Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Разработка технологического чертежаСодержание книги
Поиск на нашем сайте
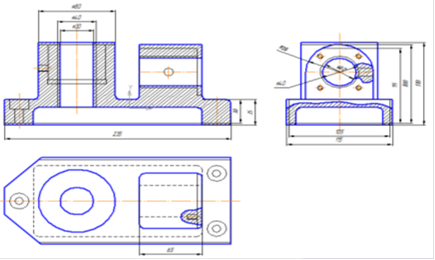
При разработке технологического чертежа изображают деталь без размеров, производят присвоение номера каждой поверхности, подлежащей обработке.
При наличии на поверхности детали различных свойств (точности, шероховатости, термообработки и т.д.) каждый участок рассматривается как отдельный элемент, каждому присваивается отдельный номер. Сложные комбинированные поверхности, обрабатываемые одним комбинированным инструментом (сверлом, разверткой, фасонным резцом, шлифовальным кругом), при подготовке чертежа обводятся пунктирной линией, комбинированной поверхности присваивается один номер в общем порядке. Оценим состояние каждой поверхности детали и все сведения сведем в табл. 1.
Таблица 1 Состояние поверхности детали
Анализ технологичности детали
Таблица 2
По сумме полученных баллов можно сделать следующий вывод: наименее технологические поверхности 13, 14. Обработка этих поверхностей должна оказаться наиболее трудоемкой.
Выбор вида и способа получения заготовки Согласно программе выпуска 1000 штук и типу производства - мелкосерийное, выбираем в качестве заготовки отливку в песчано-глиняные формы.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-27; просмотров: 117; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.227.183.161 (0.009 с.) |