Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчёт потребного количества оборудованияСодержание книги Поиск на нашем сайте
КУРСОВАЯ РАБОТА Расчет затрат на изготовление детали «Вал»
Введение фонд планировка заработный затраты Основой экономики является производство, т.е. создание экономического продукта. Без производства не может быть потребления. Повышение технического уровня, качества и конкурентоспособности продукции, последовательная ориентировка на выпуск машин, способных осуществить коренной переворот в технической базе общества, обеспечение повышения производительности тpуда, значительное увеличение эффективности производства являются основными задачами машиностроения, машиностроительного производства. Машиностроение является ведущей отраслью всей промышленности, ее «сердцевиной». На долю машиностроительного комплекса приходится почти 30% от общего объема промышленной продукции. В нашей стране эта отрасль развита недостаточно. В Японии, Германии, США удельный вес машиностроения в промышленной структуре составляет от 40 до 50%. Возрождение машиностроительной отрасли России в перспективе способно снять экономику нашей страны с «сырьевой иглы». Другая проблема связана с низкой рентабельностью производства и продукции в машиностроении. Низкая рентабельность и убыточность предприятий отрасли существенно снижают возможности привлечения инвестиций, необходимых для технического перевооружения. Одним из главных факторов снижения рентабельности в машиностроении является опережающий рост цен в топливных отраслях и черной металлургии по сравнению с машиностроением (в некоторых отраслях машиностроения доля затрат на металлы в себестоимости продукции превышает 60%). Низкая рентабельность производства на машиностроительных предприятиях во многом обусловлена недогрузкой производственных мощностей. Экономика машиностроения ставит перед собой цель по достижению максимально возможной в конкретных рыночных условиях прибыли и обеспечения постоянства её получения. В курсовой работе решаются такие задачи как: ) расчет потребного количества оборудования, численности, фонда заработной платы рабочих; ) определение общей площади участка, стоимости основных и вспомогательных материалов, общецеховых расходов, полной себестоимости продукции; ) определение прибыли и цены на изготовление данной детали. Цель курсовой работы: расчет затрат на изготовление детали «Вал» по двум вариантам технологического процесса механической обработки. Расчет затрат является актуальной задачей, решение которой позволит обоснованно подходить к проблеме выбора того или иного изделия в качестве объекта производства предприятия. Общая организационная часть
Данная деталь «Вал» представляет собой тело вращения и относится к классу валов, предназначена для передачи крутящего момента от электродвигателя аппарата с перемешивающим устройством. Деталь «Вал» изготовлена из стали 45 ГОСТ 1050-88, которая относится к качественным углеродистым сталям. Применяемая для изготовления в вагоностроении валов, шестерен, шпинделей, кулачков и других нормализованных, улучшаемых и подвергаемых поверхностной термообработке деталей, от которых требуется повышенная прочность. Тип производства - среднесерийный. В качестве варианта получения детали - круглый сортовой прокат. Коэффициент загрузки оборудования
