Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технические условия выполнения ручных работСодержание книги
Поиск на нашем сайте
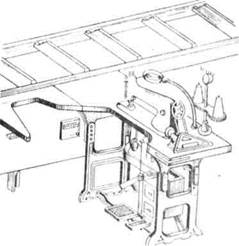
При выполнении ручных работ в процессе изготовления верхней одежды необходимо соблюдать следующие технические условия: 1) при выполнении строчек временного назначения применяют хлопчатобумажную крученую пряжу или нитки белого цвета соот-ветствующих номеров; 2) для прикрепления пуговиц, металлических крючков и пе-тель наряду с хлопчатобумажными нитками могут быть исполь-зованы армированные нитки №т 44ЛХ; 3) номера ручных игл подбирают в соответствии с табл. 1; 4) все сметочные работы выполняют на расстоянии 1 мм от намеченной меловой линии в сторону среза детали так, чтобы сме-точные строчки не попадали под машинную строчку; 5) концы внутренних строчек закрепляют обратными проко-лами иглы:: постоянных 2—3 стежками, а временных 1—2 стеж-ками; 6) при удалении ниток временного назначения их подрезают ножницами через 100—150 мм, затем удаляют; 7) для ускорения сметывания и улучшения качества работы детали предварительно скалывают булавками; 8) длина стежков должна соответствовать размерам, указанным в ОСТ 17-835—80 «Изделия швейные. Технические требовании к стежкам, строчкам, швам». 1.3. МАШИННЫЕ РАБОТЫ РАБОЧЕЕ МЕСТО ДЛЯ ВЫПОЛНЕНИЯ МАШИННЫХ РАБОТ Для выполнения машинных работ требуется оборудованное ра- бочее место (рис. 5). Рвбочее место для машинных работ состоит из промышленного стола с индивидуальным электроприводом, вмонтированной го-
1 8
ловкой швейной машины и винтового стула со спинкой. На поверхности стола закрепляются лампа местного освещения и организационно-технологическая оснастка, состоящая из бобинодержателя, магнита для ножниц и инструкционно- технологи -ческой карты. МАШИННЫЕ СТЕЖКИ И СТРОЧКИ
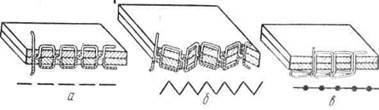
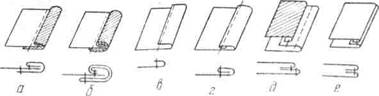
В зависимости от переплетения ниток машинные стежки и строчки разделяются на челночные и цепные.
Челночные стежки образуются из двух ниток: игольной и челночной, переплетение которых должно располагаться внутри соеди- няемых материалов. Переплетение ниток в цепных стежках рас- полагается на поверхности ткани. Строчки челночного стежка бывают линейные (рис. 6, а) и зигзагообразные (рис. 6, б).
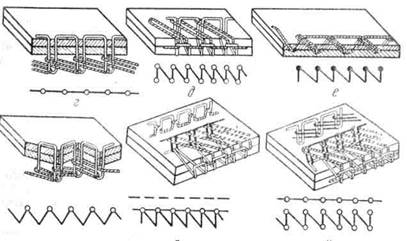
С трочки цепного стежка бывают: линейные однониточного (рис. 6, в) и двухниточного (рис. 6, г) переплетения; обметочные двухниточного (рис. 6, д) и трехниточного переплетения; под- шивочные однониточного переплетения (рис. 6, е); зигзагообраз- ные двухниточного переплетения (рис. 6, ж). Для повышения производительности труда и улучшения ка-чества выполняемых операций применяют машины, одновременно выполняющие строчки челночного и цепного переплетения [на-пример, линейная строчка двухниточного челночного переплете-ния и обметочная трехниточного цепного переплетения (рис. 6, з); линейная строчка двухниточного челночного переплетения и об-меточная трехниточного цепного переплетения (рис. 6, и)]. 3.3. ВИДЫ МАШИННЫХ ШВОВ При изготовлении одежды детали скрепляют друг с другом различными швами. Машинный шов представляет собой соединение деталей одежды одной или несколькими ниточными строчками. Основным параметром, характеризующим конструкцию шва, является припуск ткани на шов — расстояние от строчки до среза соединяемых деталей. Припуск зависит от степени осыпаемости и нитей из срезов тканей, способов закрепления срезов и кон-струкции шва. В зависимости от назначения и конструкции машинные швы подразделяют на соединительные, краевые и отделочные. Соедини-тельные швы применяют для скрепления деталей одежды, крае-вые для оформления краев и предохранения срезов ткани от осыпания нитей, с помощью отделочных швов выполняют складки, рельефы. К соединительным швам относятся: стачной, настрочной, на-кладной, шов встык и группа бельевых швов — запошивочный, шов взамок и двойной. Стачной шов наиболее распространенный и применяется для соединения двух или нескольких слоев ткани (рис. 7, а). Стачные швы в дальнейшем могут быть обработаны вразутюжку (рис. 7, б) и взаутюжку (рис. 7, в). Швы вразутюжку применяются для стачивания деталей верха, а взаутюжку — для соединения деталей подкладки и деталей верха с подкладкой. Разновидностью стачного шва вразутюжку является расстроч-ной шов (рис. 7, г). Применяется он в тех случаях, когда шов не разутюживают, а закрепляют машинной строчкой с двух сторон от линии шва.
