 10-15 мм.
Волосовины - мелкие внутренние или выходящие на поверхность трещины, образовавшиеся из газовых пузырей или неметаллических включений при прокате или ковке. Они направлены вдоль волокон металла и в поперечном изломе видны как точки или линии небольшой высоты. Длина волосовин 20-30 мм, а иногда 100-150 мм. Встречаются волосовины во всех конструкционных сталях.
Плены - представляют собой сравнительно тонкие плоские отслоения на поверхности прокатанного или кованого металла. В большинстве случаев плены имеют вид "языка", у которого уширенный и утолщенный конец составляет одно целое с основной массой металла.
Прижоги - дефекты, образующиеся при локальном перегреве материала, например в процессе клеймения (маркировки) деталей электрографом. При металлографическом анализе материала деталей наличие прижогов устанавливается по белым, нетравящимся участкам, видимым на поверхности травленого шлифа.
Дефекты сварного и паянного соединения
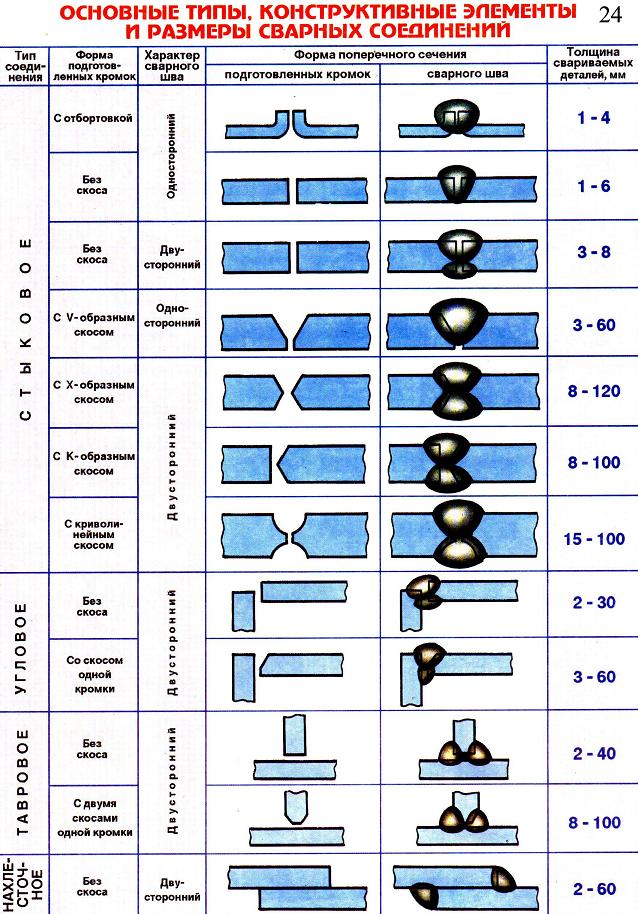
Типы сварных соединений
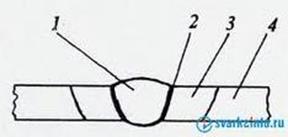
Зона сплавления 3. Зона термического влияния (ЗТВ) – Основной металл
Термины и определения
Группа 1. Трещины
Продольная трещина Трещина, ориентированная параллельно оси сварного шва.
Она может располагаться: — в металле сварного шва; — на границе сплавления; — в зоне термического влияния; — в основном металле
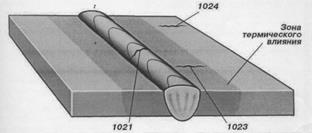
Трещина, ориентированная перпендикулярно оси сварного шва.
• Она может располагаться: • — в металле сварного шва; • — в зоне термического влияния; • — в основном металле Радиальная трещина
Они могут быть: • — в металле сварного шва;
• — в зоне термического влияния; • — в основном металле Примечание. Трещины этого типа, расходящиеся в разные стороны, известны как звездоподобные трещины
Трещина в кратере сварного шва, которая может быть: — продольной; — поперечнй; — звездообразной
Группа 2. Поры
полость произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов
Газовая полость обычно сферической формы.
Группа газовых пор, распределенных равномерно в металле сварного шва.
Группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
Цепочка пор Ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
Усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходов
|
||||||
|
|
Последнее изменение этой страницы: 2020-10-24; просмотров: 602; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.179.186 (0.013 с.) |

 Штамповочные трещины - (трещины горячего деформационного происхождения) связаны с пониженной пластичностью материала и имеют, как правило, извилистый характер. Характерным структурным признаком, свидетельствующем об образовании трещины в процессе горячей деформационной обработки.
Штамповочные трещины - (трещины горячего деформационного происхождения) связаны с пониженной пластичностью материала и имеют, как правило, извилистый характер. Характерным структурным признаком, свидетельствующем об образовании трещины в процессе горячей деформационной обработки.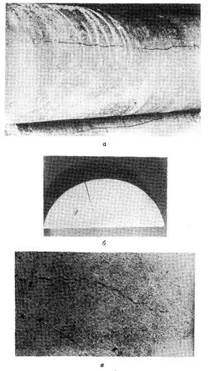 Трещины напряжения - дефект, представляющий собой направленную вглубь металла, часто под прямым углом к поверхности, трещину, образующуюся вследствие объемных изменений, связанными со структурными превращениями, или с нагревом и охлаждением металла.
Трещины напряжения - дефект, представляющий собой направленную вглубь металла, часто под прямым углом к поверхности, трещину, образующуюся вследствие объемных изменений, связанными со структурными превращениями, или с нагревом и охлаждением металла. Флокены - представляют собой волосные трещины с кристаллическим строением поверхности стенок, образующиеся внутри толстого проката или поковок (диаметром более 30 мм) из сталей перлитного и мартенситного классов.
Флокены - представляют собой волосные трещины с кристаллическим строением поверхности стенок, образующиеся внутри толстого проката или поковок (диаметром более 30 мм) из сталей перлитного и мартенситного классов.