где Срасч. - рассчитанное количество станков, шт.; Сприн. - принятое количество станков, шт. Вариант 1 Операция 005 Кзо=0,36/1·100%=36% Операция 010 Кзо=0,36/1·100%=36% Операция 015 Кзо=6,5/7·100%=92,8% Операция 020 Кзо=3,11/4·100%=78% Операция 025 Кзо=0,1/1·100%=10% Операция 030 Кзо=1,15/2·100%=58% Операция 035 Кзо=0,73/1·100%=73% Операция 040 Кзо=3/3·100%=100% Операция 045 Кзо=1,18/2·100%=59% Вариант 2 Операция 005 Кзо=0,36/1·100%=36% Операция 010 Кзо=0,36/1·100%=36% Операция 015 Кзо=6,5/7·100%=92,8% Операция 020 Кзо=3,11/4·100%=78% Операция 025 Кзо=0,04/1·100%=4% Операция 030 Кзо=1,15/2·100%=58% Операция 035 Кзо=0,73/1·100%=73% Операция 040 Кзо=3/3·100%=100% Операция 045 Кзо=1,18/2·100%=59%
Планировка рабочего места
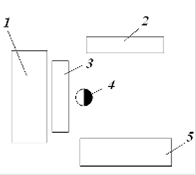
Рабочее место - это участок, оснащённый оборудованием и другими средствами труда соответствующими характеру работ выполняемых на этом рабочем месте. Удобства при работе зависят не только от рациональности конструкции оснащения, но и от планировки рабочего места. Планировка должна соответствовать следующим требованиям: ) предусматривать правильное размещение органов управления станком; ) создавать наиболее короткий маршрут рабочего в процессе обслуживания станков; ) оснащать рабочего приспособлениями и устройствами обеспечивающими работу. Цель планировки: наиболее эффективное использование рабочей площади оборудования рабочего места и создание наиболее удобных условий для работы:
Рабочее место где 1 - станок; - стеллаж для заготовок и готовых изделий; - решетка под ноги рабочему; - рабочий; - инструментальный шкаф. Площадь участка
Определяю площадь участка [1, с. 170] по формуле (10)
где l - длина станка, мм;- ширина станка, мм;- количество станков, шт. Вариант 1 Операция 005 S=2225·1220·1=2714500 мм2=2,71 м2 Операция 010 S=2225·1220·1=2714500 мм2=2,71 м2 Операция 015 S=3700·1700·7=44030000 мм2=44,03 м2 Операция 040 S=3700·1700·4=25160000 мм2=25,16 м2 Операция 025 S=2665·3430·1=9140950 мм2=9,14 м2 Операция 030 S=1250·1630·2=4075000 мм2=4,07 м2 Операция 035 S=1250·1630·1=2037500 мм2=2,03 м2 Операция 040 S=4635·2170·3=30173850 мм2=30,2 м2 Операция 045 S=4635·2170·1=20115900 мм2=20,11 м2 Вариант 2 Операция 005 S=2225·1220·1=2714500 мм2=2,71 м2 Операция 010 S=2225·1220·1=2714500 мм2=2,71 м2 Операция 015 S=3700·1700·7=44030000 мм2=44,03 м2 Операция 040 S=3700·1700·4=25160000 мм2=25,16 м2 Операция 025 S=4400·4220·1=18568000 мм2=18,56 м2 Операция 030 S=1250·1630·2=4075000 мм2=4,07 м2 Операция 035 S=1250·1630·1=2037500 мм2=2,03 м2 Операция 040 S=4635·2170·3=30173850 мм2=30,2 м2 Операция 045 S=4635·2170·1=20115900 мм2=20,11 м2
Общая станочная площадь
Вариант 1 ΣSобщ.=2,71+2,71+44,03+25,16+9,14+4,07+2,03+30,2+20,11=140,16 м2 Вариант 2 ΣSобщ.=2,71+2,71+44,03+25,16+18,56+4,07+2,03+30,2+20,11=149,5 м2
Общая площадь участка
Определяю общую площадь участка [1. с. 101] по формуле (13)
Вариант 1
Вариант 2
Стоимость отходов
Определяю стоимость отходов [1, с. 140] по формуле (15)
где mзаг - масса заготовки, кг;дет - масса детали, кг. Цотх - цена отходов, р.
Расценки на все операции
Рассчитываю расценки на все операции [1, с. 145] по формуле(17)
где Тшт - штучное время, мин; ч/т - часовая тарифная ставка, р.- количество станков на данной операции, шт. Вариант 1 Операция 005 Рр= Операция 010 Рр= Операция 015 Рр= Операция 020 Рр= Операция 025 Рр= Операция 030 Рр= Операция 035 Рр= Операция 040 Рр= Операция 045 Рр= Вариант 2 Операция 005 Рр= Операция 010 Рр= Операция 015 Рр= Операция 020 Рр= Операция 025 Рр= Операция 030 Рр= Операция 035 Рр= Операция 040 Рр= Операция 045 Рр=
7.2 Суммарные расценки [1, с. 145]
Вариант 1
Вариант 2
Затраты на сжатый воздух
Определяю сумму затрат на сжатый воздух [1, с. 149] по формуле (21)
где Fд - годовой фонд времени, ч;- количество станков, шт.;- количество смен; Цсж - цена сжатого воздуха, р/м Вариант 1
Вариант 2
Затраты на инструмент
Определяю сумму затрат на инструмент по формуле (24) [1, с. 122]
где n - количество станков Вариант 1 Вариант 2