Настрочной шов может быть с открытыми срезами (рис. 7, д) или с одним закрытым срезом (рис. 7, ж). Настрочные
20
ж з и к л м Рис. 7. Виды соединительных машинных швов: а — стачной; б — стачной вразутюжку; в — стачной взаутюжку; г — расстрочной; д — настрочной с открытыми срезами; е — шов встык; ж — настрочной с одним закрытым срезом; з — накладной с открытыми срезами; и — накладной с закрытым срезом; к— запошивочный; л — взамок; м — двойной
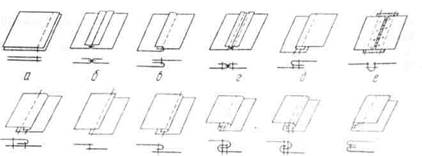
Рис. 8. Виды краевых машинных швов: а — окантовочный с открытым срезом; 6 — окантовочный с закрытыми срезами; е — вподгибку с открытым срезом; г — вподгибку с закрытым срезом; д -вподгибку с притачной подкладкой; е — обтачной шов швы с открытыми срезами применяют для соединения основных деталей верхней одежды из хлопчатобумажных и плащевых материалов, а настрочные швы с одним закрытым срезом — при изготовлении изделий из кожи, замши и др. Накладной шов может быть с открытыми срезами и с одним закрытым срезом. Шов с открытыми срезами применяется для соединения деталей внутри изделия (стачивание частей бортовых прокладок и прокладок нижнего воротника, рис. 7, з). Для притачивания кокеток, планок, накладных карманов и т. п. применяют накладной шов с закрытым срезом (рис. 7, и). Шов встык применяется при обработке бортовой прокладки (рис. 7, е). Этот шов выполняют с помощью дополнительной полоски ткани шириной 20—25 мм, которую подкладывают под соединенные встык срезы и закрепляют прямолинейными строчками вдоль срезов и зигзагообразной строчкой посередине. В запошивочном шве срезы расположены внутри припуска на шов и закреплены за два приема машинной строчкой (рис. 7, к). Шов применяется при изготовлении костюмов без подкладки. Шов взамок (рис. 7, л) применяется вместо запошивочного шва как более прочный, так как выполняется на двухигольпой машине. 21 Двойной шов выполняется за два приема. Сначала сое-диняют срезы с лицевой стороны, а затем со стороны изнанки (рис. 7 м). Шов применяют для стачивания подкладки карманов, соединения деталей в изделиях без подкладки. Краевые швы применяются для отделки изделий и предохра-нения срезов деталей от осыпания нитей. К ним относятся оканто-вочные швы, швы вподгибку и обтачные. Окантовочные швы бывают с открытым срезом и закрытым срезами. Шов с открытым срезом (рис. 8, а) применяют для оформления срезов деталей верхней одежды. Окантовочный шов с закрытым срезом (рис. 8, б) используют для окантовывании пройм, горловины и т. д. в изделиях без подкладки. Шов вподгибку может быть с открытым, закрытым срезом и С притачной подкладкой. Шов вподгибку с открытым срезом (рис. 8, в) применяют в изделиях из плотных материалов с неосыпающимися срезами. Закрепление среза выполняют на стачивающей машине Челночного стежка или на машине цепного потайного подшивоч-ного стежка (например, застрачивание низа юбок, брюк, женского пальто из толстых тканей, а также обработка низа рукавов изде-лий из плащевых материалов и кожи). Шов вподгибку с закрытым срезом (рис. 8 г) используют при обработке изделий из тонких тканей с осыпающимися срезами, при этом выполняется двойное подгибание среза. Шов вподгибку с притачной подкладкой (рис. 8, д) применяется при обработке низа изделия и рукавов верхней одежды с подкладкой.