 Расслоения - нарушения сплошности внутри прокатанного металла, представляющие собой раскатанные крупные дефекты слитка (глубокие усадочные раковины, усадочная пористость, скопления пузырей или неметаллических включений).
Расслоения - нарушения сплошности внутри прокатанного металла, представляющие собой раскатанные крупные дефекты слитка (глубокие усадочные раковины, усадочная пористость, скопления пузырей или неметаллических включений).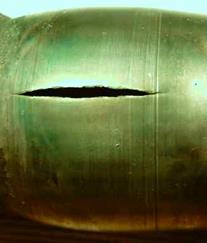 Рванины - представляют собой разрывы или надрывы металла разнообразного очертания с рваными краями. Чаще расположены на кромках листов, профилей. К образованию рванин при прокатке слитков особенно склонны высоколегированные стали с крупнозернистой структурой.
Рванины - представляют собой разрывы или надрывы металла разнообразного очертания с рваными краями. Чаще расположены на кромках листов, профилей. К образованию рванин при прокатке слитков особенно склонны высоколегированные стали с крупнозернистой структурой.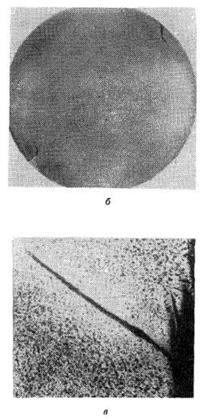 Закаты и заковы – вдавленные и закатанные (закованные) заусенцы или возвышения (бугорки) на поверхности, получившиеся при предыдущем пропуске слитка через калибр прокатного стана. При этом металл заусенца или возвышения не сваривается с основной массой проката.
Закаты и заковы – вдавленные и закатанные (закованные) заусенцы или возвышения (бугорки) на поверхности, получившиеся при предыдущем пропуске слитка через калибр прокатного стана. При этом металл заусенца или возвышения не сваривается с основной массой проката.

 1. Основной металл сварного шва
1. Основной металл сварного шва Флюс – вещество, вводимое в зону сварки для создания защиты дуги и сварочной ванны от воздуха, а также для металлургических процессов во время сварки.
Флюс – вещество, вводимое в зону сварки для создания защиты дуги и сварочной ванны от воздуха, а также для металлургических процессов во время сварки.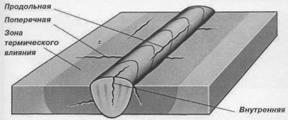 Трещины – несплошность, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок
Трещины – несплошность, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок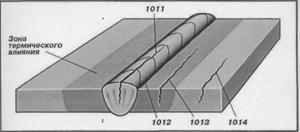
 Поперечная трещина
Поперечная трещина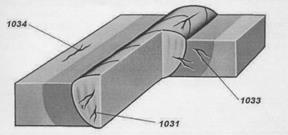 Трещины, радиально расходящиеся из одной точки.
Трещины, радиально расходящиеся из одной точки.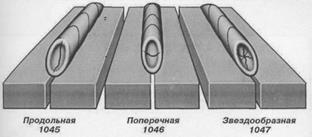 Трещина в кратере
Трещина в кратере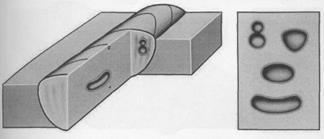 Газовая полость
Газовая полость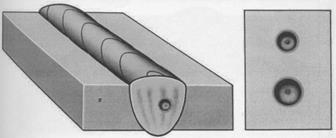 Газовая пора
Газовая пора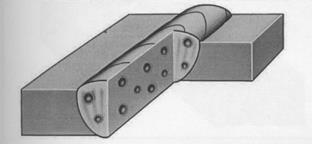 Равномерно распределенные поры
Равномерно распределенные поры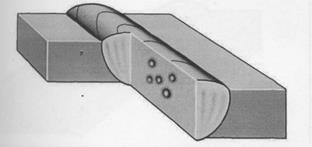 Скопление пор
Скопление пор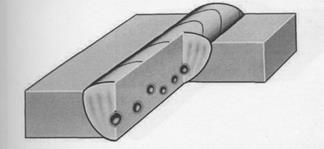
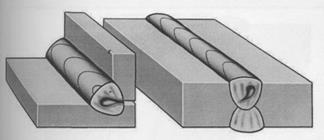 Свищ
Свищ