Затраты на охрану труда
Определяю затраты на охрану труда по формуле (30)[1, с. 150]
где Вариант 1 Вариант 2
Смета цеховых расходов
Таблица 7 - Смета цеховых расходов
Полная себестоимость Цеховая себестоимость
Определяю цеховую себестоимость по формуле (32) [1. с. 154]
Цс/с = Прямые затраты + Цеховые расходы, (32)
Вариант 1 Цс/с =1364,2+201,4= 1565,6 р. Вариант 2 Цс/с =1363,4+202,4=1565,8 р. Общехозяйственные расходы
Определяю общехозяйственные расходы по формуле (33) Общехозяйственные расходы = ФЗП· 60%, (33)
где ФЗП - общий фонд заработной платы. Вариант 1 Общехозяйственные расходы = 455,9· 60%=273,54 р. Вариант 2 Общехозяйственные расходы = 455,3· 60%=273,18 р.
Внепроизводственные расходы
Определяю внепроизводственные расходы по формуле (35) Внепроизводственные расходы = Производственная с/с · 1%, (35)
Вариант 1 Внепроизводственные расходы=1839,14 · 1%=18,4 р. Вариант 2 Внепроизводственные расходы=1839·1%=18,39 р.
Полная себестоимость
Определяю полную с/с по формуле (36) Полная с/с = производ. с/с + внепроизводственные расходы, (36)
Вариант 1 Вариант 2 Полная с/с =1839,14+18,4=1857,54 р.Полная с/с=1839+18,39=1857,39 р.
Прибыль на единицу изделия
Определяю прибыль на единицу изделия по формуле (38)[1, с. 165]
Вариант 1 Вариант 2 Пед=
Заключение В разработанной курсовой работе проведен экономический расчёт технологического процесса обработки детали «Вал». В ходе выполнения работы решены поставленные задачи по расчету потребного количества оборудования, численности и фонда заработной платы рабочих, определения общей площади участка, стоимости основных и вспомогательных материалов, фонда заработной платы всех рабочих, расходов, прибыли и цены на изготовление детали. На основании расчётов выяснилось, что Вариант 2 экономически выгоден, так как оптовая цена на изделие меньше и составляет 2630,05 р., чем в первом варианте - 2630,24 р. Это связано с тем, что в Варианте 2 использовалось высокопроизводительное оборудование (станок с ЧПУ), соответственно снизилось время с 38,7 минуты до 38,54 минут, производственная себестоимость и полная себестоимость на изготовлении продукции. Современный технолог машиностроения должен рационально расходовать материальные, трудовые и финансовые ресурсы, формируя себестоимость оказанных услуг, и, в конечном счете, всё это повлияет на финансовый результат работы предприятия.
КУРСОВАЯ РАБОТА Расчет затрат на изготовление детали «Вал»
Введение фонд планировка заработный затраты Основой экономики является производство, т.е. создание экономического продукта. Без производства не может быть потребления. Повышение технического уровня, качества и конкурентоспособности продукции, последовательная ориентировка на выпуск машин, способных осуществить коренной переворот в технической базе общества, обеспечение повышения производительности тpуда, значительное увеличение эффективности производства являются основными задачами машиностроения, машиностроительного производства. Машиностроение является ведущей отраслью всей промышленности, ее «сердцевиной». На долю машиностроительного комплекса приходится почти 30% от общего объема промышленной продукции. В нашей стране эта отрасль развита недостаточно. В Японии, Германии, США удельный вес машиностроения в промышленной структуре составляет от 40 до 50%. Возрождение машиностроительной отрасли России в перспективе способно снять экономику нашей страны с «сырьевой иглы». Другая проблема связана с низкой рентабельностью производства и продукции в машиностроении. Низкая рентабельность и убыточность предприятий отрасли существенно снижают возможности привлечения инвестиций, необходимых для технического