Об т а ч н о й шов (рис. 8, е ) применяется при обработке края борта, клапанов, воротников и других деталей одежды. При дальнейшей обработке припуск на шов вывертывают внутрь. Обтачной шов имеет разновидности: он может быть в кант, в рам-ку и рамку с разложенными припусками на шов. ПРИМЕНЕНИЕ ШВЕЙНЫХ МАШИН Для| выполнения всех строчек и швов при пошиве изделий приме-няют различные швейные машины как общего (универсальные, или стачивающие), так и специального действия. Стачивающие машины выполняют соединительные и отде-лочные строчки постоянного назначения. К ним относятся машины: 1022-М кл. ПО «Промшвеймаш» для изготовления изделий из костюмных и пальтовых материалов; 97-А кл. ПО «Промшвеймаш» для изготовления изделий из костюмных и подкладочных тканей; 597 - М кл. ПО «Промшвеймаш» для пошива подкладочных тканей;65 кл. ПО «Подольскшвеймаш» для разметывания пройм одежды;1276--6 кл. ПО «Промшвеймаш» для изготовления изделий из фор-моустойчивых трикотажных полотен и др. На специальных машинах выполняют строчки вре-менного и постоянного назначения, заменяющие ручные строчки.
22 Для выполнения строчек постоянного назначения применяют машины: Сs-761 кл. фирмы «Паннония» (Венгрия) для выполнения стегальных и подшивочных строчек; 51-А кл. ПО «Подольскшвеймаш» для обметывания срезов; 335-121 кл. фирмы «Минерва» (ЧСФР) для выполнения зигзагообразных строчек и др. При работе на машинах специального полуавтоматического действия работающий только закладывает в машину изделие или его детали, включает машину и вынимает изделие после выполнения строчки. Машины-полуавтоматы применяют для замены таких трудоемких ручных операций, как обметывание петель — 73401-РЗ и 62761-РЗ кл. фирмы «Минерва»; пришивание пуговиц — 1095 кл. ПО «Подольскшвеймаш»; обвивка стойки пуговиц — 59-А кл. ПО «Подольскшвеймаш»; выполнение закрепок — 220-М кл. ПО «Промшвеймаш». Кроме перечисленных выше полуавтоматов применяются полуавтоматы для выполнения прямолинейных строчек при стачивании деталей, для обтачивания клапанов карманов, стачивания средних срезов спинки со шлицей, выполнения коротких строчек заданной длины и др.
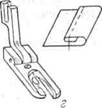
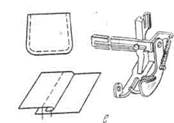
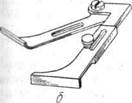
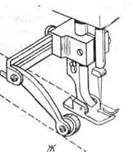
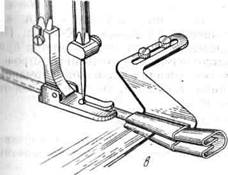
СРЕДСТВА МАЛОЙ МЕХАНИЗАЦИИ Применение средств малой механизации способствует повышению производительности труда, культуры производства и улучшению качества пошиваемых изделий. К средствам малой механизации относятся линейки -ограничители, лапки различных конструкций, а также приспособления, которые устанавливают на платформе машин в зависимости от выполняемых операций (рис. 9). В настоящее время все приспособления малой механизации выпускаются в основном Московским опытно-механическим заводом (МОМЗ) ЦНИИШП. По классификации ЦНИИШП все приспособления малой механизации разделены на шесть групп: I группа — направляющие приспособления (линейки-ограничители, лапки для соединения деталей); II группа — приспособления для подгибания краев деталей без соединения с другой деталью; III группа — приспособления для соединения двух или более IV группа — приспособления для окантовывания открытых 23
Рис. 9. Средства малой механизации: а - направляющая линейка; б — откидная двухрожковая линейка; в — линейка-окан- тователь; г — лапка-рубильник; 5 — лапка-запошиватель; е — лапка с направителем для выполнения настрачивающих строчек; ж — лапка с направляющим роликом V группа — приспособления к машинам-полуавтоматам для VI группа — приспособления и устройства, улучшающие ус- ТЕРМИНОЛОГИЯ МАШИННЫХ РАБОТ В швейной промышленности принята следующая терминология машинных работ. Термин Определение Стачивание Ниточное соединение двух или более деталей около их срезов Притачивание Ниточное соединение мелких деталей с крупными 24 Обтачивание Ниточное соединение деталей с последующим их вывертыванием Втачивание Ниточное соединение деталей по замкнутому или незамкнутому овальному контуру
|
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-11-11; просмотров: 178; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.128.168.176 (0.013 с.) |