перевооружения. Одним из главных факторов снижения рентабельности в машиностроении является опережающий рост цен в топливных отраслях и черной металлургии по сравнению с машиностроением (в некоторых отраслях машиностроения доля затрат на металлы в себестоимости продукции превышает 60%). Низкая рентабельность производства на машиностроительных предприятиях во многом обусловлена недогрузкой производственных мощностей. Экономика машиностроения ставит перед собой цель по достижению максимально возможной в конкретных рыночных условиях прибыли и обеспечения постоянства её получения. В курсовой работе решаются такие задачи как: ) расчет потребного количества оборудования, численности, фонда заработной платы рабочих; ) определение общей площади участка, стоимости основных и вспомогательных материалов, общецеховых расходов, полной себестоимости продукции; ) определение прибыли и цены на изготовление данной детали. Цель курсовой работы: расчет затрат на изготовление детали «Вал» по двум вариантам технологического процесса механической обработки. Расчет затрат является актуальной задачей, решение которой позволит обоснованно подходить к проблеме выбора того или иного изделия в качестве объекта производства предприятия. Общая организационная часть
Данная деталь «Вал» представляет собой тело вращения и относится к классу валов, предназначена для передачи крутящего момента от электродвигателя аппарата с перемешивающим устройством. Деталь «Вал» изготовлена из стали 45 ГОСТ 1050-88, которая относится к качественным углеродистым сталям. Применяемая для изготовления в вагоностроении валов, шестерен, шпинделей, кулачков и других нормализованных, улучшаемых и подвергаемых поверхностной термообработке деталей, от которых требуется повышенная прочность. Тип производства - среднесерийный. В качестве варианта получения детали - круглый сортовой прокат. Расчёт потребного количества оборудования
. Штучное время для каждой операции двух вариантов: Вариант 1 Операция 005 Операция 010 Операция 015 Операция 020 Операция 025 Операция 030 Операция 035 Операция 040 Операция 045 Вариант 2 Операция 005 Операция 010 Операция 015 Операция 020 Операция 025 Операция 030 Операция 035 Операция 040 Операция 045 Расчёт потребного количества оборудования определяется по формуле
где Тшт - штучное время на операцию, мин;- годовая программа, шт.; Д - дозагрузка, шт.;д - действительный фонд рабочего времени, ч. Дозагрузка определяется по формуле (2)
Д=Smin·Рд· Nдет ·n, (2)
где Smin - минимальное число станков, шт.; Рд - количество рабочих дней в году, дн.;дет - количество деталей в смену, шт.;- количество смен. Количество деталей в смену определяется по формуле (3)
Nдет =
где ΣTшт - сумма штучного времени, мин. Вариант 1дет = Д=15·248·13·2=96720 шт. Вариант 2дет = Д2=15·248·13·2=96720 шт. Вариант 1 Операция 005 Ср= Операция 010 Ср= Операция 015 Ср= Операция 020 Ср= Операция 025 Ср= Операция 030 Ср= Операция 035 Ср= Операция 040 Ср= Операция 045 Ср= Вариант 2 Операция 005 Ср= Операция 010 Ср= Операция 015 Ср= Операция 020 Ср= Операция 025 Ср= Операция 030 Ср= Операция 035 Ср= Операция 040 Ср= Операция 045 Ср=
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-27; просмотров: 64; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.209.20 (0.01 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||

 (4)
(4)
 , (10)
, (10)
 (13)
(13)

 (15)
(15)
 (17)
(17)
 р.
р.
 р.
р.
 р.
р.
 р.
р.
 р.
р.



 (21)
(21) .
.

 (24)
(24)

 (30)
(30) - фонд заработной платы всех рабочих, р.
- фонд заработной платы всех рабочих, р.

 (38)
(38)

 = 0,86 мин
= 0,86 мин (1)
(1)


 =6,5 - принимаю 7 станков
=6,5 - принимаю 7 станков